响应面法优化稻秸秆无醛人造板热压工艺研究
2018-01-30王金明邓腊云陈泽君范友华
王金明,王 勇,邓腊云,陈泽君,范友华
秸秆是农作物生产系统中一项重要的生物资源。据估计,全世界每年可产生近 20 亿 t 秸秆。作物秸秆的全资源利用,既涉及到广大农村的千家万户和整个农业生态系统中土壤肥力、水土保持、环境安全等可持续发展问题,也涉及到如何合理规划使用秸秆资源,使其高效高值开发利用。中国作为农业大国,也是秸秆资源最为丰富的国家之一,每年生产超过 6.4 亿 t 的秸秆,且随着农作物产量的不断提高,秸秆产量也将随之增加[1-3]。丰富的农作物秸秆资源是宝贵的可再生资源,“用则利,弃则害”,加快推进秸秆综合利用,对于稳定农业生态平衡,促进可持续发展,具有十分重要的意义。
人造板工业作为森林资源高消耗行业,对林木资源需求巨大,将稻秸秆应用于人造板生产中不仅可以减少对森林资源的消耗,降低对木材资源的依赖,而且对森林资源的可持续发展及秸秆资源的高效高值利用、变废为宝有重大的促进作用。稻秸秆外表面有一层致密的表皮组织,其细胞由充满 SiO2的硅细胞和栓细胞组成。由于矿质化和栓质化的影响,表皮形成蜡质层,施胶后胶液难以透过蜡质层进入秸秆内部,与秸秆内部大分子反应能力大大降低,胶合过程中难以形成有效的“胶钉”,直接影响其内结合强度[4-6]。同时,人们对甲醛释放危害问题的日益关注,对无醛型人造板的需求也日渐增强。因此,大豆基胶粘剂作为一种无甲醛添加的环保型胶粘剂,其研究和应用前景广阔。本研究以稻秸秆为主要原料,利用碱法预处理,采用实验室自制大豆基胶粘剂,制备无醛型稻秸秆人造板材。运用响应面法优化热压工艺条件,建立热压工艺与板材内结合强度之间的数学模型,获得最优的热压工艺参数,为稻秸秆的进一步高值高效利用提供参考。
1 材料与方法
1.1 实验材料
(1)稻秸秆原料。实验用稻秸秆来源于湖南省怀化市会同县漠滨乡。秸秆原料含水率为 10%左右,用小型粉碎机将其粉碎至粒度为 0.5~4 cm。将粉碎的秸秆置于 8% 的 NaOH 溶液中加热处理 50 min 后晾干,然后在烘箱中干燥至含水率3%~5%,备用。杨木原料含水率 8%~12%,用小型粉碎机将其粉碎至粒度为 0.5~4 cm,备用。
(2)大豆基胶粘剂。将脱脂豆粉水解后,利用碱法降解,然后按照质量比豆胶 75%、水性聚氨酯 20%、复合防水剂 3%、防腐剂 2% 的比例搅拌 30 min 后制成大豆基胶粘剂。
1.2 实验方法
1.2.1 工艺流程 板材设计幅面为 400 mm×400 mm,厚度为 10 mm。稻秸秆人造板生产工艺流程如图 1 所示。设定秸秆刨花板密度为 700 kg/m3。
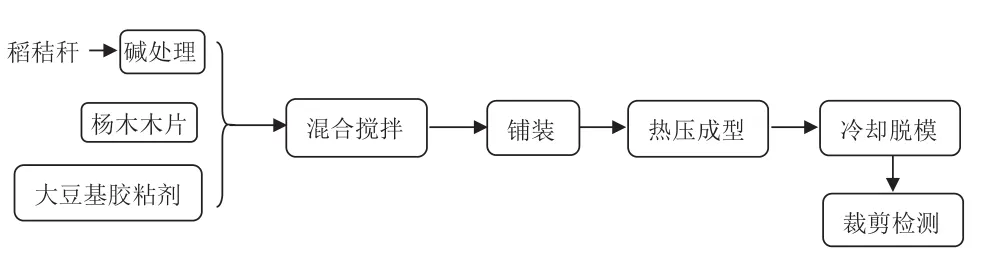
图1 稻秸秆人造板生产工艺流程Fig.1 Production scheme of rice straw panels
1.2.2 热压工艺参数的确定 影响板材性能的主要因素为胶粘剂种类、施胶量、热压压力、热压温度和热压时间。对大豆基胶粘剂而言,其固含量低,施胶量比传统脲醛胶高,且热压时间相对越长,对其固化更有利[7-9];其为蛋白质胶粘剂,热压温度过高,会使蛋白质降解,不利于其固化。热压压力和热压时间对胶的固化也有一定影响。因而本研究主要选定施胶量、热压压力、热压温度及热压时间 4 个因素。在前期探索性试验的基础上,确定了各影响因素合适的条件范围,施胶量、热压压力、热压温度和热压时间分别为 10%~18%、2.0~4.0 MPa、110~130 ℃、20~40 s/mm,以板材的内结合强度作为响应值。试样内结合强度按照国标 GB/T 17657-2013《人造板及饰面人造板理化性能试验方法》规定的方法检测。
1.2.3 热压工艺实验设计 选用施胶量、热压压力、热压温度和热压时间作为影响板材内结合强度(IB)的考察因素,根据热压工艺参数合适的条件范围,以 +1、0、-1 分别代表高、中、低水平。各实验因素水平与编码见表 1。采用 Box-Benhnken(BBD)实验设计原理,以内结合强度(IB)为响应值,利用 Design-Expert 10.0.2 软件设计四因素三水平的响应面分析实验。共设 29 个实验点,通过对实验结果进行分析,建立二次多项式数学模型,得到内结合强度的最大值。
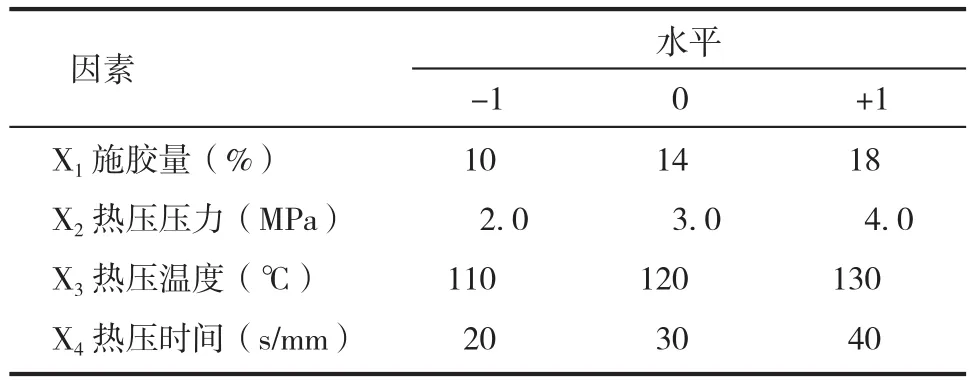
表1 实验因素水平和编码Tab.1 The response surface of level of factors
1.3 热压工艺的验证
为了验证通过响应面曲线优化得出的最优工艺条件及其预测最优值的准确性和有效性,在最优工艺条件下进行 3 次验证实验,并将其平均值作为最终的结果,验证优化模型的可靠性。
1.4 数据分析
采用 Design-Expert 10.0.2 软件对实验数据进行方差分析和极性二次回归分析。
2 结果与分析
2.1 影响板材内结合强度的主要控制因素
响应面实验结果见表 2,方差分析结果见表 3。由表 3 可知:X1,X3、X4、X1X3、X23、X24对板材内结合强度的影响极显著,说明施胶量、热压温度和热压时间是热压过程中影响板材内结合强度的重要控制因素;施胶量与热压温度的交互效应极显著,其它因素之间的交互效应不显著。
从表 3 中还可以看出,在影响板材内结合强度的热压工艺中,对其影响的主次顺序依次是热压时间、热压温度、施胶量和热压压力。失拟项体现的是实验数据与模型不相符的情况,本实验失拟项的 p 值为 0.098 9,没有显著性意义,说明数据中没有异常点,准确可靠。
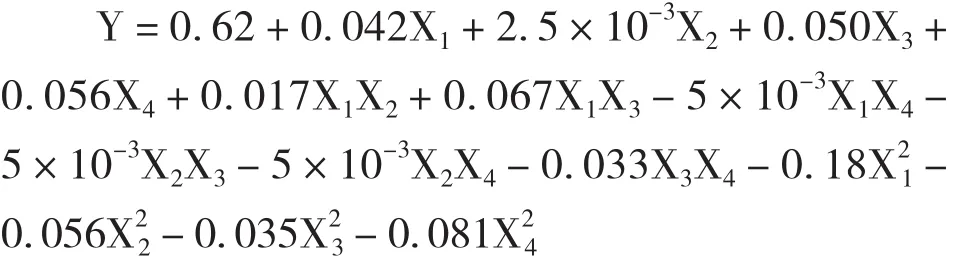
通过极性二次回归分析,将 4 个因素经过多项式拟合得到内结合强度Y的回归方程:这个模型的 R2值为 0.944 8,说明模型方程可解释 94.48% 的板材内结合强度变化,表明方程拟合性好[10-13]。
2.2 影响板材内结合强度的主要因素间交互作用的响应面
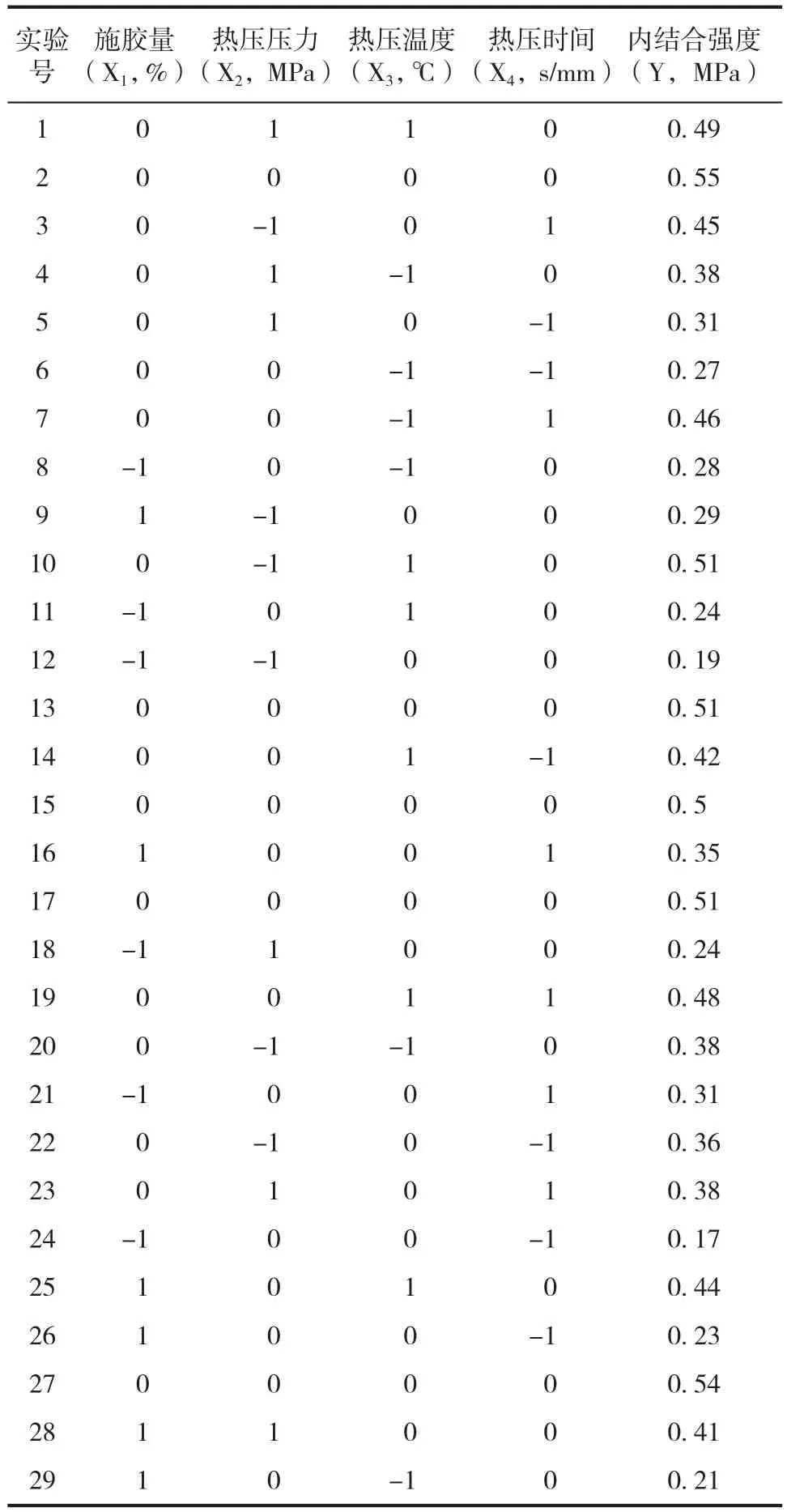
表2 响应面实验结果Tab.2 The experiment results of response surface
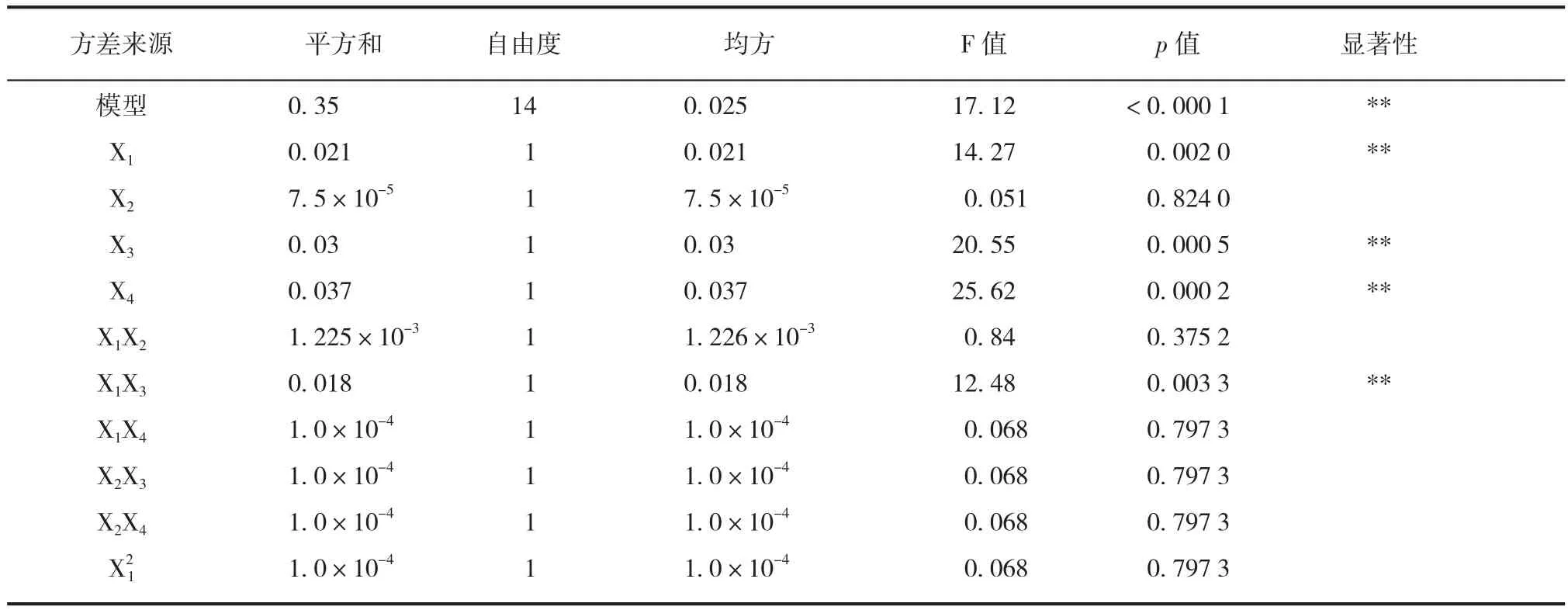
表3 响应面实验结果的方差分析Tab.3 The variance analysis of response surface
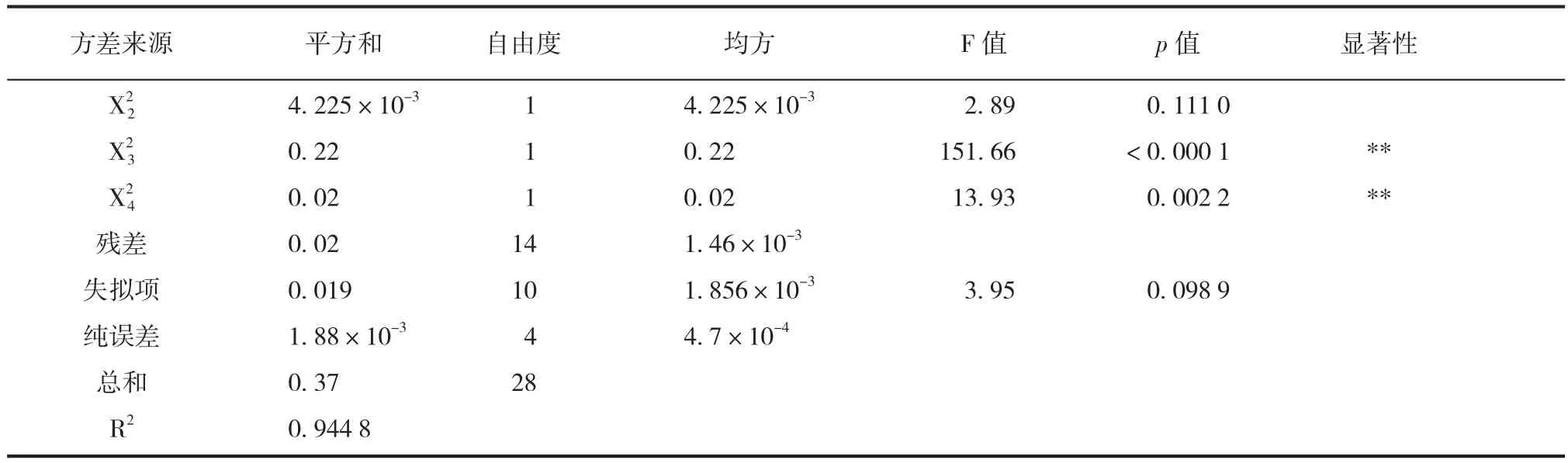
续表3 响应面实验结果的方差分析Continued Tab.3 The variance analysis of response surface
根据拟合模型绘制的板材内结合强度三维响应面图见图 2。图 2 为响应值内结合强度与因素施胶量、热压时间、热压温度和热压压力构成的图形。每个图形均对 2 个不同因素之间的交互作用进行分析,另外 2 个不同因素固定在零水平位置。图 2 可直观反映各因素对响应值内结合强度的影响。响应面曲面趋势越陡,其对响应值影响越显著;趋势越平缓,影响越小。施胶量与热压温度的交互作用曲线趋势最陡,说明施胶量与热压温度的交互作用对响应值的影响最显著。这与表 3 中 X1X3对应的 p 值统计结果显著性为极显著相对应,而表 3 中施胶量和热压温度对内结合强度的影响也极显著,说明经过碱处理,秸秆对水溶性胶粘剂的浸润性虽然得到了一定的改善,但是与木材相比,依然较差[14-15]。热压时间与热压压力、热压温度的曲线趋势较平缓,说明热压时间与热压压力、热压温度之间的交互作用不显著,对内结合强度的影响也较小。这与表 3 中的X2X3、X2X4对应的 p 值统计结果不显著相呼应。
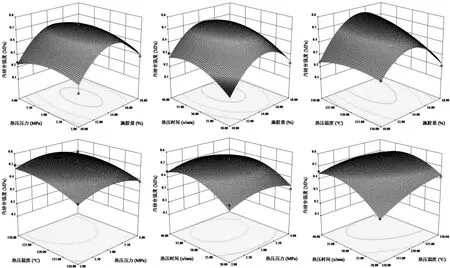
图2 各因素之间交互作用的响应面图Fig.2 Response surface plots for the effects of cross-interactions among the factors
2.3 最优热压工艺确定与验证
通过对内结合强度 Y 的拟合方程求解,得到内结合强度的预测值为 0.52 MPa,此时施胶量、热压压力、热压温度和热压时间分别为 14.42%、3.32 MPa、125.76 ℃、27.94 s/mm。根据预测的最优工艺参数,取整数值得到施胶量、热压压力、热压温度和热压时间分别为 14%、3 MPa、126 ℃、28 s/mm。在此工艺条件下制备板材,对板材的内结合强度进行检测,以验证响应面分析模型的可行性。结果显示,内结合强度平均值为 0.51,预测值与实际值相近,说明采用响应面优化的制备工艺可行。
3 结论与讨论
(1)通过建立板材内结合强度与施胶量、热压压力、热压时间和热压温度之间的二次多元回归模型,得到了最优的热压工艺条件,其施胶量、热压压力、热压温度和热压时间分别为 14%、3 MPa、126 ℃、28 s/mm,模型预测最优值为 0.52 MPa。
(2)通过验证实验,在预测最优工艺条件下内结合强度平均值为 0.51 MPa,预测值与平均值的误差率仅为 1.6%,说明该模型合理可靠,具有实用价值。
(3)秸秆经过碱处理后,其对胶粘剂的浸润性与木材相比依然较差,因而施胶量、热压温度对其内结合强度影响极显著,其交互影响也极显著。
(4)最优条件下得到的板材内结合强度达到国家标准 GB/T 21723-2008 规定的指标要求。
[1]郑凤山,何 磊.我国麦/稻秸秆板工业的发展与思考[J].木材工业,2006,20(6):30-32.
[2]周定国.我国刨花板工业的创新展望[J].木材工业,2006,20(2):30-32.
[3]卢军虎,龚 茹.我国秸秆人造板产业现状及前景[J].中国人造板,2016(3):16-18.
[4]张亚慧,苏雪峰,陈凤义,等.芦苇/杨木纤维板制备工艺研究[J].中国人造板,2016(10):10-14.
[5]徐文彪,时源庚,时君友.API 压制稻秸秆人造板的初步研究[J].林产工业,2014,41(2):22-25.
[6]周定国.农作物秸秆碎料板生产的关键技术[J].人造板通讯,2005(3):31-34.
[7]李 娜,谢建军,曾 念,等.胶合板用 SDS 改性大豆分离蛋白胶粘剂的制备及性能[J].中南林业科技大学学报,2012,32(1):88-93.
[8]范东斌,莫弦丰,陈玉竹,等.响应曲面法优化油茶饼粕蛋白的超声辅助提取工艺研究[J].食品工业科技,2014,35(03):199-202.
[9]Xunpeng Qin,Yongliang Wang,Chihua Lu,et al.Structural acoustics analysis and optimization of an enclosed box-damped structure based on response surface methodology[J].Material and Design,2016(103):236-243.
[10]武国峰,姜亦飞,宋舒苹,等.木材/改性 UF 预聚体复合材料制备及性能表征[J].光谱学与光谱分析,2011, 31(4):1083-1086.
[11] 陈泽君,王 勇,马 芳,等.聚乙烯醇缩甲醛胶对杉木木材的物理与力学性能的影响[J].湖南林业科技,2012,39(5):29-32.
[12]姜 伟,余 勃,陆 豫.油茶粕中油茶皂苷提取纯化工艺研究[J].食品科学,2008,29(9):242-244.
[13]朱 培,钟海雁,郑 菲.不同油茶饼粕的营养成分比较与饲用可行性分析[J].经济林研究,2011,29(1):90-93.
[14]王逢瑚,白 波,孙建平.基于表面处理的麦秸人造板力学性能研究[J].木材工业,2009,23(1):28-30.
[15]吴英山,张 洋,李文定,等.豆胶杨木/麦秸复合刨花板制造工艺[J].林业科技开发,2013,27(5):95-97.
