奥克榄木材软化处理特性与工艺研究
2018-01-30熊幸阳李贤军
熊幸阳,谢 杰,李贤军
木材软化处理是通过一些物理或化学方法使木材具有暂时塑性,以便使木材弯曲和压缩等塑性加工得以进行[1]。从力学角度来看,木材是一种弹性材料,具有弯曲的可能性。但是如果要获得较小的弯曲曲率半径,需要在弯曲之前对木材进行软化,以增大木材的可塑性[2]。木材主要是由纤维素、半纤维素和木质素三大主要成分构成的高分子聚合物,当极性分子进入木材细胞壁时,可以与纤维素非结晶区和半纤维素中的羟基结合形成新的氢键,并使纤维素发生润胀,加大纤维素分子链之间的距离。当湿木材被加热时,木材中大分子获得足够的能量,振动加快,使得木材塑性增强,从而达到木材软化的目的[3-5]。
从 1830 年德国索尼特采用物理软化方法降低木素的玻璃化转变温度,发明了实木弯曲技术开始。到目前,木材常用软化的方法可分化学处理和物理软化两大类,其中化学软化主要包括液氨和氨气处理、尿素处理、碱液处理等方法;物理软化主要包括水煮法、饱和蒸汽汽蒸法、高频加热法、微波加热法等[6-8]。
奥克榄作为一种常用的高档家具材料,其弯曲性能很差。在制作弯曲构件时,往往需要采用锯制的方法,这不仅浪费了大量材料,而且显著降低了力学强度。鉴于此,本文以奥克榄为研究对象,采用水煮、高温汽蒸和水煮+微波联合处理三种方法对其进行软化方法,获得优化的软化方法和工艺条件,以期为实际生产中奥克榄木材的软化和弯曲成型处理提供参考和借鉴。
1 材料与方法
1.1 试验材料
本研究所用试验材料奥克榄(Aucoumea klaineana)锯材,取自广东宜华生活科技股份有限公司。锯材规格为 500 mm(长)×120 mm(宽)×25 mm(厚),含水率约为 13%。试验前将锯材加工为 30 mm(纵)×20 mm(径)×20 mm(弦)的四面刨光规格试件,试件要求无明显缺陷、材色均匀、表面纹理斜度小于 10°。
1.2 仪器与设备
本实验主要用到的仪器为电子扫描显微镜(JSM-6380LV),万能力学试验机(CMT6104 MTS SYSTEM CO.,LTD);数显恒温水浴锅(HH-6);电加热立式蒸汽灭菌器(LSB100L);家用微波炉(Media,M1-231)。
1.3 研究方法
试验前,将所有试件分成四组,一组为对照件,不进行任何处理,另外三组分别进行水煮软化、高温饱和蒸汽汽蒸软化、水煮+微波联合软化处理。其中进行水煮软化处理时,直接将试件完全浸没在沸水中水煮处理,水煮时间设为 90 min、120 min、150 min 和 180 min 四个水平。在高温饱和蒸汽汽蒸软化处理时,采用全因子试验,饱和蒸汽温度取 105 ℃、115 ℃、125 ℃和 135 ℃ 四个水平,处理时间为 2 h、3 h、4 h 和5 h 四个水平。用水煮+微波联合处理对试件进行软化时,先用沸水将试件水煮 2 h,然后用微波炉对水煮试件进行微波处理,微波处理功率为530 w、600 w、680 w,和 800 w 四个水平,微波处理时间为 10 s、18 s、26 s 和 34 s 四个水平,为尽量减少微波预处理过程中试材内的水分损失,处理前先用多层聚乙烯薄膜将试件包好。本研究中,同一试验条件下处理 6 个试件,每次软化处理前后,都称取并记录试件质量。软化处理完成后,尽快采用万能力学试验机对试件进行顺纹压缩处理,测试试件的屈服强度、顺纹压缩量及顺纹压缩回弹率。压缩过程中最大压力设置为50 KN,加压速度为 5 mm/min。试件顺纹压缩回弹率的计算方法如下[9-10]:
式中:L 为试件顺纹压缩回弹率(%);Lr 为压缩试件恢复变形后的尺寸(mm);Lo 为试件压缩前的尺寸(mm);Lc 为试件压缩后的尺寸(mm)。
2 结果与分析
2.1 水煮处理对奥克榄软化效果的影响
表 1 显示了沸水水煮处理对木材顺纹压缩屈服强度和木材含水率的影响。从表 1 中可以看出:水煮处理可以明显降低奥克榄木材的顺纹压缩屈服强度,随着处理时间的延长,木材的顺纹压缩屈服强度呈先减小,后基本保持稳定的趋势。与未处理材相比,当水煮时间介于 90~180 min 时,奥克榄木材顺纹压缩屈服强度的降低幅度为 24.59%~31.97%。这表明通过沸水对奥克榄木材进行水煮处理确实可以明显降低其顺纹压缩屈服强度,其原因主要在于木材在水煮过程中,水分子进入到木材细胞壁中与纤维素非结晶区和半纤维素的羟基形成新的氢键,加大了纤维素和半纤维素中分子链之间的距离,为纤维素分子链的运动提供了空间,同时在水热共同作用下,木材细胞壁中的木素进一步软化,使得木材的可塑性提高,从而达到软化目的。当水煮时间从 90 min 延长到 180 min 时,木材试件的顺纹压缩屈服强度降低幅度先增大后减小,最大降幅不超过 10%,尤其是当水煮时间介于 120~180 min 时,其顺纹压缩屈服强度的变化幅度甚至小于 3%。这充分说明在实际生产中用沸水水煮方法对木材进行软化处理时,并非水煮处理时间越长越好。水煮时间对木材顺纹压缩屈服强度的影响可以从两个方面来解释,一方面随着水煮时间的延长,更多的水分进入木材细胞壁,分子链之间运动的空间就越大,木材可塑性增强,顺纹压缩屈服强度降低;另一方面,随着木材内水分的增加,木材细胞腔内和细胞壁内的水分会形成一定的静压力,导致当木材受到外压力的时候,其屈服强度呈现增大趋势。
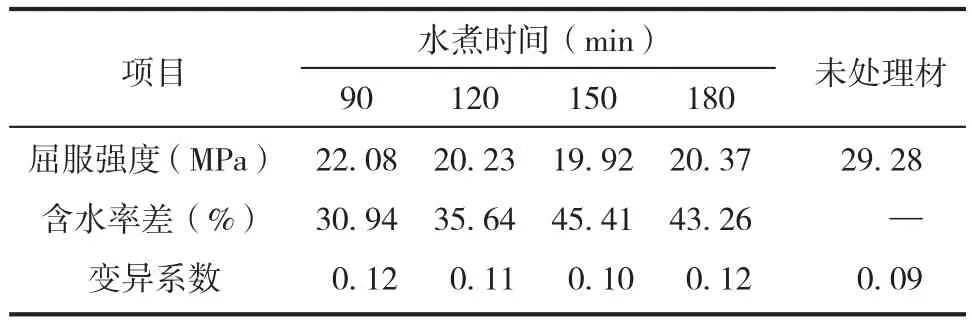
表1 水煮软化处理后含水率变化量及屈服强度Tab.1 The change of moisture contentand yield strength after boiling softening
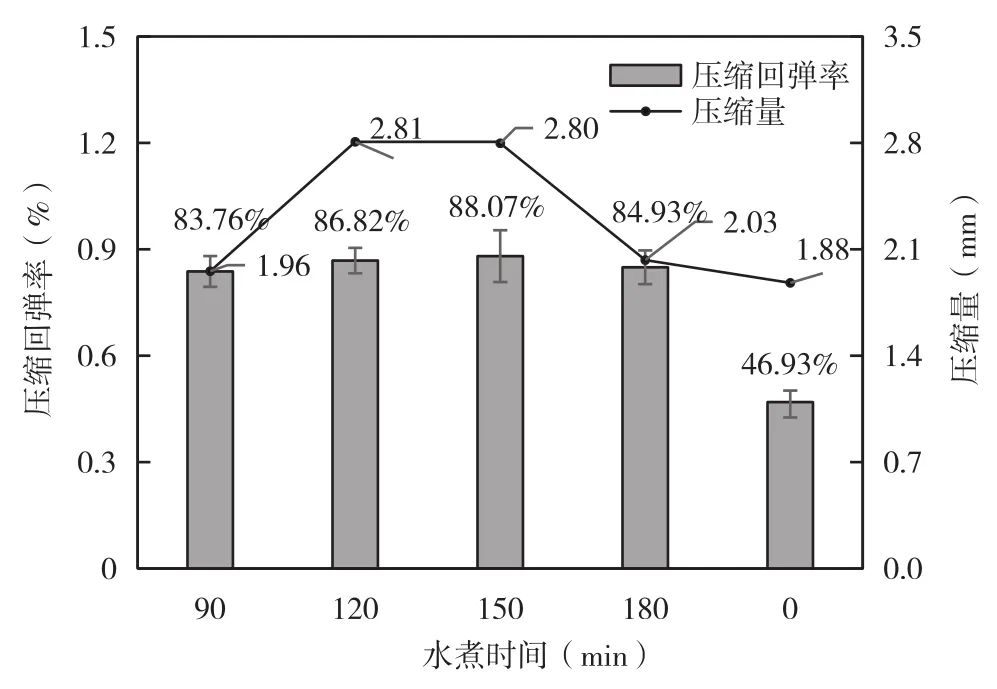
图1 水煮时间对顺纹压缩回弹率及压缩量的影响Fig.1 Effect of boiling time on longitudnal compression rebound ratio and compression quantity
图 1 为沸水水煮处理对木材顺纹压缩量和回弹率的影响。从图 1 可以看出:水煮处理明显增大了奥克榄的压缩量和回弹率,顺纹压缩回弹率与 6.5 KN 时的压缩量均随水煮时间的延长先增加后减少的趋势。顺纹压缩回弹率和压缩量分别增加4.08%~49.38% 和 78.47%~87.67%。经过 120 min与 150 min 处理过的木材的顺纹压缩量和顺纹压缩回弹率相近且高于其他两个时间,其中 120 min 水煮处理的奥克榄在顺纹压力 6.5 KN 下得到的压缩量较大。在水煮过程中,纤维素无定型区分子链上的羟基,部分处在游离状态,易吸收水分,随着水分的增加,纤维进一步润胀,游离的羟基吸附更多的水分,水分在纤维素间隙中形成厚厚的水膜,引起纤维内部结合力的降低,使得压缩量增大。因而在同一温度条件下,吸收的水分越多,塑化效果越好,得到的压缩量和对应的压缩回弹率也越大。
综上所述,奥克榄经水煮处理后的软化效果明显,优化的水煮处理时间为 120 min。当水煮处理时间为 120 min 时,顺纹压缩得到的屈服强度、顺纹压缩回弹率及 6.5 KN 时的压缩量均较高,相比 150 min 用时更少。
2.2 饱和蒸汽汽蒸处理对奥克榄软化效果的影响
图 2 和图 3 分别表示了不同条件下蒸汽处理对奥克榄的屈服强度和顺纹压缩量的影响。由图 2、图 3 可知,在汽蒸过程中奥克榄的软化效果主要与温度有关,时间对其影响较小。当奥克榄的汽蒸温度低于 125 ℃ 时,汽蒸时间对奥克榄的屈服强度和 6.5 KN 时的压缩量无显著影响;但温度超过 125 ℃ 后,随着温度的增加,其软化效果表现为屈服强度先降低后升高,压缩量先增大后减小。原因是在软化处理过程中,木材吸收水蒸汽,细胞腔内的水蒸汽压按一定的规律与毛细管的直径成比例增加,当细胞壁内的微毛细管由于结合水和毛细管张力的合成作用而扩大时,毛细管内部的水蒸气压也随之增大[11-12]。由于汽蒸温度低于 125 ℃,对应的饱和蒸汽压低于木材内部的蒸汽压,外界水分难以进入,细胞壁内水分较少,因而得到木材的软化效果不理想。当蒸汽温度在 125 ℃ 时,奥克榄的顺纹压缩屈服强度降低幅度为 39.71%~47.45%,压缩量增加幅度为 22.15%~39.04%,获得的压缩效果明显优于同水平的其他温度,其中用 4 h,125 ℃ 汽蒸处理后奥克榄的顺纹屈服强度最小,压缩量最大,得到软化效果最优。不同温度对于不同的分子链段所产生的振动不一样,振动越快,软化效果越好。由于温度在 125 ℃ 时容易改变奥克榄纤维素晶胞中大分子链段中的氢键和范德华力的束缚,使得分子链段运动加剧。在该温度下纤维结晶区中分子链的排列被打乱,奥克榄的玻璃化转变得以进行,宏观表现为塑性降低。
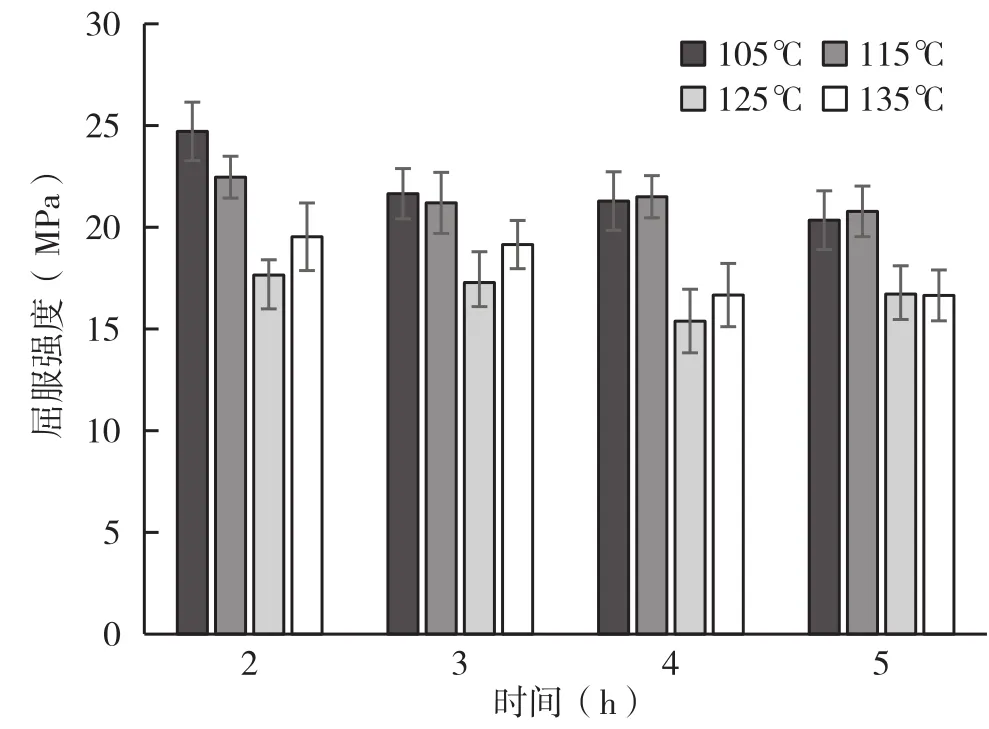
图2 不同汽蒸处理的屈服强度Fig.2 Yield strength after different steam treating
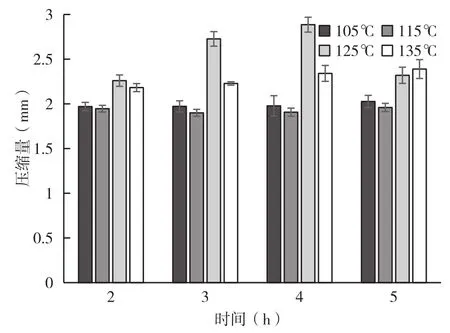
图3 不同汽蒸处理在6.5KN时的压缩量Fig.3Compression quantityin 6.5KN after different steam treating
饱和蒸汽汽蒸处理对奥克榄的含水率及压缩回弹率的影响如表 2 和图 4 所示。从中我们可以看出,奥克榄汽蒸软化后得到的顺纹压缩回弹率与汽蒸温度和时间有关,汽蒸处理后得到的含水率越高,顺纹压缩回弹率就越大。汽蒸时间对奥克榄软化有影响是因为汽蒸开始时木材内外含水率梯度小,水分移动较缓慢,又因为刚开始时只有表面的纤维素和木素被软化,内部的纤维素、半纤维素软化不足,水分难以进入。随着时间延长,奥克榄的表层水分累加,使得内外含水率梯度增大,并在压力作用下,水分的移动速度加快,当内部的蒸汽压达到饱和蒸汽压后,只有外部的压强较高时,水分就能继续进入。不同的饱和蒸汽温度对应着不同的压强,饱和蒸汽的温度越高,蒸汽压越大,得到试件处理后的含水率越大。
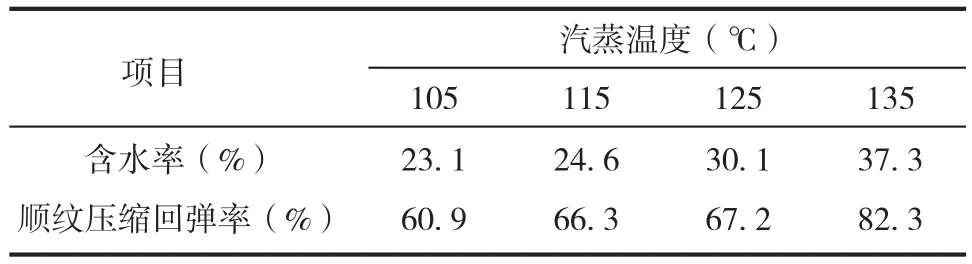
表2 不同汽蒸温度下软化处理后的平均含水率及顺纹压缩回弹率Tab.2 Compressive rebound ratio and moisture content on average after different temperated steam treating
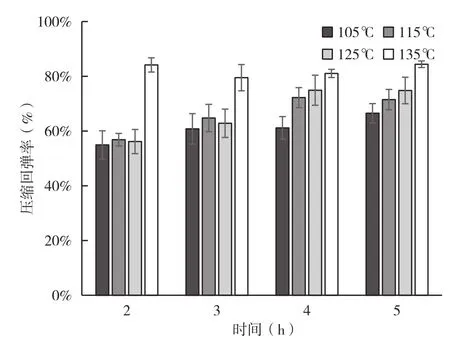
图4 不同汽蒸处理的压缩回弹率Fig.4Compressive rebound ratio after different steam treating
2.3 水煮+微波联合预处理对奥克榄软化效果的影响
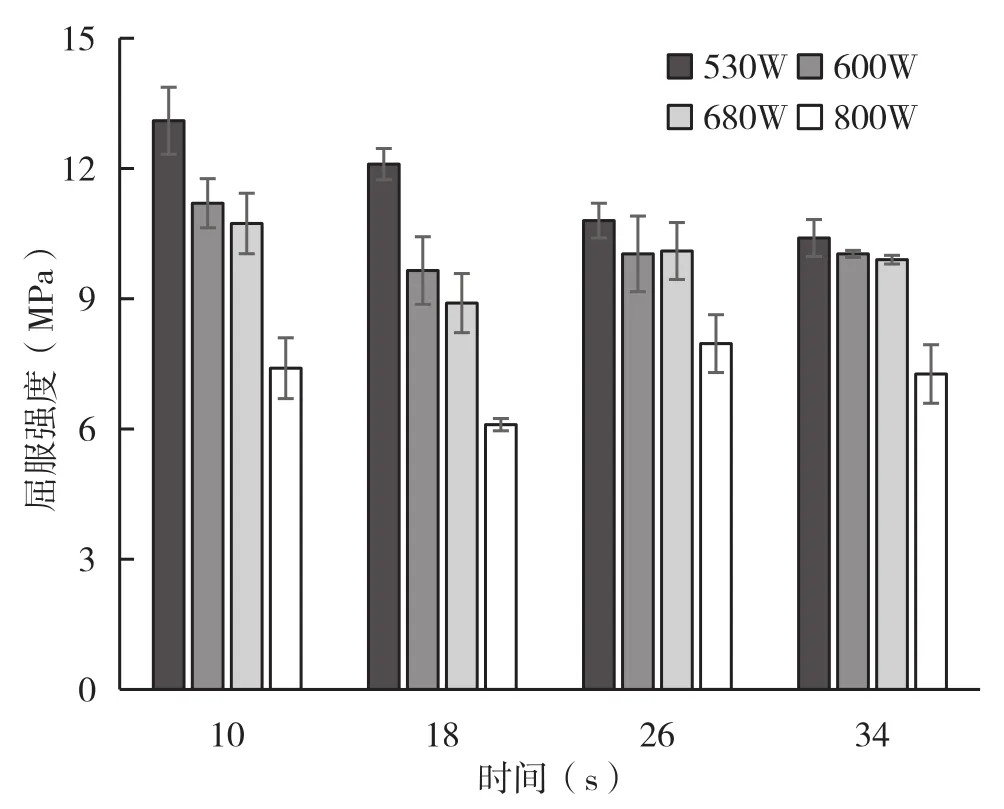
图5 不同微波处理的屈服强度Fig.5 Yield strength after diferent microwave treating
图 5 为经过水煮 2 h 后,微波处理对奥克榄屈服强度的影响。从图 5 可以看出:水煮+微波处理对奥克榄的软化效果非常明显,处理后得到的屈服强度均在 14 MPa 以下,相比单独的水煮和汽蒸处理,大大降低了顺纹压缩时的屈服强度。其中用功率为 800 W 加热奥克榄 18 s 时得到的屈服强度为 6.1 MPa,比未处理材减少了 79.14%。
在图 6 微波处理对奥克榄的压缩量的影响中,顺纹压力为 3 KN 时奥克榄的压缩量随微波功率的增大而增大,随处理时间的增加先增大后减小,最大压缩量在功率 800 W,时间 18 s 取得,相比未处理材在 3 KN 时的压缩量增加了 108.86%。综上所述,在微波处理段时建议选用功率 800 W,时间 18 s 的条件进行加热处理。
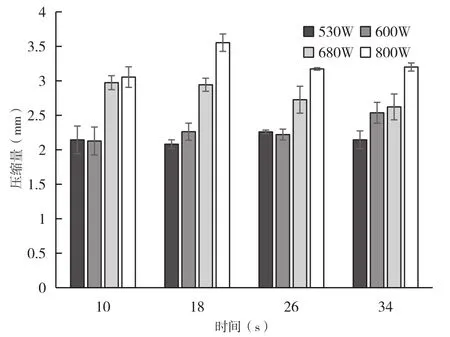
图6 不同微波处理在3KN时的压缩量Fig.6Compressionquantity in 3KN after diferent microwave treating
在水煮处理过程中,水分大量进入木材内部并以自由水的形态存在。在微波的作用下,一些含有极性官能团如羟基及极性分子水产生摆动,相互摩擦生热[13]。由于后期的微波作用为木材提供了大量的能量,使得加热得到的温度达到了半纤维素与木素的热软化温度。微波的功率越大,单位时间内获得能量越多[14],一定时间内得到的软化效果越好。因此随着微波功率的增加,屈服强度减小。但微波功率并不是越大越好,微波处理时间增大时,屈服强度先减小后增大,原因是随着微波时间的延长,水分子的运动距离加大,水分和抽提物逸出,纤维素间隙中的水膜变薄,纤维间的结合力增加,软化效果减弱;同时温度升高,木材单位时间内单位体积获得的能量越多,半纤维素的降解幅度增大[15],容易造成在顺纹压缩过程中出现应力集中,使得局部抗压强度过大,具体表现为屈服强度增大,压缩量减小。
图 7 表示在水煮 2 h 后,微波处理对奥克榄压缩回弹率的影响。在图 7 中,奥克榄的压缩回弹率均在在 90% 左右,随处理时间和微波功率的变化影响不大。原因是奥克榄的回弹率主要与含水率有关,经过 2 h 水煮处理后,奥克榄的含水率得到提高,试件的含水量增加幅度大且相近;同时软化过程中,聚酯乙烯薄膜阻止了水分的大量蒸发。这些水分以自由水的形态存在非结晶区,增大木材细胞壁内自由体积的空间,起到增塑剂的作用。
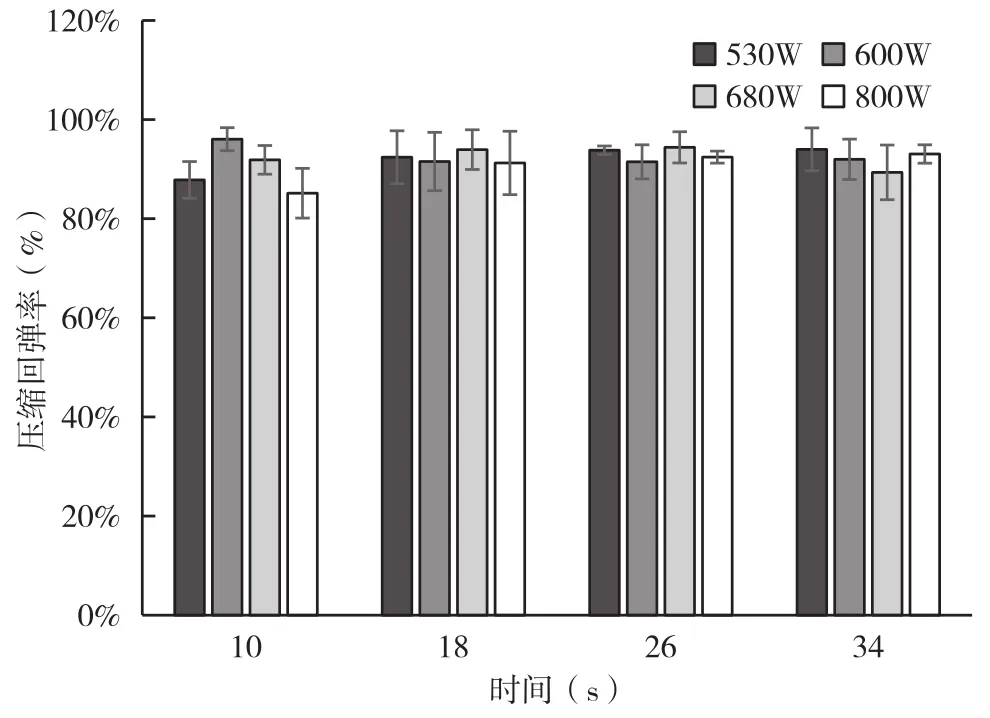
图7 不同微波处理的压缩回弹率Fig.7Compression rebound ratio after different microwavetreating
为进一步研究压缩处理对木材微观构造的影响,本研究采用扫描电子显微镜观察了奥克榄木材压缩前后细胞形态的变化。图 8 为奥克榄木材弦切面在放大 100 倍的的电子显微镜照片,a 图为未经软化处理的奥克榄,b 图为经水煮+微波处理后顺纹压缩时出现应力集中的部分。从图 8 中可以发现,压缩后试件存在一个由压溃到正常压缩的明显过渡区域。在压溃区,木射线和导管均被完全压溃,不成形;纤维互相交错成叠,没有间隙。在过渡区域,木射线中靠近应力集中的部分管孔被压实,导管成 U 型;中间部分射线管胞的基本形状由椭圆形变成圆型,以上的这些改变都会使得奥克榄顺纹压缩时的屈服强度增大,顺纹压缩量减小,强度降低。
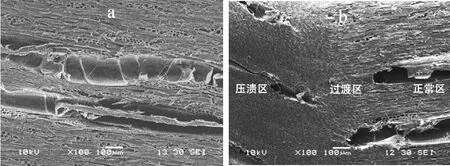
图8 未处理材与处理材中出现应力集中部分比较Fig.8The comparison of compression between the normal and abnormality
3 结论与讨论
(1)三种软化预处理方法均可以明显降低奥克榄木材的屈服强度,增加压缩量,改善其弯曲性能,其中水煮微波联合处理软化效果优于水煮和高温气蒸处理。在软化过程中,处理时间是水煮处理的关键因素;而影响汽蒸软化的主要因素是汽蒸温度;微波软化处理时,微波功率对奥克榄的影响大于微波处理时间的影响。
(2)水煮处理可以明显降低奥克榄木材的顺纹压缩屈服强度,增加顺纹压缩回弹率和压缩量。与未处理材相比,水煮奥克榄木材顺纹压缩屈服强度的可降低 24.59%~31.97%,顺纹压缩回弹率和压缩量分别增加 4.08%~49.38% 和78.47%~87.67%。
(3)饱和汽蒸处理时,汽蒸温度在 125 ℃和 135 ℃ 的软化效果比水煮处理要好。由于温度与饱和蒸汽压的共同影响,125 ℃ 处理的效果最佳,相比未处理材奥克榄顺纹压缩的屈服强度降低了 39.71%~47.45%,压缩量增加了22.15%~39.04%。
(4)水煮+微波联合处理的软化效果非常明显,处理后奥克榄的顺纹压缩屈服强度远小于水煮处理和饱和汽蒸处理。其中用功率为 800 W 加热奥克榄 18 s 时得到的屈服强度为 6.1 MPa,比未处理材减少了 79.14%,软化效果最佳。
[1]蔡家斌,董会军.木材压缩处理技术研究的现状[J].木材工业,2014(6):28-31,34.
[2]李 坚.木材科学[M].哈尔滨:东北林业大学出版社,1994:253 -283,318 -341.
[3]李 军.浅析曲木工艺中的汽蒸软化机理[J].家具,1997(4):4-6.
[4]宋魁彦,王逢瑚,宋宇宏.榆木顺纹压缩弯曲技术[J].林业科学,2004,41(2):126-130.
[5]中村源一.The Bending Test on the Wood(BUNA),treated by the Water Dipping and Boiling[J]. THE JOURNAL OF THE JAPANESE FORESTRY SOCIETY,1951,33(6):121-124.
[6]曹上秋,解林坤.浅析实木弯曲及其软化处理技术[J].家具与室内装饰,2005(5):74-75.
[7]刘一星,刘君良,李 坚,等.水蒸气处理法制作压缩整形木的研究(Ⅱ)──物理力学特性和工艺性[J].东北林业大学学报,2000,44(4):13-15.
[8]周 利,卢晓宁,丁 慧.水热处理对杨木顺纹压缩性质的影响[J].南京林业大学学报:自然科学版:2008,51(1):61-64.
[9]刘君良,李 坚,刘一星,等.高温水蒸气处理固定大青杨木材横纹压缩变形的研究[J].林业科学,2003,39(1):126-131.
[10]井上雅文.木材横纹大变形に及ぴ变形の永久固定.[D].1994.
[11]张振安.木材软化处理与弯曲工艺浅析[J].农村实用科技信息,2013(8):49.
[12]官冬玲.浅谈木材软化处理[J].才智,2009(18):236.
[13]牟群英,李贤军.微波加热技术的应用与研究进展[J].物理,2004(6):438-442.
[14]陈太安,李大钢,王 江.几种木材微波加热弯曲性能的比较研究[J].建筑人造板,2000(3):24-26.
[15]宋魁彦,李 坚.水煮-微波处理对榆木软化和顺纹压缩及弯曲的影响[J].林业科学,2009,45(10):120-125.
