基于某铁路信号设备集成电路板回流焊接作业的风险管理研究
2018-01-25祁甲子
祁甲子

摘要:铁路信号设备中集成电路板的加工制造具有同行业的普遍特征,同时也具備了自身行业的一些特点,在回流焊接作业中存在相应的风险,本文希望通过利用科学的管理方法对该作业过程的风险管控进行研究。
Abstract: The manufacturing of integrated circuit board in railway signal equipment has the common characteristics of the same industry, but also has some characteristics of its own industry. There are corresponding risks in reflux welding operation. This paper hopes to study the risk management and control of the operation process by using scientific management methods.
关键词:铁路信号;集成电路;回流焊;风险管控
Key words: railway signal;integrated circuit;reflow soldering;risk control
中图分类号:U284 文献标识码:A 文章编号:1006-4311(2018)36-0015-04
1 项目介绍
1.1 研究背景和意义
目前国内的高铁、地铁项目正在稳步展开,区别于上世纪四五十年代,如今的控制技术是以集成电路控制为核心,以一整套成熟的传感控制技术为辅助展开。其中一部分系统在工程领域已经被定义为“开放的复杂巨系统”,集成电路的应用越来越丰富、密集。而且,铁路信号历来被称为是铁路运行的安全命脉。对于其中的核心硬件集成电路来说,其硬件的可靠性尤为重要。抛开芯片自身的可靠性来说,信号集成商的自身作业可靠性逐渐成为信号产品质量的瓶颈。
1.2 项目介绍
某铁路项目中用到了大量的集成电路板,工厂在裸板、芯片等元器件采购结束后需要进行一系列的生产活动,其中主要是焊接作业,包括波峰焊、回流焊等等。回流焊主要针对贴片元器件进行作业,工厂自备专业回流焊机器,全程自动化焊接,部分辅助作业需要人为参与。整个过程对环境、人、机器有较高要求,各个因素会对最终的焊接质量起到至关重要的作用。因此需要一套完整的风险管理方法来对该作业进行科学的风险管控。
2 风险识别
工厂在对作业流程、车间环境、人员素质等等各方情况等进行深入调研后,结合通用的集成电路板组装工艺规范,组织了有丰富经验和理论、技术的专家进行了识别、分析和评估。风险识别综合采用了情景分析法、核对表法等方法,并充分考虑了加工期间的可变风险因素。根据其产生的根源,施工风险主要有:元器件风险、PCB风险、焊料风险、设备风险、环境风险等。
2.1 元器件风险
元器件来自众多供应商,国产、进口集成电路或是电阻电容都有自己的一些生产供货个性,虽然同属于一个工业标准,但是就目前国内的情况来看,产品的质量差异性还是比较明显的。再加上一些通常意义上的器件误差,会给后续的回流焊接作业带来不少麻烦。
2.1.1 元件引脚共面性差
元器件引脚垂直高度偏差,即引脚的最高脚底所成水平面与最低引脚的脚底形成的水平面之间的垂直距离。
2.1.2 元器件引脚氧化
器件引脚金属表面会因存储时间的而增加氧化程度。
2.1.3 元件引脚污染
污染的原因有很多,比如在车间流水的时候。
2.1.4 元件受潮
出厂的合格品一般真空保存,但是由于在焊接前需要拆封,这就有可能产生该风险。
2.1.5 元器件引脚润湿力不平衡
在焊接过程中,将由于清洁的熔融焊料与被焊金属之间接触而导致润湿的原子之间相互吸引的力成为润湿力。两端的湿润力如果不平衡会引起一些焊接的风险。
2.2 PCB风险
PCB属于工厂外购产品,不同的供应商会有自己不同的一些生产习惯,同时这些差异也会残留在PCB裸板中,等到裸板交付到产线的过程中又有可能产生一些风险。
2.2.1 PCB变形
在运输过程中引起的变形,或者是因为印制板出厂前没有进行严格的质量筛查导致的变形。还有可能是在存储的过程中由于温湿度的变化而引起的变形等等。
2.2.2 PCB材质差
制板商采用的原材料质量不过关。
2.2.3 PCB焊端氧化
焊端的金属表面会因为空气湿度等因素导致不同程度的氧化。
2.3 焊料风险
在回流焊焊接作业的过程中伴随着使用了一些焊料,同样也属于外购物料,这就取决于供应商的质量把控以及物流过程中的精细程度。通常这类的风险很难被察觉到,只有在正式进行焊接东西的时候,或者是已经结束焊接之后才能察觉到。
2.3.1 焊膏助焊剂活性低
由于焊膏的品牌差异造成质量上的差别。有些助焊劑活性较差。
2.3.2 焊料杂质过多,焊接前清洁不充分
焊料杂质过多,在焊接的时候会影响回流焊的工作精度。
2.3.3 焊膏污染
被污染过的焊膏会损伤机器。
2.3.4 焊膏被部分涂抹
2.3.5 焊膏过多
2.3.6 锡膏没有经过回温
锡膏通常要用冰箱冷藏,冷藏温度为5~10℃为佳。故从冷箱中取出锡膏时,其温度较室温低很多,若未经“回温”,而开启瓶盖,则容易将空气中的水汽凝结,并沾附于锡浆上,在过回焊炉时(温度超过200℃),水份因受强热而迅速汽化,造成“爆锡”现象,产生锡珠,甚至损坏元器件。
2.3.7 印制板被锡膏污染
操作过程中疏忽大意引起的。
2.3.8 锡膏漏印
2.3.9 整体焊膏量过少
2.4 设备风险
工厂回流焊机器一般采用西门子的,该机器在行业内属于高端产品,虽然在供货源头有较高的质量保证。但是在后续的作业层面来看还是有不少设备故障。有些是人为因素造成的,有些是设备固有的周期性误差引起的。
2.4.1 设备故障或者设备能力减弱
回流焊机器在使用过程中也会出现自身的故障,有一些属于误操作引起,有一些属于设备固有的生命周期内的故障。这也是经常影响生产质量的一个方面。
2.4.2 贴装位置偏移
机器在抓住器件之后运行过程中有可能出现一些抖动,或者一些其他外力影响而导致在贴装的时候产生位移。
2.4.3 印制板在回流炉中卡板
2.4.4 焊盘润湿不良而引脚润湿速度快
2.4.5 贴装压力大,锡膏压出焊盘
2.4.6 元器件贴装时器件侧立
导致侧立的原因有很多,很难归纳原因,只看到侧立结果。
2.5 环境风险
2.5.1 回流焊温度设定不当
操作员失误引起。
2.5.2 潮气
多半是由于南方梅雨天引起。
2.5.3 操作环境相对湿度>70%
对相对温湿度的监控产生的误差。
2.5.4 预热不充分
机器在工作前需要充分预热,否则会产生控制手臂等的误差。
3 风险评估
通过对上述风险的识别发现,风险比较容易归类,而且风险具有串行影响性,可能会对后续一系列的工序造成风险灾害。因此,本文准备通过综合分析法和FMEA表格来对风险进行预测评估。
3.1 综合评价法
风险管理专家组对回流焊过程中可能出现的风险因素或风险事件的重要性进行评价,并考虑新环境的各种变化,给出综合风险评价表。(表1)
从这个表的分析可以看出,该项目的风险因素得分介于0.2~0.6之间,风险属于较小水平。同样,可利用这种方法对各个工作阶段进行风险分析,以确定各阶段风险的大小。从上述分析可以看出,该项目的风险主要为元器件引脚氧化、PCB材质差、PCB焊端氧化、焊料杂质过多焊接前清洁不充分等风险,但项目整体风险度为0.38低于铁路行业确定的项目整体风险度评价基准,这样的风险水平在可接受范围之内。
3.2 FMEA
经过对风险客观分类,发现风险会有后续的影响,要对这些影响进一步分析,界定,需要用到FMEA表格进行分类计算。用来预防问题发生和确定关键特性。进而能够持续改进。表2中可看出:开焊、锡球/锡溅、掉件是风险指数最高的项。针对其进行严格处理,同时其它风险也许根据等级进行侧重处理。
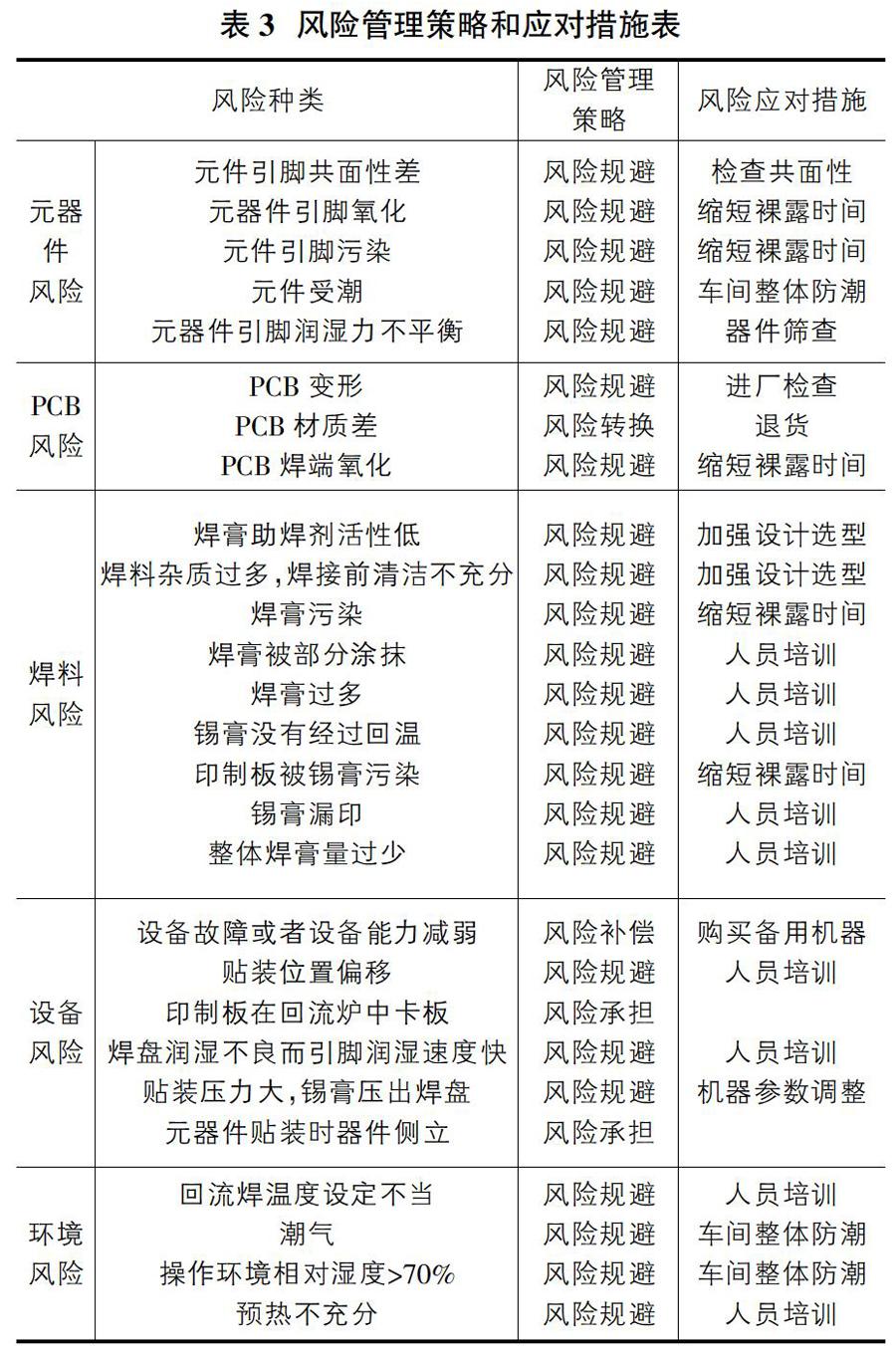
4 风险管理策略和应对措施
具体见表3。
5 结论与展望
由于电子产品PCB板不断小型化的需要,出现了片状元件,传统的焊接方法已不能适应需要。起先,只在混合集成电路板组装中采用了回流焊工艺,组装焊接的元件多数为片状电容、片状电感,贴装型晶体管及二极管等。随着SMT整个技术发展日趋完善,多种贴片元件(SMC)和贴装器件(SMD)的出现,作为贴装技术一部分的回流焊工艺技术及设备也得到相应的发展,其应用日趋广泛,几乎在所有电子产品领域都已得到应用。
车间的防潮、防腐措施需要进一步加强。比如:采用先进的车间布局, 采用合理的防潮机器管理方式,讲责任归类的每个人,最有效的把防潮机器利用好。器件抗氧化一直是业内的难题,目前没有特别好的办法,只能尽可能的优化产线流程,使电子元器件暴露在空气里的时间尽可能的减少。
但是在电路板的生产过程中回流焊炉的应用其实还存在一些不够专业的行为,这些行为也许很导致产品的质量问题。而且往往是管理的问题。比如:对炉子的应用和管理不够先进。当我们对炉子的实际性能不清楚的时,就法保证自己配置的是台合适的炉,也法保证自己的投资是合理和值得的。所有供应商都告诉你他们的产品和服务是流,但在许多特性指标没有得到统标准,测试方法还欠缺的情况下,几乎没有人能够真正说清楚自己的水平定位。生产商只通过和设备商的交谈,看看指标书和样机是法做出很好的采购决策的。
炉子间的致性不够理想也是个常见的应用管理问题。在内工厂中,很多设备厂是没有对所有生产线的炉子进行致性监控的,大通常会认为所购买的炉子只要是同商同型号的,其表现就致。不同炉子的性能不样,在应用上必须对炉子的性能进行鉴定。这应该在采购决策前进行,以确保不会买到次品,但大多用户只是去观看样机的操作或到其他用户处看设备使用情况,而没有进行有计划性的详细的测量。在设备引进安装后,也应该对其性能进行测量,通过此真正了解该设备的特性,对日后的使用很有用。比如些炉子可能在轨道两边的对流性会差些,有些则回温或负荷能力有定的限制,在通过测量了解到这些特性后,用户就能够制定相应的工艺和设计规范来避开该炉子的弱点,使应用起来较得心应手。
有些用户在采购前会进行回流焊设备试用,这个做法可以大大减少采购错误的风险。不过大部分的用户试用回流焊设备,就是使用本身的产品来进行实际生产和观察焊接结果,但是所使用的产品并不能代表将来的技术要求,不能代表高技术生产要求。正确的测量方法,必须通过对工艺原理和工艺规范了解目前和将来的需求,配合对炉子设计原理的了解,而有针对性的设计出个对该炉子具备挑战性的测试板,以及套测试方法步骤来进行测试。
参考文献:
[1]涂世友.浅谈铁路信号工程技术施工管理[J].价值工程,2018(08).
[2]冯飞彦.探究铁路信号工程技术施工管理[J]. 江西建材,2015(16).
[3]石庆福.浅谈高铁信号施工中几个要点[J].城市建设理论研究(电子版),2017(20).
