DEFORM模拟耳轴锻造
2018-01-25王玉红马廷威
王玉红,李 印,马廷威
DEFORM模拟耳轴锻造
王玉红1,李 印1,马廷威2
(1.营口理工学院 电气工程系,辽宁 营口 115014;2.营口理工学院 机械与动力工程系,辽宁 营口 115014)
耳轴是应用在转炉等炼钢设备上的一个重要零件,它与拖圈一起承受来自转炉钢包重量。针对耳轴各工况下复杂的应力情况和易出现断裂的问题,采用DEFORM模拟900 mm宽V型砧锻造的方法,结果表明第一次20%压下开始,锻件心部径向应力状态均为压应力,有利于锻件心部的锻合,提高锻件的质量。
耳轴;钢锭;DEFORM;模拟
耳轴是一种应用在转炉等炼钢部件上的一个重要零件,它与拖圈连接在一起,承受转炉钢包的重量,在钢铁行业中受到广泛应用[1-2]。同时耳轴与拖圈也是转炉的传动部位,其安全性能直接影响转炉系统的运行性能[3]。耳轴在使用过程中要承受来之钢水的热辐射,以及钢包转动过程中产生的弯矩,冲击等力,工况十分复杂,因此对耳轴的制造要求非常严格。
通过采用锻造后正火+回火的预处理和淬火+中温回火的最终热处理的方式能够生产出力学性能合格的150 t钢水罐耳轴[4]。文献[5]通过采用WHF+极限成形锻造法,有效地焊合了钢锭内部缺陷,改善了坯料心部组织,生产出了满足质量要求的275 t盛钢桶耳轴。因此锻合坯料内部缺陷,破碎树枝晶,改善心部组织是提高大型耳轴质量的重要方法。75 t转炉用驱动端耳轴锻件图如图1所示。
图1 驱动端耳轴锻件图
1 实验材料与工艺
75 t转炉驱动端耳轴材质为20MnMoNb,采用双真空冶炼,冶炼成分如表1所示[1]。

表1 化学成分表 (质量分数%)
根据锻件图进行计算可知,驱动端耳轴需要使用76 t钢锭进行锻造,设备采用8 000 t油压机。锻造工艺过程是:钢锭倒棱,错水口后,镦粗至高为1 650 mm,直径约为2 350 mm,镦粗后采用900 mm宽V型砧,压下量20%左右,错砧拔长到1 450 mm后分段,精整出成品。由于驱动端耳轴采用的是76 t大钢锭锻造,钢锭自身在冶炼中存在的大型柱状晶、碳化物等内部组织缺陷是影响锻件质量的因素,另一方面驱动端耳轴使用的环境恶劣对耳轴本身要求高,所以耳轴的锻造采用V砧,提高钢锭锻造过程中心部的三向应力,锻合内部组织缺陷,提高耳轴的质量和生产效率。本文通过DEFORM模拟的方式进行75 t转炉驱动端耳轴的锻造过程,并探讨锻造对驱动端耳轴内部质量的影响,生产出质量合格的产品。
2 有限元模拟
2.1 模型建立
金属的实际变形过程非常复杂,在DEFORM模拟锻件成型的过程中要对金属进行一些假设,使金属变形能够满足数学模拟的需要。假设如下(1)不考虑金属材料的弹性变形过程;(2)忽略金属材料自身的体积力的影响;(3)假设金属材料均匀,且体积不发生变化。根据假设条件,驱动端耳轴可以视为钢粘塑性材料,采用本构模型[6]:
(1)
拔长工序模拟使用900 mm宽V型砧进行锻造。在拔长模拟过程中只考虑应力等对锻件心部的锻造压合作用,没有考虑温度场影响。采用SolidWorks建立900 mm宽V砧和镦粗后的锻件。DEFORM模拟参数如下:900 mm宽V砧为刚体模型,锻件坯料为塑性体,划分绝对网格为100 000个,最小的网格尺寸为30 mm,设置步长为5 mm,每5步保存一次,压下量为20%;压机速度采用20 mm/s;摩擦因子为0.7;容差为1.2 mm;选用Newton-Raphson法进行迭代求解运算。
2.2 模拟结果与分析
对镦粗后的坯料按照20%压下量进行模拟,第一次20%压下量的模拟结果如图2所示。
为了分析方便,设置三个点,分别时中心位置的point1,距离表面1/4处的point2,表面的point3。从图2中(a)和(b)可以看出,锻件轴向截面距离表面1/4处即点Point2等效应变较大,随着时间的增加,各点的等效应变不断增加,但是心部point1和表面point2等效应变增加的较少,尤其是心部point1的等效应变增加更少。

在17.5 s等效应变发生变动,这是由于锻件发生网格的重新划分。表面point3点在10 s后等效应变趋近于稳定,这是因为point3靠近上砧,冷却较快,在V型砧锻造过程中这部分形成难变形区,导致10 s后应变增加较小。
图2(c)中可以看出,等效应力由锻件的外表面向内逐渐增加,在图2(d)中锻件心部point1存在47.5 MPa的等效应力。图2(e)为径向应力图,可以看出在20%压下量后,三个点的应力值都为负值,也就是三个点处都收到V型砧的压应力作用,有利于锻件质量的提高。图2(f)为轴向应力图,从图中可以看出point1和point3应力都是负值,处于压应力状态,point2轴向应力仅为3.6 MPa。
锻件翻转90°错砧进行第三次20%压下量锻造,模拟结果如图3所示。
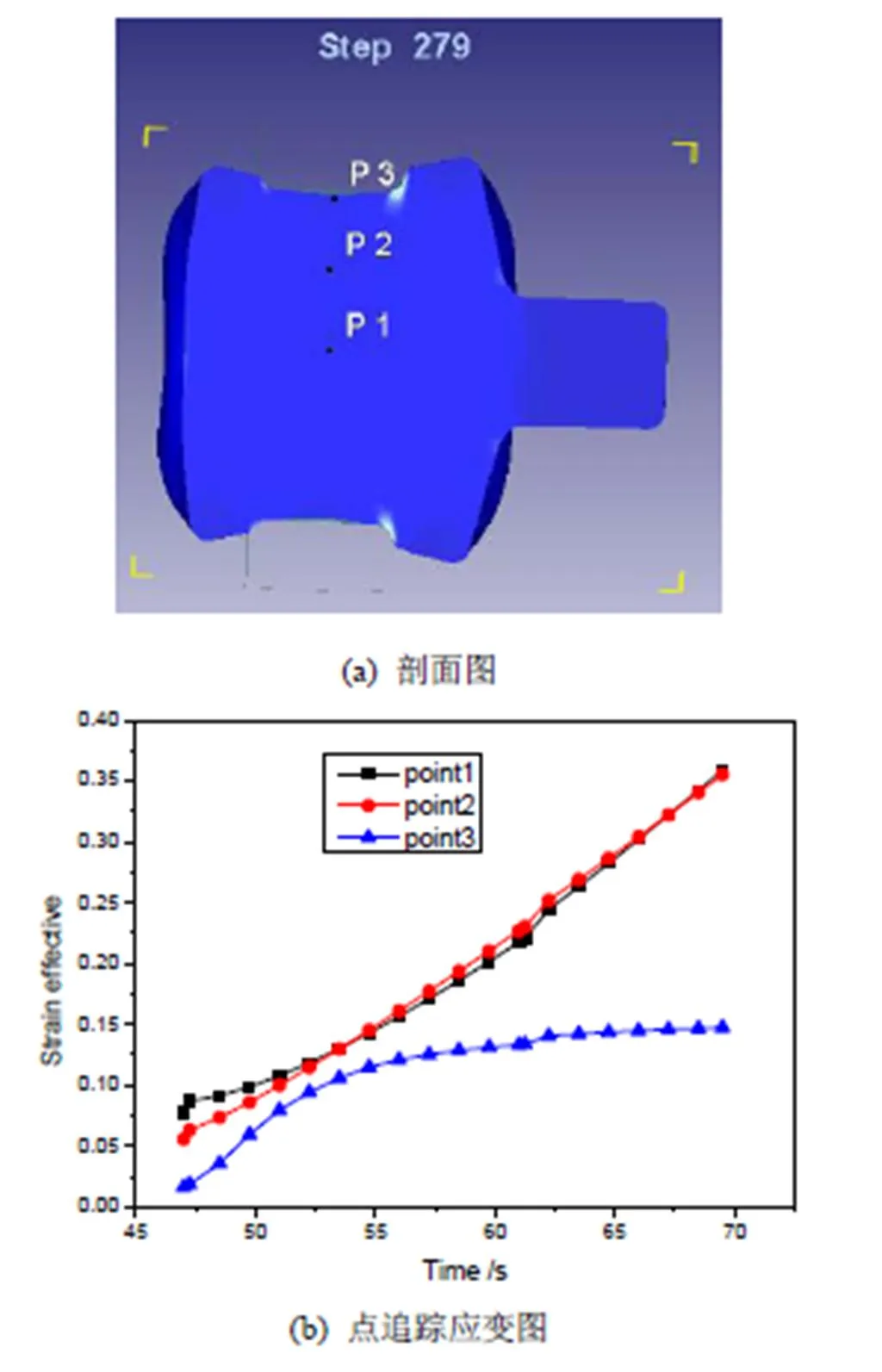
从图3(b)可以看出,随着锻造过程的进行,心部point1等效应变在不断增大,在69.5 s时等效应变为0.36,在此应变下,能够完全锻合钢锭内部的组织缺陷,破碎粗大的树枝晶,提高了锻件的质量。图3(c)可以看出,在本次压下压下过程中,心部point1的径向应力不断变小,在69.5 s时为负值,处于压应力状态,其余两点处的应力值为负值处于压应力状态,这种径向的三向压应力为锻合内部的组织缺陷提供条件。图3(d)中point1虽然轴向应力为13.2 MPa,这个过程的拉应力没有达到材料屈服极限的40~50%[7-8],所以锻件内部不会产生裂纹。Point2和point3都是负值为压应力,有利于钢锭的组织。
继续对钢锭进行锻造,统计每次20%压下量时的point1的等效应变如图4所示。

图4 心部等效应变图
从图中可以看出,随着变形时间的增加,锻件心部的等效应变逐渐增大,最后一次20%压下量变形时的等效应变为1.4。现有的研究成果[9-10]认为:应变是影响缺陷锻合的必要条件,等效应变值越高越有利于缺陷的锻合,也越有利于打碎高碳钢内部的碳化物。图中应变值近似有台阶状是因为锻造是在一个方向,所以心部的等效应变趋同。锻件心部在这个应变值下,在900 mm宽V型砧下,在高温高压大应变锻造能够完全锻合钢锭内部的组织缺陷,生产出质量合格的耳轴。
3 结论
(1)从第一次20%压下开始,锻件心部径向应力状态均为压应力,有利于锻件心部的锻合,提高锻件的质量。(2)随着锻造变形时间的增加,锻件心部的等效应变逐渐增加,到最后锻完时等效应变已经达到1.4。(3)DEFORM模拟900mm宽V型砧对生产耳轴的锻造工艺具有指导作用,降低废品率。
[1] 马谦, 马廷威, 刘志华, 等. 75 t转炉耳轴的锻造[J]. 大型铸锻件, 2012(3): 39-40, 46.
[2] 龚思璠, 沈海滨, 王强, 等. 100 t钢包耳轴深厚焊缝超声相控阵的CIVA仿真与检测[J]. 中国计量学院学报, 2016. 27(2): 148-153,160.
[3] 罗会信. 受损拖圈承载应力的数值仿真分析[J]. 钢铁研究, 2004, 32(5): 46-49.
[4] 刘宁, 张相福, 肖百文. 大型钢水罐耳轴的锻造工艺改进[J]. 锻压技术, 2005, 30(2): 7-8.
[5] 禹兴胜, 黄永生, 胡格非. 275 t盛钢桶耳轴锻造工艺[J].大型铸锻件, 1997(3): 28-30.
[6] 刘倩, 黄放, 吴玉忠. 大型锻件心部空洞型缺陷控制的数值模拟研究[J]. 锻压技术, 2014, 39(2): 132-136.
[7] 钟杰. 宽砧强压轴类大锻件的云纹法模拟研究[D]. 北京:清华大学, 1986.
[8] 杜学刚. 大型支撑辊类锻件锻造工艺优化的云纹法模拟[D]. 北京: 清华大学, 1986.
[9] 陈锟, 杨弋涛, 邵光杰. 钢锭内部孔隙性缺陷锻合过程的数值模拟[J]. 塑性工程学报, 2010,17(1): 6-10.
[10] 任运来, 王欣, 兰英斌. 应力状态对孔洞性缺陷锻合的影响[J]. 锻压技术, 1993, 18(2): 8-10.
责任编校:刘亚兵
Forging of Trunnion by DEFORM Simulation
WANG Yu-hong1, LI Yin1, MA Ting-wei2
(1.Department of Electrical Engineering, Yingkou Institute of Technology, Yingkou 115014, China; 2. Department of Mechanical and Power Engineering, Yingkou Institute of Technology, Yingkou 115014, China)
The trunnion is an important part in steel melting equipments, which bears the weight of the converter. In view of its complicated working conditions and the problem of easy cracking we can take the forging method of 900mm wide V-board by DEFORM simulation. The results show that the corn of forging radial stress is pressed at 20% transformation for the first time, the forging quality enhanced.
trunnion; ingot; DEFORM; simulation
10.15916/j.issn1674-3261.2017.06.010
TG316.1
A
1674-3261(2017)06-0387-04
2017-05-08
王玉红(1983-),女,辽宁锦州人,讲师,硕士。