基于分段冷压法7050大型铝合金锻件残余应力的消减
2018-01-19,,,
,,,
(1.湖南大学材料科学与工程学院,长沙 410082;2.中国二重万航模锻有限责任公司,德阳 618013)
0 引 言
随着我国对军用飞机和民航大飞机研发的不断进行,高强高韧大型铝合金锻件的需求量日益增多[1]。此类铝合金锻件的力学性能通常需要通过固溶热处理来提高[2],但固溶热处理会使锻件产生较大的淬火残余应力。残余应力的存在会导致锻件在后续的机械加工过程中出现形状变化、尺寸不稳定等问题[3],这是一道世界性难题[4],各国每年均花费大量的资金用于研究如何避免由残余应力引起的工件变形。
目前,国内外学者在冷压法消减铝合金淬火残余应力这一领域进行了大量研究。冷压法通过压缩工件使其局部产生小的塑性变形,产生一定的压缩或拉伸残余应力,该残余应力与淬火残余应力叠加,从而达到消减残余应力的目的[5-7]。然而,目前的研究对象大多为投影面积较小的试样,且主要采用整体冷压的方式。对于投影面积较大的试样,整体冷压所需载荷会超过设备的工作载荷,因此为降低冷压时模锻压机的工作载荷,作者采用分段冷压法对投影面积较大的7050铝合金锻件中的残余应力进行消减,借助有限元数值模拟方法研究了分段冷压前后锻件残余应力的大小和分布规律,并通过盲孔法对残余应力的消减效果进行评估,为航空模锻件的生产和残余应力的消减提供参考。
1 试验方法
1.1 分段冷压试验
试验材料为7050铝合金锻件,由万航模锻有限责任公司提供,外形尺寸约为3 200 mm×1 500 mm×400 mm。将该锻件加热到477 ℃,保温10 h,然后浸入水槽中进行淬火,水温40 ℃,淬火时间 30 min。锻件的投影面积较大,约为4.8 m2,采用8MN型模锻液压机对淬火后锻件进行分段冷压。冷压模具压头上下对称分布,压头长1 700 mm、宽850 mm,分段冷压工序如图1所示。分段冷压的压缩率3.5%,压制速度0.2 mm·s-1,冷压搭接量400 mm。
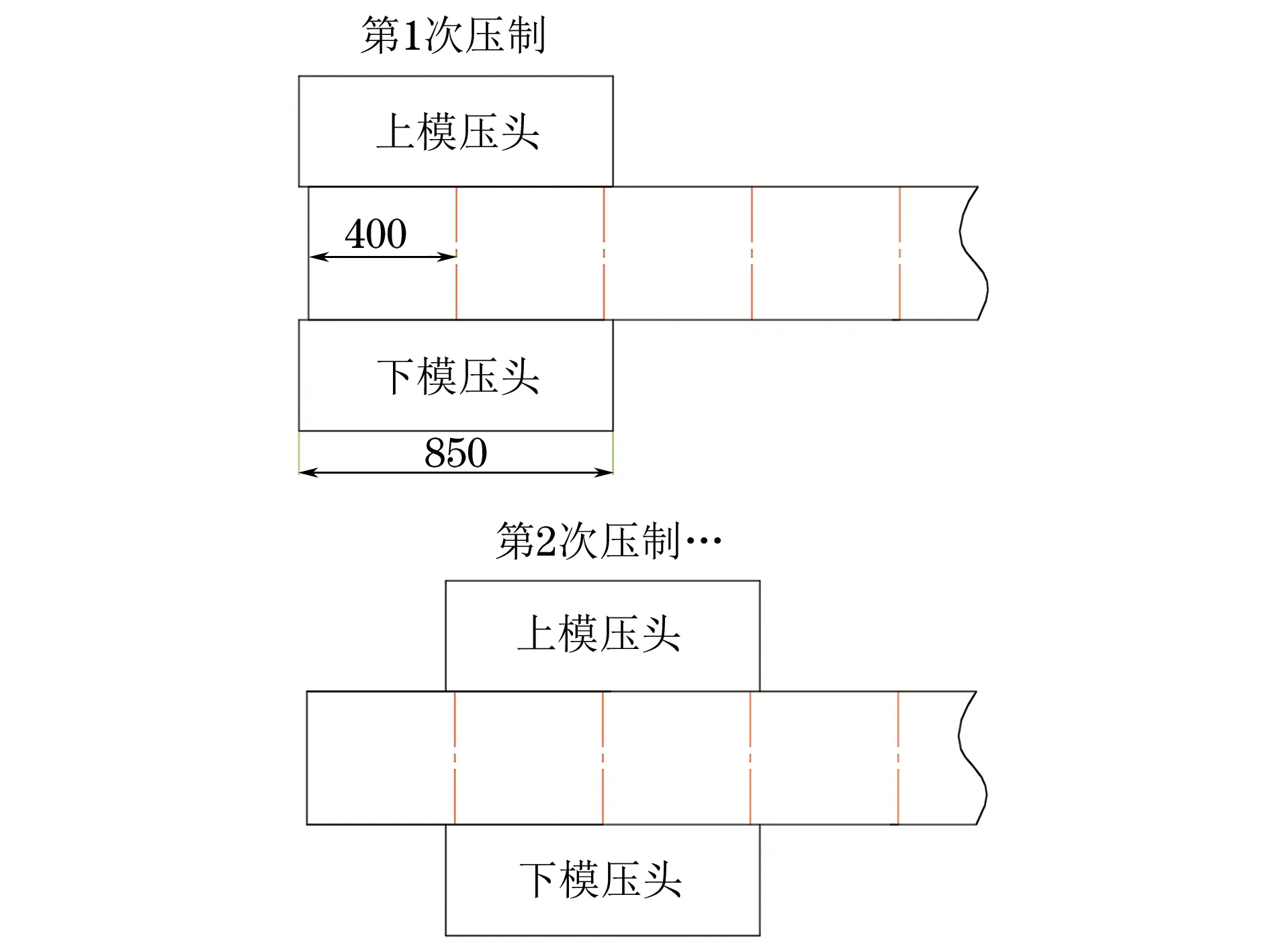
图1 分段冷压工序示意Fig.1 Diagram of segmented cold-pressing process

图2 残余应力测试点的分布Fig.2 Distribution of the residual stress test points
1.2 残余应力测试
按照GB/T 3395-1992和ASTM E837-81,采用RSD1型残余应力打孔装置和SRSS3-1型应力在线检测仪,通过盲孔法测分段冷压前后锻件的残余应力。残余应力测试点的分布如图2所示,其中A1,A2,M1,M2测试点位于锻件表面分段冷压非搭接区域,A3,M3测试点位于锻件表面分段冷压搭接区域。根据盲孔法的测试要求,冷压前仅测A1,A3,M1,M3测试点的残余应力。为保证测试结果的准确性,对每个测试点测3次并取平均值。
2 淬火-分段冷压过程的数值模拟
2.1 有限元模型及材料参数
利用Deform软件对锻件固溶过程中的温度场和应力场进行热力耦合数值模拟[8]。图3为锻件的有限元模型,其尺寸与实际锻件尺寸一致,采用八节点六面体单元对模型进行网格划分,并对分段冷压搭接区域进行细化。按照实际工况对淬火过程进行模拟,淬火后7050铝合金的力学性能、相关热物理参数参考文献[9]。表1为7050铝合金锻件在淬火过程中与40 ℃水间的对流换热系数。将淬火的模拟结果作为分段冷压模拟的初始条件,分段冷压模拟中冷压模具与锻件间的摩擦因数取0.3,其他工艺参数与实际工况一致。
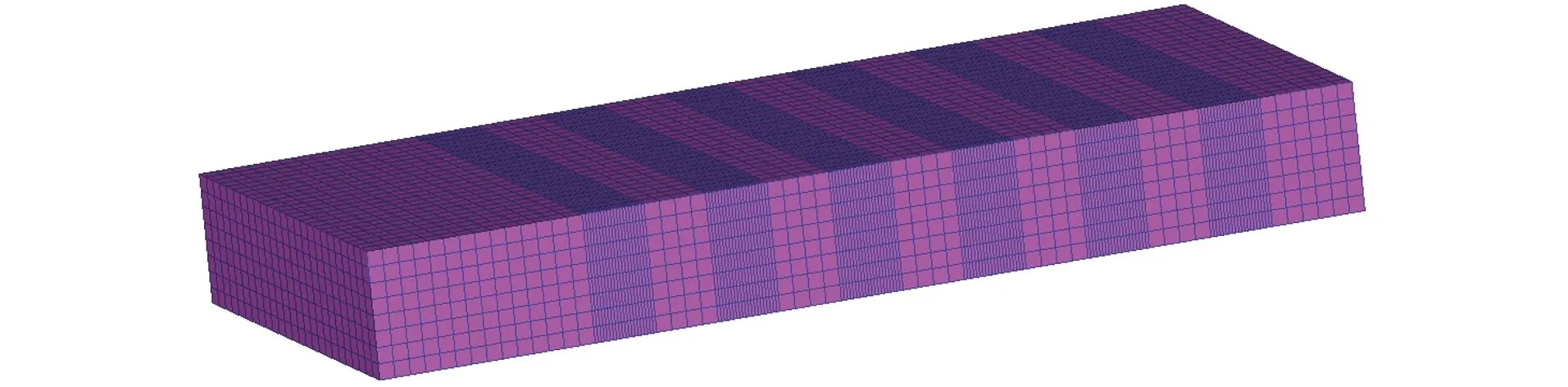
图3 7050铝合金锻件的有限元模型Fig.3 Finite element model of 7050 aluminum alloy forging
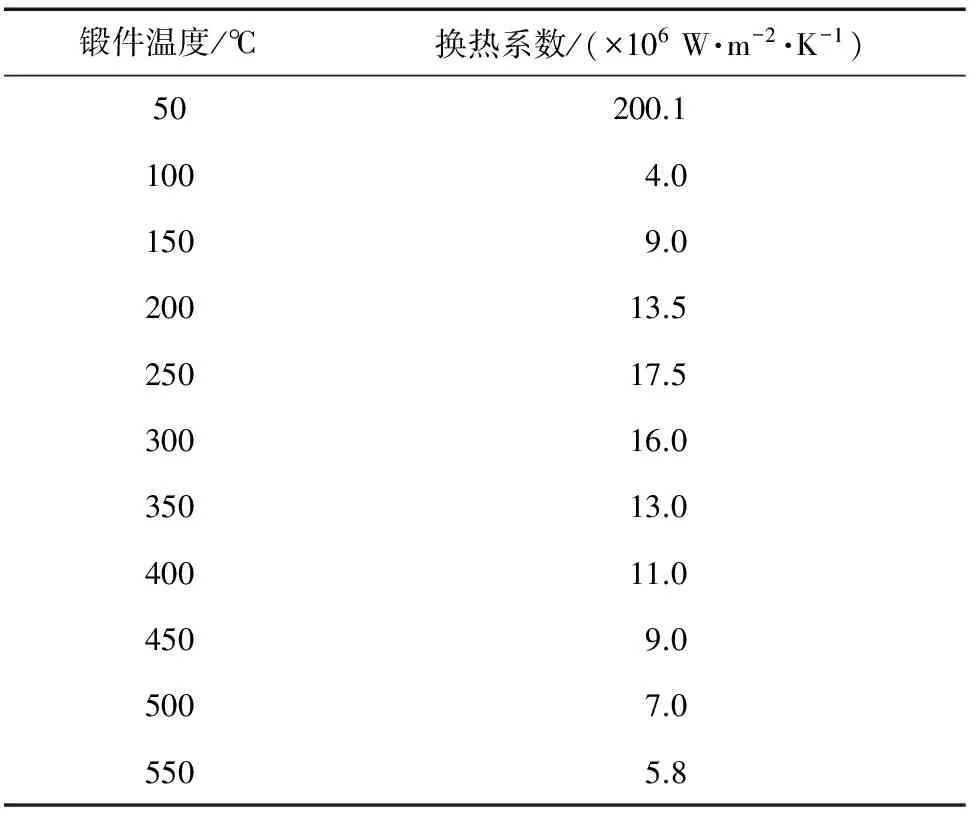
表1 7050铝合金锻件在淬火过程中与40 ℃水间的对流换热系数Tab.1 Convective heat transfer coefficients between 7050aluminum alloy forging and water at 40 ℃ during quenching
2.2 模拟结果及分析
由图4可以看出:淬火后,锻件残余应力的分布规律为外压内拉;锻件沿长度方向的残余应力σx为-418~324 MPa,沿宽度方向的残余应力σy为-409~341 MPa。在淬火后期,锻件的温度降低,不再发生塑性变形,主要发生热弹性变形。这是因为相对于锻件心部,锻件表面先冷却至室温,在锻件整体几何尺寸的约束下,热弹性应力不断增加,当热弹性应力不足以使锻件屈服时,该弹性应力即为保留在锻件内部的残余应力。当锻件心部继续冷却至室温,由于锻件整体几何尺寸不变,因此锻件心部因持续收缩而呈拉应力状态,锻件表面为抑制这种收缩而呈压应力状态[10]。
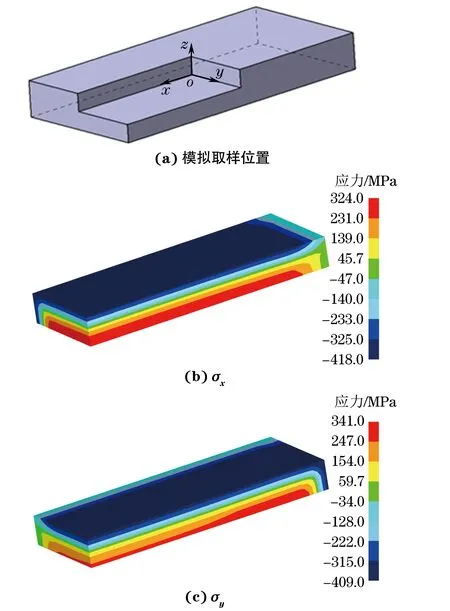
图4 分段冷压前7050铝合金锻件的模拟取样位置和残余应力分布模拟结果Fig.4 Simulation sampling position (a) and simulation results of residual stress distribution (b-c) of 7050 aluminum alloy forging before segmented cold-pressing
由图5可知:分段冷压后,锻件残余应力σx的分布发生了变化,表面的σx由淬火后的压应力变为拉应力,而心部的σx由淬火后的拉应力变为压应力,σx为-119~120 MPa;锻件残余应力σy的分布较复杂,由表面到心部呈拉、压应力交替分布,锻件冷压搭接区域表面为拉应力,心部为压应力,而非搭接区域表面为压应力,心部为拉应力,σy为-129~150 MPa。
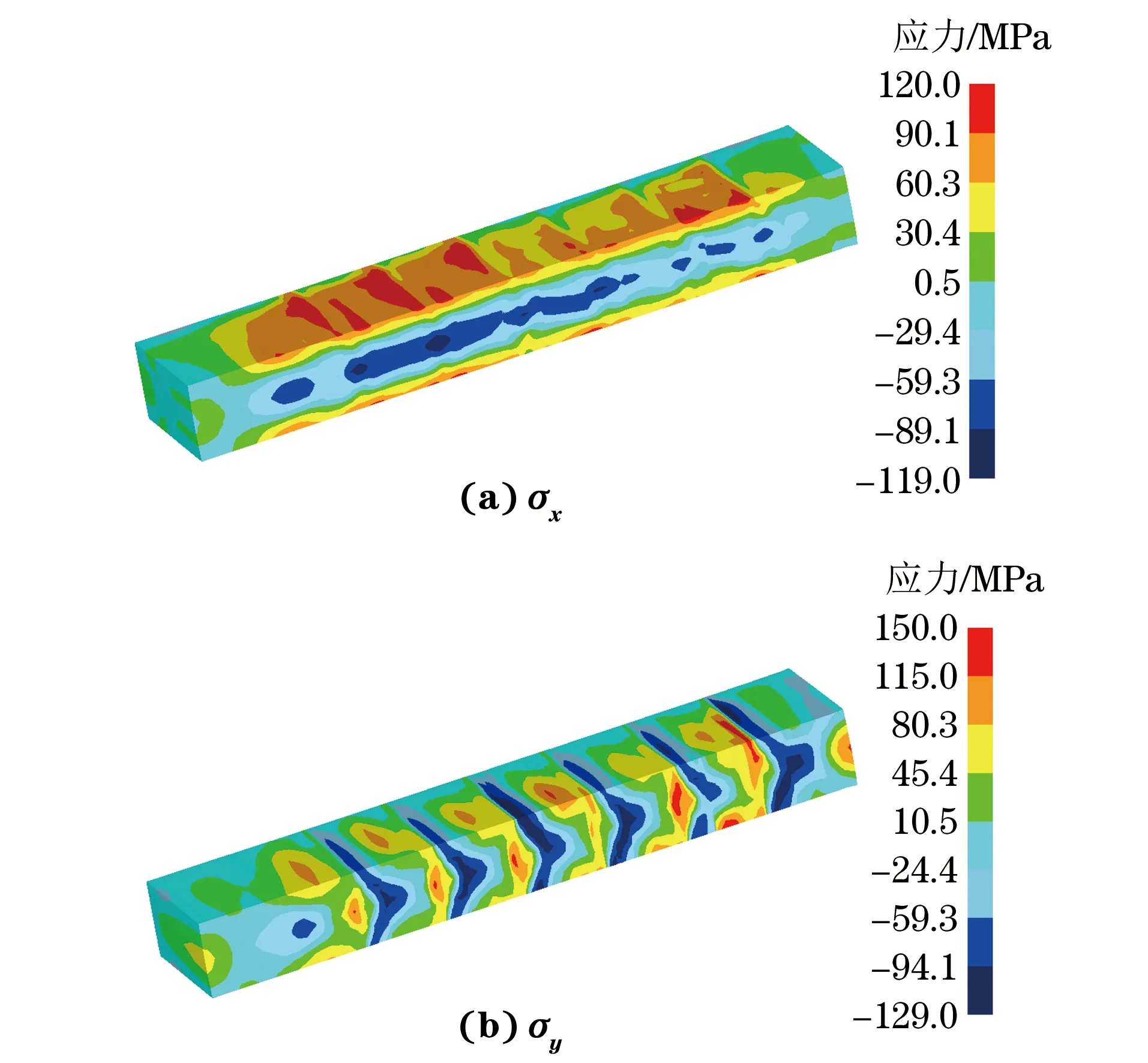
图5 分段冷压后7050铝合金锻件残余应力分布模拟结果Fig.5 Simulation results of residual stress distribution of 7050 aluminum alloy forging after segmented cold-pressing
上述结果表明,分段冷压后锻件的残余应力得到有效消减,但冷压搭接区域的σx,σy比其他部位的大,且表面均为拉应力,心部均为压应力,这是由分段冷压时的不均匀变形造成的。由图6可知:分段冷压后锻件的应变分布不均匀,且在分段冷压搭接区域,锻件表面与心部的应变不均匀程度更大(心部应变为0.007,表面应变为0.226),导致该区域在分段冷压后产生的残余应力远大于非搭接区域的。因此,分段冷压搭接区域的残余应力消减效果较非搭接区域的差。
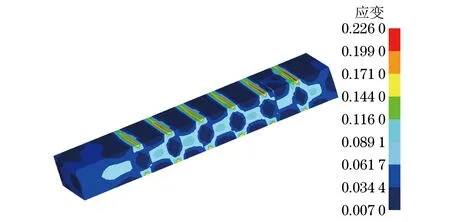
图6 分段冷压后7050铝合金锻件的应变分布Fig.6 Strain distribution of 7050 aluminum alloy forging after segmented cold-pressing
图7为分段冷压前7050铝合金锻件中间截面上路径AB和CD的残余应力模拟结果,图中σyx,σyy,σyz分别为沿试样长度方向(x)的切应力、宽度方向(y)的正应力和厚度方向(z)的切应力。由图7可以看出:分段冷压前,路径AB上σyx分布呈外压内拉,应力为-361.3~322.3 MPa,σyy均为拉应力,应力为15.7~267.1 MPa,表层σyz较大而心部趋近于零,应力为-315.5~106.6 MPa;路径CD上σyx和σyy分布均呈外压内拉,σyx为-346.6~313.3 MPa,σyy为-366.1~257.6 MPa,σyz基本为零。由此可知,锻件沿长度和宽度方向的淬火残余应力较沿厚度方向的大,这主要是由锻件的几何尺寸决定的。在淬火温度、冷却速率一定时,截面尺寸越大,锻件在该尺寸方向上的温度梯度也越大,由温度梯度引起的淬火残余应力也就越大。
由图8可以看出:分段冷压后, 路径AB上σyx为-110.6~-13.5 MPa,σyy为14.5~60.6 MPa,σyz为-87.4~1.4 MPa;路径CD上σyx为-86.2~68.3 MPa,σyy为-118.1~85.4 MPa,σyz为-5.2~38.5 MPa。
由图7和图8的对比分析可知:锻件经分段冷压后,除路径CD上σyz略有增加外,其余各方向的残余应力均大幅减小。
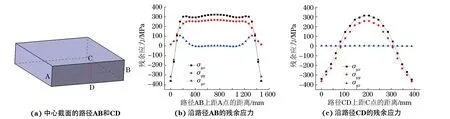
图7 分段冷压前7050铝合金锻件中间截面路径AB和CD的残余应力模拟结果Fig.7 Simulation results of residual stress of path AB and CD in center section of 7050 aluminum alloy forging before segmented cold-pressing: (a) path AB and CD in center section;(b) residual stress along path AB and (c) residual stress along path CD
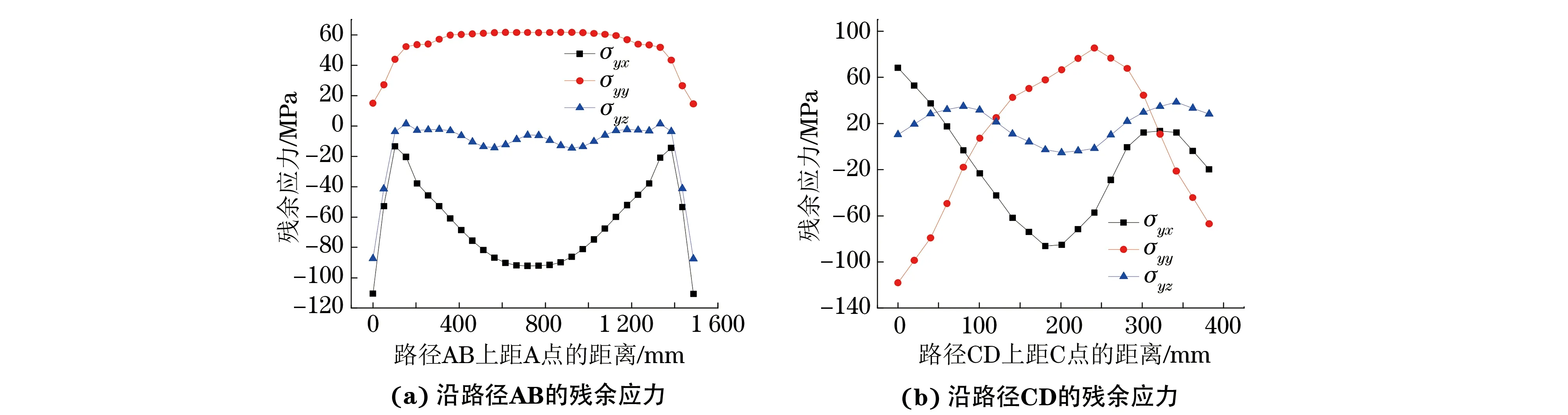
图8 分段冷压后7050铝合金锻件中间截面路径AB和CD残余应力模拟结果Fig.8 Simulation results of residual stress of path AB and CD in center section of 7050 aluminum alloy forging after segmented cold-pressing: (a) residual stress along path AB and (b) residual stress along path CD
3 残余应力测试结果分析
由表2和表3可知,分段冷压前锻件不同测试点沿试样长度和宽度方向的切应力σzx、σzy的模拟值均比测试值小,偏差为20~50 MPa,分段冷压后锻件不同测试点残余应力模拟值与测试值的偏差小于20 MPa。分段冷压前锻件的残余应力模拟值和测试值的偏差较分段冷压后的大,这是由盲孔法的局限性造成的。盲孔法是一种基于弹性应变理论的残余应力测试技术,在低应力状态下,可通过直接测得应变的变化量求得残余应力。锻件的淬火残余应力接近材料的屈服极限,在盲孔法测残余应力的过程中可能引起钻孔周围材料的塑性变形,应变与残余应力之间的关系将不再是简单的线性关系,从而导致淬火残余应力测试值误差比低应力状态残余应力测试值的误差稍大[11]。

表2 7050铝合金锻件残余应力σzx的测试值与模拟值的对比Tab.2 Comparison between test values and simulation values of the residual stress σzx of 7050 aluminum alloy forging MPa

表3 7050铝合金锻件残余应力σzy测试值与模拟值的对比Tab.3 Comparison of test values and simulation values of the residual stress σzy of 7050 aluminum alloy forging MPa
同时,由表2和表3还可以得出:分段冷压使7050大型铝合金锻件的残余应力得到大幅度消减,实测消减幅度达到70.3%~97.4%,残余应力均小于130 MPa;非搭接区域A1、M1测试点处的淬火残余应力的消减效果比搭接区域A3、M3测试点处的好,这与数值模拟结果一致。由此可见,残余应力消减的数值模拟对于实际生产具有一定的指导意义。
4 结 论
(1) 模拟得到淬火后7050大型铝合金锻件的残余应力分布为外压内拉,沿长度方向的残余应力为-418~324 MPa,沿宽度方向的残余应力为-409~341 MPa;分段冷压后沿长度方向的残余应力为-119~120 MPa,沿宽度方向的残余应力为-129~150 MPa,且搭接区域的残余应力比非搭接区域的大。
(2) 分段冷压使7050大型铝合金锻件的残余应力得到大幅度消减,实测得到的消减幅度达到70.3%~97.4%,残余应力均小于130 MPa;非搭接区域淬火残余应力的消减效果比搭接区域的好,这与数值模拟结果一致。
[1] 刘兵,彭群超,王日初,等. 大飞机用铝合金的研究现状及展望[J].中国有色金属学报,2010,20(9):1705-1714.
[2] 任建平,宋仁国,陈小明,等. 7XXX系铝合金热处理工艺的研究现状及进展[J].热加工工艺,2009,38(6):119-124.
[3] MEI Z Y, GAO H, WANG Q Q. Analyzing and controlling distortion of aircraft aluminium alloy structural part in NC machining[J]. Journal of Beijing University of Aeronautics and Astronautics, 2009, 35(2): 146-150.
[4] CERUTTIL X, ARSENE S, MOCELLIN K. Prediction of machining quality due to the initial residual stress redistribution of aerospace structural parts made of low-density aluminum alloy rolled plates[J]. International Journal of Material Forming,2016, 9:677-690.
[5] 杨久强. 高强度变形铝合金残余应力的消减[J]. 锻压技术,1995(2):22-32.
[6] TANNER D A, ROBINSON J S. Reducing residual stress in 2014 aluminium alloy die forging[J]. Materials and Design, 2009, 29(7): 1489-1496.
[7] ROBINSON J S, HOSSAIN S, TRUMAN C E,etal. Residual stress in 7449 aluminium alloy forgings[J]. Materials Science and Engineering A, 2010, 527(10):2603-2612.
[8] 任武,李益华,吴运新,等. 列车车轴表层和内部淬火残余应力的有限元模拟[J].机械工程材料,2014,38(10):101-104.
[9] KOC M, CULP J, ALTAN T. Prediction of residual stresses in quenched aluminum blocks and their reduction though cold working processes[J]. Journal of Materials Processing Technology, 2006, 174(1/2/3): 342-354.
[10] 廖凯.铝合金厚板淬火-预拉伸内应力形成机理及测试方法研究[D].长沙:中南大学,2010.
[11] ROBINSON J S, TANNER D A, TRUMAN C E,etal. The influence of quench sensitivity on residual stresses in the aluminium alloys 7010 and 7075[J]. Materials Characterization, 2012, 65(3): 73-85.