激光-MAG电弧复合焊接单面焊双面成型工艺
2018-01-18,,,,,
,,,,,
(1.北京化工大学机电工程学院,北京100029;2.唐山开元焊接自动化技术研究所有限公司,河北唐山063000;3.北京石油化工学院机械工程学院,北京102617)
0 前言
单面焊双面成型是焊接生产中的常用方法,可以提高生产率,降低生产成本,在管道安装、造船业、锅炉、压力容器等行业更显突出作用。
20世纪80年代初,英国学者W.M.Steen首先提出了激光与电弧复合焊接概念[1],激光电弧复合热源将电弧与激光复合在一起,同时作用于同一个工件,不仅很好地结合了二者优点,弥补了各自的不足,并且产生了“1+1>2”的效果[2]。根据电弧种类不同,激光电弧复合焊接主要分为:激光-TIG复合焊接、激光-MIG/MAG复合焊接、激光等离子弧复合焊接、激光双电弧复合焊接。在此主要研究激光-MAG电弧复合焊接,此复合焊接可以焊接的板厚更大,适应性更强。
1 实验设备、材料和方法
实验采用的激光设备是美国IPG公司的YLS-4000光纤激光器,最大激光功率4 kW,主要由激光焊接头、控制系统、激光器、水冷系统组成。焊机采用芬兰KEMPPI公司生产的KMS500专用焊机,采用自行设计的复合焊接机构进行旁轴复合,通过数控三维平台带动焊件实现焊接所需的相对运动。

图1 激光复合焊接实验平台Fig.1 Experimental Platform of laser composite welding
实验采用4~10 mm的Q345B结构钢板进行对接焊,焊丝为直径1.2 mm的神钢MG-51T焊丝。保护气体为 φ(Ar)80%+φ(CO2)20%混合气体,气体流量20 L/min;激光采用垂直入射方式,MAG焊枪与垂直方向夹角为20°~40°。试验前用丙酮或者酒精去除试件表面油污,用角磨机和钢丝刷去除试件表面氧化膜。焊接完成后,避开焊接起始和结束处的不稳定阶段,选取焊缝长度1/3处进行取样,观察焊缝横截面宏观形貌。
2 实验结果和分析
2.1 不同厚度、不同焊接参数下钢板对接单面焊双面成型效果
(1)4 mm钢板单面焊双面成型可行性试验。
通过改变激光功率、焊接电流、焊接电压、送丝速度和焊接速度等参数,分别对4 mm的Q345B钢板进行单面焊接,在2号试件中加入1.5 mm间隙和1.5 mm错边,各组试件的工艺参数见表1。两组典型的正反面成型效果如图2和图3所示。
可以看出,4 mm钢板复合焊接时对参数的改变不敏感,一定参数范围内均可以实现单面焊双面成型,且成型效果良好,在1.5mm间隙和1.5 mm错边量下仍可以实现很好的单面焊双面成型。

表1 4 mm钢板对接的焊接参数Table 1 Welding parameters of butt joint of 4 mm steel plate
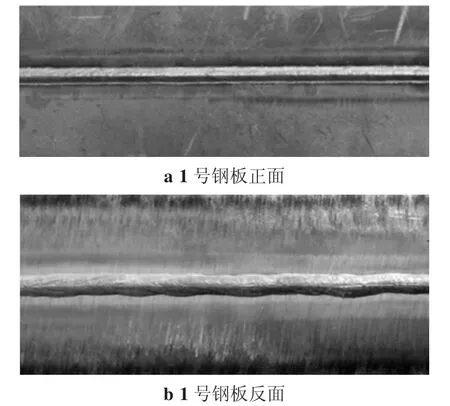
图2 1号钢板正反两面成型效果Fig.2 Shaping effect of No.1 steel plate

图3 2号钢板正反两面成型效果Fig.3 Shaping effect of No.2 steel plate
(2)5mm、6mm钢板单面焊双面成型可行性试验。
通过改变激光功率、焊接电流、焊接电压、送丝速度和焊接速度等参数,分别进行5 mm和6 mm的Q345B钢板单面焊接,3号试件是5 mm钢板;4号试件是6 mm钢板,在4号试件中加入2 mm间隙和1.5 mm错边。各组试件的焊接工艺参数如表2所示,两组典型的正反面成型效果如图4、图5所示。
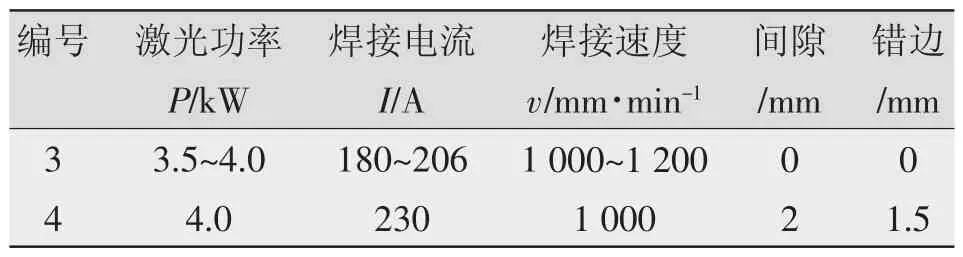
表2 5 mm和6 mm钢板对接的焊接参数Table 2 Welding parameters of butt joint of 5 mm and 6 mm steel plate

图4 3号钢板正反两面成型效果Fig.4 Shaping effect of No.3 steel plate
从成型效果看,5 mm和6 mm的钢板复合焊接时对焊接参数的改变也不太敏感,表2中的参数均可实现单面焊双面成型,成型效果良好。在2 mm间隙和1.5 mm错边情况下,6 mm的钢板对接也实现了单面焊双面成型。
(3)10 mm钢板单面焊双面成型可行性试验。
此组实验材料为10 mm的Q345B钢板,开50°V型坡口,1~3 mm钝边,试件5有0~2 mm的渐变间隙。通过改变激光功率、焊接电流、焊接电压、送丝速度和焊接速度等参数进行焊接,观察钢板的成型效果。各组试件的焊接工艺参数如表3所示,几组典型的正反两面的成型效果如图6和图7所示。

表3 10 mm钢板对接的焊接参数Table 3 Welding parameters of butt joint of 10 mm steel plate

图6 5号钢板正反两面成型效果Fig.6 Shaping effect of No.5 steel plate
结果表明,10 mm的Q345B钢板在1 mm钝边和3 mm钝边的情况下复合焊接成型效果均良好。2 mm间隙的实验发现,相同参数同样能完成单面焊双面成型且效果较好,说明激光电弧复合焊能够允许一定的间隙量。
2.2 焊缝宏观形貌
(1)无间隙无错边的各试件焊缝形貌。
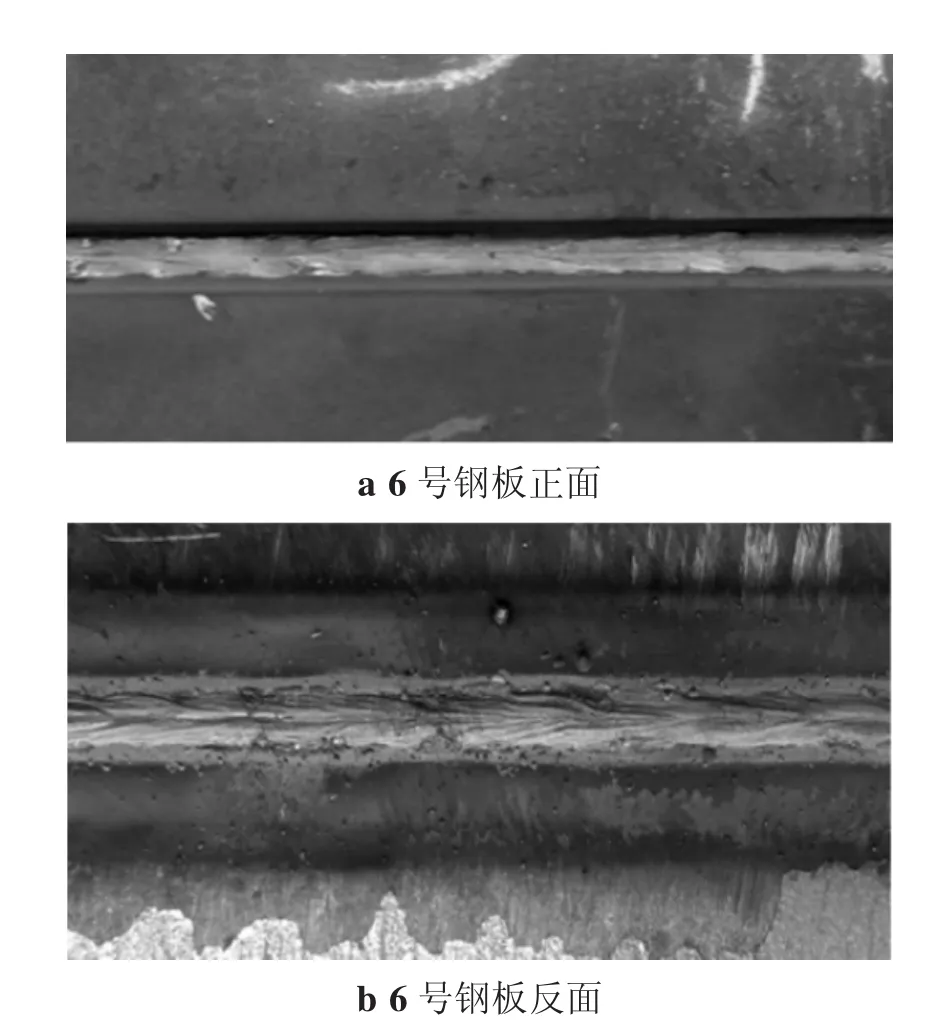
图7 6号钢板正反两面成型效果Fig.7 Shaping effect of No.6 steel plate
无间隙和错边情况下获得的焊缝截面照片如图8~图10所示。

图8 4 mm板厚的焊缝宏观形貌Fig.8 4 mm macro morphology of weld
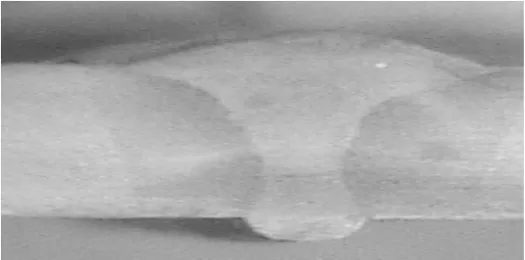
图9 5 mm板厚的焊缝宏观形貌Fig.9 5 mm macro morphology of weld
不同情形下各个试件均能焊透,成型效果良好,内部无明显缺陷。激光功率对焊缝熔深影响较大,激光功率越高,熔深越大;电流大小对熔宽影响较大,电流越大,熔宽越大。
(2)有间隙和错边的各试件的焊缝形貌。

图10 10 mm板厚的焊缝宏观形貌Fig.10 10 mm macro morphology of weld
在实际焊接生产过程中,焊接坡口加工和焊件装配精度有时会产生间隙或错边等情况,针对这种情况开展激光-MAG复合焊接对错边和间隙的适应性研究具有重大实际意义。在一定间隙和错边量情况下获得的焊缝截面照片如图11~图13所示。

图11 带间隙和错边4 mm板厚焊缝形貌Fig.11 4 mm weld morphology with gap and edge
图12 带间隙和错边9 mm板厚焊缝形貌Fig.12 9 mm weld morphology with gap and edge

图13 带间隙和错边10 mm板厚焊缝形貌Fig.13 10 mm weld morphology with gap and edge
可以看出,坡口间隙越大,焊缝背透熔宽、余高越大,焊缝熔深越小。在带错边的试件中,当错边达到1.5 mm时仍可获得良好的焊缝形貌,错边处的焊缝和母材金属过渡圆滑,未出现焊漏和塌陷等缺陷,该复合焊接工艺对间隙和错边有良好的适应性。
3 结论
(1)在4~10mm的Q345B钢板对接焊中,激光-MAG电弧复合焊可以在较宽的参数范围下获得良好的单面焊双面成型。
(2)在合适参数下,激光-MAG电弧复合焊能够轻松实现带坡口的10 mm钢板一次焊接完成,且单面焊双面成型效果良好。
(3)在存在0~1.5 mm间隙和0~1.5 mm错边情况下,激光-MAG电弧复合焊依然可以完成单面焊双面成型,并且成型质量良好,说明激光-MAG电弧复合焊对间隙和错边具有良好的容忍度。
[1]Steen W M.Arc augmented laser processing of materials[J].Journal of Applied Physics,1980,51(11):5636-5641.
[2]肖荣诗,吴世凯.激光-电弧复合焊接的研究进展[J].中国激光,2008,35(11):1680-1685.
[3]李志宁,都东,常保华,等.激光-等离子弧复合焊技术的研究进展[J].焊接,2007(9):19-22.
[4]孙壮.单面焊双面成型的焊接工艺试验[J].中国重型装备,2013(1):36-38.
[5]王焱,梁朝旭,周清.纯铜的TIG单面焊双面成形工艺[J].焊接技术,2006,35(1):47-48.
[6]高信.论单面焊双面成型[J].山东工业技术,2016(3):2-4.
[7]张凌.CO2气体保护焊单面焊双面成形技术[J].起重运输机械,2003(5):23-26.
[8]刘双宇,张宏,石岩,等.CO2激光-MAG电弧复合焊接工艺参数对熔滴过渡特征和焊缝形貌的影响[J].中国激光,2010(12):3172-3179.
