S34MnV曲拐锻坯断裂失效分析
2018-01-18胡婷婷柏立地刘莎莎
胡婷婷,冯 聪,柏立地,刘莎莎
(1.辽宁福鞍重工股份有限公司 理化检测中心,辽宁 鞍山 114003;2.辽宁金钢重型锻造有限公司 锻锤分厂,辽宁 鞍山 114225)
海洋运输是国际物流中最重要的运输方式,90%以上的进出口货运都是依靠海上运输[1]。随着中国经济的快速发展,中国已经成为世界上最重要的海运大国之一。进入新世纪,中国海运事业保持快速增长发展势头,加快海运船舶向大型化、专业化、国产化方向发展给船舶制造业提供了升级机遇。大型组合式传动曲拐是大型船用柴油机的重要组件,一直以来依靠进口。其中大型曲拐锻件成型是关键技术之一。为了实现低成本、高质量、国产化目标,大型曲拐锻制工艺在模锻成型[2]、挤压成型[3]等方面都有新的突破。
某公司与某科研所联合承揽了S34MnV大型曲拐锻件制造项目,在钢锭冶铸、锻造模具设计制作、锻造工艺工序、热处理工艺诸多方面联合进行了研究试验,取得了阶段性成果。本文针对该项目首件试验曲拐锻坯在试验过程中发生断裂的原因展开分析探讨,对试验工艺进行改进和完善,有利于降低试验成本、提高工效,对减少和预防同类机械零件的失效现象重复发生都具有一定指导意义和社会效益。
1 曲拐锻坯试样说明
首件曲拐锻坯是采用LF+VD精炼,VT真空浇注的69 t S34MnV钢锭,满足MANB&W柴油机的各项成分及氢控制含量要求(w(H)≤0.000 2%);采用科研机构与企业联合研制的锻造模具及工艺。该锻造工艺采用多次墩粗拔长后,施加拔曲柄-压槽-弯曲-压平曲柄臂平整后空冷至60℃;采用正火+消除应力回火热处理工艺处理。
曲拐锻坯截面尺寸1 700 mm×550 mm。锻坯空冷后放置约10 d施粗加工时,在曲臂约1/2处,钻排孔过程中发生“炸裂”。在断口处解剖取样坯(尺寸:1 700 mm×550 mm×200 mm),进行综合检验分析。
2 断口分析
2.1 宏观断口分析
图1a是曲拐锻坯断裂位置,在曲臂约1/2处钻排7个半孔后,曲臂以钻头头部为裂纹源,瞬间扩展断裂。断面呈亮灰色结晶断口形貌,裂纹源及扩展区平齐,最后瞬断区部分可见撕裂岭,如图1b和图1c所示。整个断口观察,裂纹源区位于近心部,约占整个断面5%;扩展区约占75%、瞬断区约占20%,具体尺寸范围详见图2。从断口宏观形貌观察判断,该曲臂为快速脆性断裂[4]。
2.2 扫描电镜断口分析
分别在断面的裂纹源区①、扩展区②和③、瞬断区④取断口残块进行扫描电镜微观断口观察,取样位置见图2,微观断裂形貌如图3所示。裂纹源区①、扩展区②和③的断口均呈现以解理断裂为主的脆性断裂特征[5],其解理面上可见二次裂纹,表明该区域钢的脆性大;瞬断区④的断口呈现以解理+准解理断裂为主的脆性断裂特征[5]。瞬断区④出现准解理断口特征,这与表面晶粒相对细化有关。

图1 锻坯断裂位置及宏观形貌Fig.1 Fracture position in forge blank

图2 曲拐锻坯断裂宏观断口及取样示意图,mmFig.2 Schematic graph of micro fracture,mm
2.3 金相检验

图3 曲拐锻坯微观断裂形貌Fig.3 Micro fracture

表1 金相组织评定Tab.1 Estimation of metallographic structure
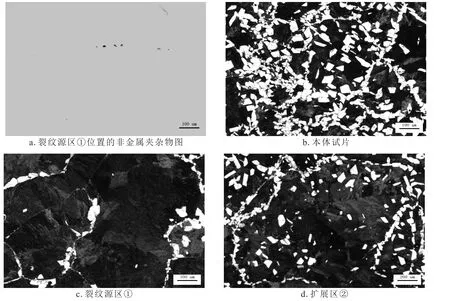
图4 曲拐锻坯金相组织Fig.4 Metallographic
分别在图2的裂纹源区①和扩展区②位置取金相检验样块,检验结果见表1,金相组织如图4所示。在裂纹源区①位置的非金属夹杂物图4a中,可见非金属夹杂物未超标[6];本体、裂纹源区①以及扩展区②金相组织均为珠光体+(网、块状)铁素体组成,但晶粒度有较大区别,本体试片晶粒度虽然不够均匀,但相对细小,而裂纹源区①、扩展区②晶粒粗大,均大于1级[7]。沿晶分布细的铁素体网,具有脆性组织特征。晶粒长大粗化是由于该钢坯锻造或正火加热温度远超出Ac3临界温度,并长时间保温所产生的过热组织。
2.4 化学成份分析
本体试片及断裂曲拐断口取样化学成份分析结果见表2。与技术规定[8]相比,断口处碳略微超出上限,但依据标准[9]中允许偏差,碳满足要求,这是因为大铸锻件内部存在一定成分偏析,取样位置不同,结果会略有偏差。氢含量处于上限,偏高。

表2 本体试片及断口残体化学成分分析结果Tab.2 Chemical compositions at substrate and fracture of blank
3 力学性能检测
分别在断裂残体扩展区②、瞬断区④制取力学试样,并与本体试片比较。力学性能检测结果见表3。本体试片综合性能较好;扩展区②、瞬断区④断裂强度偏高;而塑、韧性偏低,特别断面收缩率、冲击韧性低于规定范围[6]。
3.1 热应力的影响
该曲拐锻坯属于大铸锻件。众所周知,大铸锻件本身内部存在成分不均匀;锻造或热处理加热冷却时如果工艺或操作控制不当,容易造成工件内外温差加大。这样可能会导致过大的热胀冷缩及组织转变的不同时性,极易在钢件内部产生过大残余内应力,导致钢的脆性增加。
金相组织过热表明,该锻坯锻造或热处理加热温度过高或在高温停留时间过长,冷却过程中会加大心部内应力。如果去应力回火不充分,有利于解理断裂。
上述分析表明,微观源区、扩展区断口解理断裂与钢的过热组织结构、应力状态、化学成分及工件大小密切相关[4],该解理断裂是危险性很大的脆性断裂。

表3 本体试片及断裂残体力学性能检测结果Tab.3 Chemical compositions at substrate and fracture of second blank
3.2 氢与应力集中的影响
鉴于4.1分析,该曲拐锻坯经过粗加工钻排孔操作,内部处于高应力状态,钻头头部应力集中源发,瞬间扩展“炸裂”的解理断裂机制分析判断,工件受到了附加外力作用。钢中氢略偏高,在内部高应力状态下,改变了氢的均匀分布,氢向高应力区偏聚,使某特定晶面谱线加宽,使钢脆化;裂纹扩展传播过程位错沿某特定晶面滑移,在此过程扑获的氢阻止滑移,进一步加大钢的脆性[4]。分析认为该曲拐锻坯具有氢加入解理断裂的可能性。
该曲拐锻坯残体强度较高,断面收缩率及延伸率明显降低,也具有氢作用对断面收缩率敏感影响的特点。
3.3 锻造工艺调查分析
该曲拐锻坯最后锻造工序是弯曲。弯曲工序开始温度1 220℃,终了温度830℃。在这期间对曲柄臂进行平整,施加很小的变形。这个过程造成组织过热,形成粗大晶粒,同时造成内外温差和过冷度加大,使曲柄臂内部产生了过大的残余热应力。
第二次试验曲拐锻坯,调整了曲拐锻坯的锻造工艺,弯曲-平整-变形阶段工艺更加完善,更具可操作性;强化了消除应力热处理工艺。保证了第二次试验的S34MnV曲拐锻坯的产品质量。
4 结论
通过检验与综合分析认为,该曲拐锻坯由于锻造或热处理工艺不合理,造成组织过热,晶粒粗大,使内部残余过高热应力,增加了钢的脆性;同时氢略偏高,在放置和加工过程中由于内应力加上外力共同作用改变了氢的均匀分布,使钢进一步脆化。该曲拐锻坯在钻头头部应力集中处发生了具有氢参与的解理脆断。
[1]中国产业调研网.中国海运行业发展监测分析与发展趋势预测报告(2016-2020)[R].报告编号:1953052
[2]陈海洲.大型船用曲轴曲拐弯曲锻造模具及预成形毛坯的设计方法[J].科技与创新,2016(4):116
[3]徐凯.6S60MC-C大型船用曲拐挤压成形工艺研究[D].秦皇岛:燕山大学,2014.
[4]周顺深.钢脆性和工程结构钢脆性断裂[M].上海:上海科学技术出版社,1983:220-240.
[5]冶金工业部钢铁研究院.合金钢断口分析金相图谱[M].北京:科学出版社,1979:40-41.
[6]GB/T10561-2005 钢中非金属夹杂物含量的测定-标准评级图显微检验法[S].
[7]GB/T6394-2002 金属平均晶粒度测定方法[S].
[8]MANB&W柴油机A/S.锻钢[S].1986:182.
[9]GB/T222-2006 钢的成品化学成分允许偏差[S].