铝合金阳极氧化黑色料端头发红问题探讨
2018-01-11陆健林
洪 涛,陆健林,何 旭
(深圳市华加日西林实业有限公司,深圳518122)
铝合金阳极氧化黑色料端头发红问题探讨
洪 涛,陆健林,何 旭
(深圳市华加日西林实业有限公司,深圳518122)
通过对铝型材阳极氧化电解着色各个工序进行试验调查,找出竖挂型材电解着黑色时上端头发红的原因,并揭示了氧化后水洗工序对电解着色颜色的影响。
电解着色;氧化后水洗;端头发红

图1 型材上挂方式及端头发红问题揭示
1 问题描述
铝型材经过阳极氧化之后,进行单镍盐电解着色,颜色由浅到深,从香槟色、浅与深的青铜色一直到黑色[1]。由于黑色系的特殊性(着色时间长,着色电流、电压高、黑色表面易反映问题等),黑色在日常生产中,难度最大,问题最多。主要有颜色不黑、起粉、小白点、局部变色等等。
其中,局部变色问题,在竖挂型材上最易出现。本文中所讲的局部变色指的是端头发红,由于端头色浅,与其它部位黑色颜色比较,即显现出端头发红的现象。一般是在上端头2mm以内的地方极易出现,如图1所示。以下通过多次的试验及调查,并结合排除法,找出端头发红问题的发生源。
2 问题调查
2.1 确定端头发红出现的位置
(1)倒挂试验:将型材倒挂,即上端头用橡胶圈挂住,下端头用铝钩固定。结果显示,倒挂型材上端头都发红。
(2)上端头接料试验:先挂10cm的短型材,然后,再在短型材下排挂正常型材。结果表明,短型材上端头发红。
由试验(1)(2)可确定,端头发红只发生在上端头,与材料特性、上端头是否是导电端无关。由此,再进行着色槽液的调查。
2.2 着色工序调查过程
(1)增大着色槽液循环量:清理着色槽液循环分配管小孔、循环管道、热交换器,用以增加着色槽循环量。端头发红无改善。
(2)降低着色槽液液位:降低着色槽液液位至竖挂型材上横梁之下、型材上端头之上(即将竖挂材料上端头与液面距离拉近)。端头发红无改善。
(3)加长铝钩:用长度增加1倍的铝钩挂料,将竖挂材料上端头与液面距离拉远。端头发红无改善。
(4)打磨着色槽极板:用砂轮片打磨着色槽极板,更换腐蚀较薄的极板,紧固极板螺丝,打磨极板与横梁接触点。端头发红无改善。
(5)着色槽液去杂质:通过连续精制处理,提高着色液pH至5.4以上,过滤除去着色槽液中的铁、铝等阳离子杂质。端头发红无改善。
通过试验(1)~(5),可排除着色工序对端头发红的影响。由此,再进行着色前工序(氧化后水洗工序)的调查。
2.3 氧化后水洗工序调查过程
(1)在氧化后水洗工序中,可能会引起颜色变浅的原因主要有以下三个方面,见表1。

表1 氧化后水洗工序影响因子
(2)竖挂材料上端头发红,可能是由于氧化后水洗槽pH值或温度的分布不均匀,槽液上层某一种影响因子偏高(长),导致竖挂材料上端头颜色变浅。下面选择pH值进行反向试验验证。
(3)调高pH值反向验证:氧化后到着色前共有4道水洗,选取第一水洗、第二水洗为一组,由第二水洗开溢流至第一水洗,测量pH值变化,并观察生产情况。操作方法及结果如图2和表2所示。

图2 氧化后水洗溢流示意图
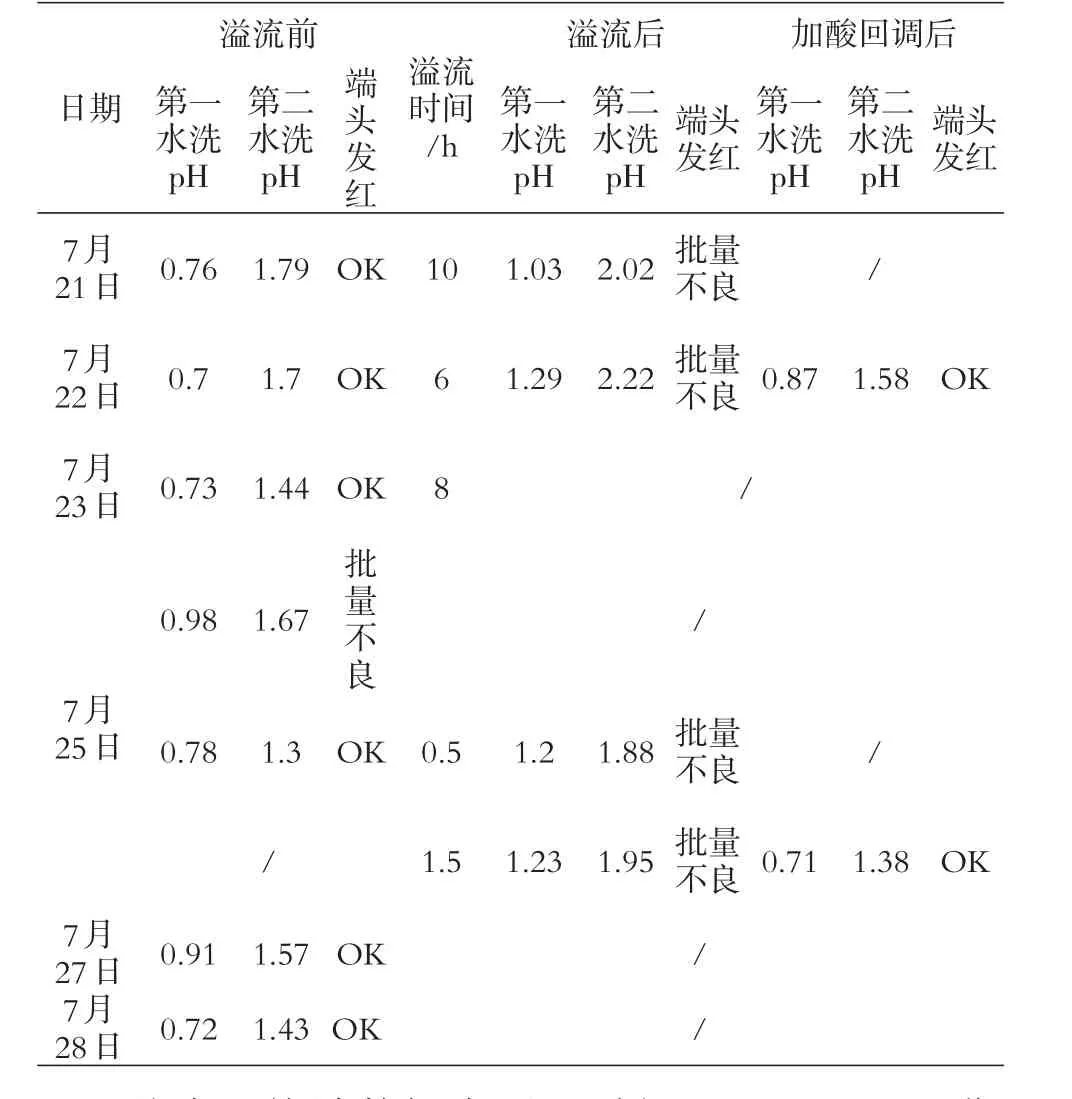
表2 pH值变化及端头发红情况跟踪记录表
从表2统计数据中可以看得,21日~28日期间,开溢流,第一水洗pH值由0.7→1.0以上,第二水洗pH值由1.8→2.0以上,则发生批量不良;而用酸回调pH值后,则不良消失。
(4)型材横挂验证:将竖挂型材改为横挂,并将氧化后第一水洗加温蛇形管抬高,即槽液下层不加温,槽液上层加温。得到的结果是,最上面2~4支料边角发红(等同于竖挂方式的情况下,上端头发红)。此试验可验证温度的分布不均匀,是产生竖挂材料上端头发红的主要原因,与挂料方式无关。
3 原因确认及机理分析
从以上试验中可以初步确定:氧化后水洗槽溢流后,pH值发生变化可致使竖挂型材端头发红,结合氧化后水洗其它几个影响因子,如:氧化后水洗pH值分布不均匀、温度分布不均匀,也都会使竖挂材料端头发红。下面就pH值的不均匀性进行机理分析。
(1)氧化后第二水洗开溢流至第一水洗后,第一水洗、第二水洗pH变化情况如图3所示。

图3 pH值变化趋势图注:-1、-2为水洗槽液面处取样;-3、-4为水洗槽底部取样
图3表明,开溢流后液面处pH值不断升高,而槽底部pH值较稳定。
(2)由于开溢流后液面处pH值升高,槽底部pH值较稳定,即产生竖挂型材上端头发红,而其它部位颜色正常。
(3)反应机理:型材氧化后,在水洗水中发生以下水合反应,与水结合成拜耳体三水合氧化铝[2],使氧化膜孔轻微封闭。

水洗水pH值偏高,则有利于上述反应进行,使膜孔封闭度提高,氧化膜活性度下降,着色能力下降,颜色变淡。同样,若水洗槽温度分布不均匀,槽液上层温度较高,则竖挂型材上端头处氧化膜孔封孔度提高,颜色变淡。
(4)基于以上分析,氧化后水洗时间也不能过长,否则会加重上端头发红的趋势,或整体颜色变浅。
4 结论
氧化后水洗工序对于电解着色的影响很大,槽液pH值、温度分布不均匀会导致竖挂型材上端头发红;浸泡时间过长,会导致整体颜色变浅。因此,有必要对氧化后水洗工序进行严格控制。
(1)对氧化后水洗增加槽液循环过滤系统,使槽液pH值、温度分布均匀。
(2)对氧化后水洗须采取小流量长时间补水的方式进行溢流,防止突然大流量补水导致槽液pH值分布不均匀。
(3)对氧化后水洗增加热交换系统,对槽液温度进行管控,温度不能过高。
(4)收窄氧化后水洗pH值控制的范围,防止pH值波动较大。
(5)对氧化后水洗浸泡时间进行管控,适当缩短浸泡时间。
[1]朱祖芳.铝合金阳极氧化与表面处理技术[M].北京:化学工业出版社,2010.1
[2]吴小源,刘志铭,刘静安.铝合金型材表面处理技术[M].北京:冶金工业出版社,2009.4
Discussion on Problem of End of Black Material for Aluminum Alloy Anode Oxidation
HONG Tao,LU Jian-lin,HE Xu
(Shenzhen huajiari resistant Industrial Co.,Ltd.,Shenzhen 518122,China)
Through investigating and testing each working procedure for aluminum anodizing electrolytic coloring,cause of upper end becoming red were found out,when vertical hanging profile electrolytic blackness was done,and washing process after oxidation for electrolytic coloring effect were revealed in this paper.
electrolytic coloring;washing after oxidation;reddish upper head
TG379
B
1005-4898(2017)06-0051-03
10.3969/j.issn.1005-4898.2017.06.10
洪涛(1987-),男,广州人,从事铝型材阳极氧化技术工作。
2017-08-30