风机安装方式对铝卷退火后冷却速率影响的分析研究
2018-01-11张献培徐大龙
张献培,徐大龙
(奥科宁克(昆山)铝业有限公司,江苏215332)
风机安装方式对铝卷退火后冷却速率影响的分析研究
张献培,徐大龙
(奥科宁克(昆山)铝业有限公司,江苏215332)
中间退火或成品退火后,大部分企业采用自然冷却或风机冷却的方式,使待加工的铝卷冷却到相应工作温度。但长期以来很多工厂都在以自己的方式运行,业内关于风机的安装方式没有标准,随意性较大。本文选取带套筒铝卷退火后冷却作为切入点,通过理论分析与实验方法相结合的方式,重点研究了风机安装方式对冷却速率的影响。
铝卷;冷却;风机;安装方式
1 背景
一个年产50000t中小型铝板带加工厂退火炉的年过机量约70000t,每天理论上过机28卷,每卷年平均冷却时间约25h。假设100%流转,生产线上正在冷却的物料是29.2卷,加上当天出炉28个,由于物料生产计划排产的原因冷却结束不可能100%流转,通常约有30%的暂缓流转物料,这样冷却区理论库存铝卷数量约为74.4个。不同冷却时间与库存间的关系见表1。
表1不同冷却时间对库存的影响

理论过机卷数C平均冷却时间T在冷铝卷数C×T/24待出炉冷却铝卷C′待流转缓存30%冷却过程库存Q冷却30h 28 30 35 28 18.9 81.9冷却20h 28 20 23.3 28 15.4 66.7冷却25h 28 25 29.2 28 17.2 74.4
从表1可以看出:当生产线产能一定时,即每天理论过机卷数C一定,影响冷却过程库存Q的唯一因素是冷却时间T。只有当T减少时,过程库存卷数才能减小。
2 影响铝卷冷却速率的因素
铝卷冷却速率在本研究中指带套筒的铝卷经退火工艺后在半封闭的工业厂房环境中,单位时间内铝卷温度的减少量。
退火结束后高温铝卷不停地向周围环境空气中进行热传递,由于空气的比热容很小,很短时间内包裹在铝卷周围的空气层热传递饱和。但由于热空气和冷空气的密度不同,铝卷周边就会产生自然对流,自然对流的速度一般很低,所以自然冷却铝卷的速度相对很慢。
对于同一物体温度下降的速率,牛顿做过研究并发现,一个较周围热的物体温度,忽略表面积以及外部介质性质和温度的变化,它的冷却速率与该物体的温度与周围环境的温度的差成正比,即牛顿冷却定律。
从以上理论可知,对铝卷安装风机将自然对流转变为强制对流时,加速了铝卷表面空气层对流,即加大了铝卷与周围空气层的温差,从而加快铝卷的冷却速率。除此之外,牛顿冷却定律的研究中将物体的表面积作为定量,而在工厂实际使用中,铝卷迎风表面积即风机强制对流区表面积随着风机安装方式的改变是不同的。
根据这个结论,以出风口区域风速和铝卷迎风表面积作为变量,用实验的方法,对不同安装方式进行对比分析,从中找到冷却速率最高的安装方法,减少风机的冷却时间,降低冷却过程库存。
2.1 风机与铝卷的最佳安装距离分析
模拟医学CT成像方法,将风机出风口做断层风速测试,测量风机出风口不同位置的断层风速,确定影响风机与待冷物料之间最佳安装距离。测试所需材料如表2所示。
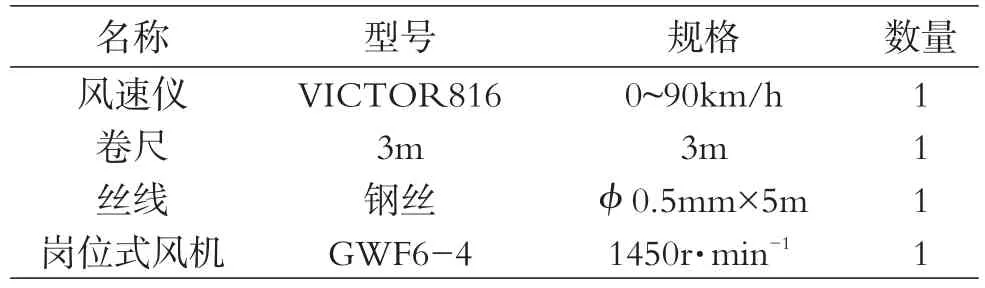
表2 断层风速测量材料表
测量方法:如图1所示,沿风机中轴线在出风口0.5m和1.0m处做模拟断层面,用风速仪在虚拟断层上以风机中轴线为圆心,在半径为200mm、400mm、600mm、800mm、1000mm、1200mm处分别测量风速,测量的结果见表3及图2。

图1 风机吹风区域坐标图

表3 0.5m与1m处断层风速(km/h)

图2 断层风速图
从图2可知,风机的中心风速接近0,也就是说风机的中心无风;以风机轴线为圆心环形向外圈扩散,随着半径增大风速由小变大再变小;以出风口平面为基准面距离风机口的位置不同,最强风速环形带位置也不同。将不同区域的断层风速图与铝卷结合,以直径1800mm的铝卷为例,与风机距离0.5m时风机出风口最大风速刚好覆盖整个铝卷端面。由于业内铝卷加工的直径普遍在1800mm,所以风机与铝卷的最佳距离以0.5m为宜。
2.2 铝卷迎风表面积对冷却速率的影响
在牛顿冷却定律的研究中将物体的表面积作为定量,而在工厂实际使用中,铝卷迎风表面积即风机强制对流区表面积随着风机安装方式的改变是不同的。通常情况下,安装方式有以下三种模式:
(1)模式1:风机与铝卷正对,几何中心线重合。风机中轴线与铝卷几何中心线重叠,风机出风口与铝卷端面距离0.5m,铝卷迎风表面积仅有铝卷的一个环形端面,约占总表面积的15%,如图3所示。测量发现铝卷中心风速几乎为0,与表3中该区域5.4km/h的风速有较大差距。从流体动力学的角度分析其原因,风速从中心往外越来越大,且成喇叭状扩散,遇到铝卷端面后,空气流沿铝卷端面高速向外喷射,在铝卷内部就形成了一个相对真空的腔体,这个腔体内热空气相对静止,空气不流动,不利于热传递。为了打破这个真空腔,将风机中心线与铝卷几何中心线相对偏移,得到模式2和模式3。

图3 风机与铝卷正对位置图
(2)模式2:风机与铝卷正对,中心线偏移500mm。风机中轴线与铝卷几何中心线正对且中心线平行偏移500mm,风机出风口与铝卷端面距离0.5m,铝卷迎风表面积包括铝卷的内圆面、部分环形端面和部分铝卷外圆面,约占总表面积的42%,如图4所示。

图4 风机与铝卷正对中心线偏移500mm位置图
(3)模式3:风机与铝卷斜对,中心线成15°夹角。风机出风口与铝卷端面相对距离0.5m,风机中轴线与铝卷几何中心线成15°夹角。铝卷迎风表面积包括铝卷的内圆面、大部分环形端面和1/2铝卷外圆面,约占总表面积的58%,如图5所示。

图5 风机与铝卷斜对,中心线成15°夹角
为验证不同冷却表面积对冷却效率的影响,采用SFG6-4风机对规格0.27mm×1280mm的铝卷,在环境温度15℃时分别按照上述三种模式进行冷却实验,绘制初始温度360℃到终了温度40℃与时间柱状图,如图6所示。
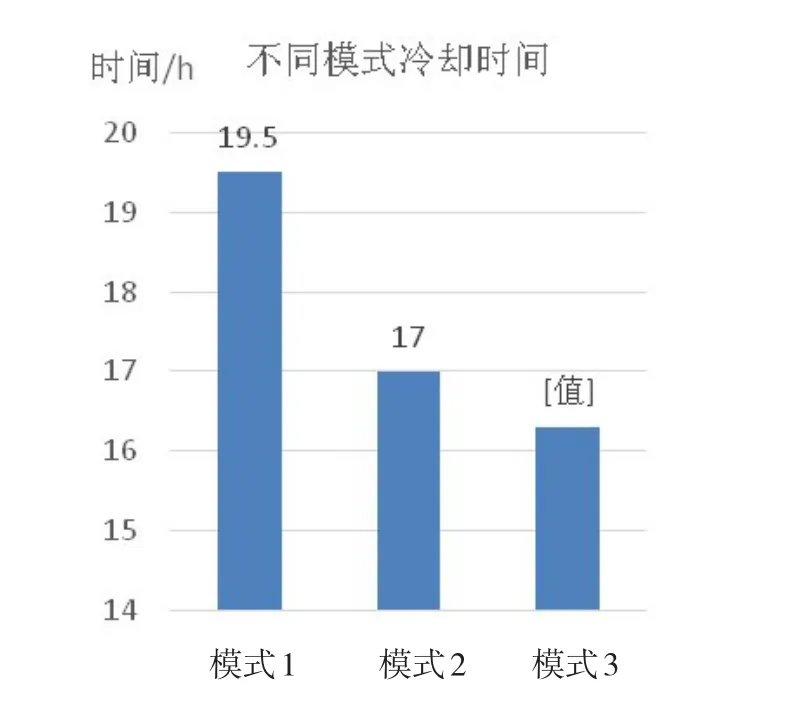
图6 不同模式冷却时间柱状图
3 总结
上述实验表明,在外部因素相同的条件下降到同一目标温度,模式1需要19.5h,模式2需要17h,模式3仅需16.3h。最少的时间意味着最高的冷却速率,即模式3是最佳的安装方式(风机出风口与铝卷端面相对距离0.5m,风机中轴线与铝卷几何中心线成15°夹角)。
另外,在实际实验中发现,虽然一年中基础环境温度不同,但使用同样的安装方法后,基础环境温度每降低5℃冷却时间可缩短3h。综合全年平均冷却时间可以控制在20h左右,直接节约电能20%,减少过程库存10%以上,提高物料流转效率20%,有效降低了单位成本,缩短产品制造期,减少资金占用,极大地提高了企业竞争力。由此可见,本文提出的风机安装方式有实际指导性,值得推广借鉴。
Effect of Different Installation Mode of Fan on Cooling Efficiency of Aluminum Coil Annealing
ZHANG Xian-pei,XU Da-long
(Arconic(Kunshan)Aluminum Products Co.,Ltd.,Jiangsu 215332,China)
Most enterprises use natural cooling or fan cooling to cool the aluminum coil to the corresponding operating temperature after annealing or finished annealing.But many factories have long been running in their own way,there is no standard of installation modes for fans in the industry.Aluminum coil with spool was selected as the breakthrough point,which had been annealed and cooled.Through theory analysis and experimental method,the effect of fan installation mode on cooling efficiency is studied in this paper.
aluminum coil;cooling;fan;installation mode
TG166.3
B
1005-4898(2017)06-0033-04
10.3969/j.issn.1005-4898.2017.06.06
张献培(1982-),男,河南濮阳人,本科,工程师。
2017-07-14