基于PLC的大型海工绞车缆绳状态监控系统设计
2018-01-10,,,,
,,,,
(1.海军工程大学 a.振动噪声研究所;b.船舶振动噪声重点实验室,武汉 430033;2.武汉船舶职业技术学院,武汉 430050;3.湖北工业大学,武汉 430068)
基于PLC的大型海工绞车缆绳状态监控系统设计
俞晓丰1,2,帅长庚1,王彦哲1,李毅2,许万3
(1.海军工程大学 a.振动噪声研究所;b.船舶振动噪声重点实验室,武汉 430033;2.武汉船舶职业技术学院,武汉 430050;3.湖北工业大学,武汉 430068)
依据行业要求及实际工况,基于钢丝绳张力计算模型,通过PLC控制系统硬件设计和运动控制过程软件设计,研制出一型大型海工绞车缆绳状态监控系统。现场调试使用表明,系统满足功能要求。
PLC;缆绳状态;绞车控制
绞车服务于半潜式海洋平台上,用于平台起抛锚和移动。平台配有2台绞车,分别位于右舷艏部和左舷艉部,露天水平安装在平台甲板上。缆绳状态监控系统在绞车缆绳收放过程中对缆绳的长度和张力进行实时监控。绞车缆绳张力测量主要有直接和间接测量方法。直接测量方法即在缆绳中串接张力传感器,直接测量缆绳的张力,大型海工绞车实船试验时常采用这种方法。实际应用过程中一般采用间接测量方法。间接测量方法即利用缆绳受力挤压力学传感器,间接测量缆绳的张力。典型应用如船舶系泊系统,使用销轴传感器对缆绳张力进行测量,并进一步对缆绳张力进行补偿与控制[1],这种方法测量精度较低。通过检测绞车基座底部的压力荷重传感器的受力状态,间接计算缆绳张力大小,提高测量精度。
已有学者根据篱笆式卷筒缠绕缆绳体积相等的原理,建立缆绳圈数和层数的数学模型[2]。但缆绳的数学模型相对复杂,使用PLC进行计算、控制、编程,需进一步工程化处理数学模型。实际计算精度也会受篱笆式卷筒尺寸、缆绳直径和长度大小的影响。
有近似计算方法在计算滚筒的第n层缆绳中心与滚筒中心之间的距离时,忽略缆绳叠加过程空间减小的影响[3],该方法虽具有一定的工程意义,但是影响了系统的测量精度。同时,绞车滚筒底部左侧和右侧各使用一套张力传感器,数学计算过程优势比较明显,但是通用型传感器难以采购。
为此,对上述测量模型进行优化改进,使用滚筒上的绝对值编码器,记录滚筒每层缆绳圈数;通过几何运算,判断缆绳受力点所处的层数;结合项目开发分工实际情况,对控制系统硬件进行安全设计,以消除2种系统在调试过程中,烧坏对方模块的隐患。考虑到缆绳较长,根据不同监控精度要求,进行系统数据传输分辨率的切换设计;总结相关经验,供类似大型绞车设计作参考。
1 总体结构及参数
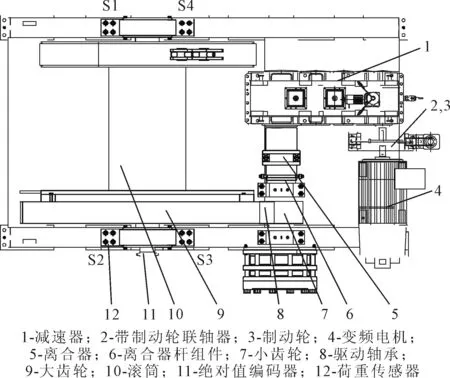
图1 传动结构示意
如图1所示,绞车由基架、滚筒、减速驱动系统、电机驱动系统、液(气)压系统、排缆器、导缆器等组成。钢丝绳通过篱笆式滚筒缠绕,垂直导缆器、排缆器位于海洋平台的甲板下方。系统传动过程为:电机驱动多档减速器,减速器按已设定的档位,通过离合器及齿轮副驱动滚筒。减速器按2档3速实现传动。
绞车滚筒满容量缠绕钢丝绳时,最外层(第13层)拉力为1 800 kN。4个张力检测用荷重传感器安装在绞车滚筒组件的轴承支座下方,分布位置如图1中元件12,滚筒组件自重30 t,钢丝绳垂直地面受力,额定载荷180 t,支持最大负载400 t。
绞车绳索直径76.2 mm、长2 000 m;滚筒直径1 250 mm、长2 000 mm;缆绳线质量为26.3 kg/m。
1.1 系统结构分析
绞车属于垂直向下出绳式绞车。缆绳状态监控系统中,机械部分主要包括滚筒和支架,滚筒2端安装在支架上,滚筒2端底部分别压装有荷重传感器。电控系统部分包括监控单元,滚筒转轴上用于实时检测滚筒行程的绝对值编码器。该编码器和压力荷重传感器分别与监控箱单元电气连接。监控箱单元主要包括PLC和中间继电器等。绞车结构见图2。
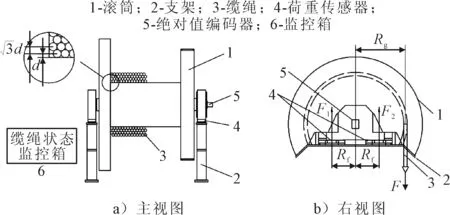
图2 绞车结构示意
1.2 设备监控功能要求及实现
绞车在减速箱2档3速工况下,第1层及第13层钢丝绳拉力与速度关系见表1。

表1 丝绳拉力与速度关系
系统主要监控功能实现方法如下:
1.2.1 缆绳长度和收放速度监测功能
绝对值编码器数据传送到PLC中,通过检测卷筒转过的圈数和方向,计算缆绳收放的长度,根据单位时间内收放缆绳的长度进一步计算缆绳收放的速度。
1.2.2 缆绳张力监测功能
系统通过检测荷重传感器,测量滚筒支座的压力,结合缆绳放出的长度,间接计算缆绳张力。
1.2.3 报警输出控制功能
系统根据在钢丝绳长度剩余100 m处,张力达到额定负荷时,输出报警信号。张力达到额定负荷110%时,输出停机控制信号。
缆绳状态监控系统带有数字触摸屏可以实时显示缆绳张力和放出缆绳长度。同时输出缆绳张力和长度2路模拟量电流信号给绞车主控PLC系统,在驾驶室控制台的触摸屏实时显示。
2 绞车缆绳张力计算
结合上述结构示意图2,参数定义如下:L为绞车缆绳总长度;n为缆绳层数;Ln为绞车滚筒第n层缠绕缆绳总长度;Lc为绞车放出缆绳的长度;Rg为缆绳测力点与滚筒中心之间的距离;Rf为荷重传感器中心与滚筒中心之间的距离;B为滚筒宽度;D为滚筒直径;d为缆绳直径;F为缆绳张力;F1为滚筒左侧压力;F2为滚筒右侧压力。
1)缆绳长度关系。
L=Lg+Lc
(1)
2)缆绳滚筒上受力点层数判断。
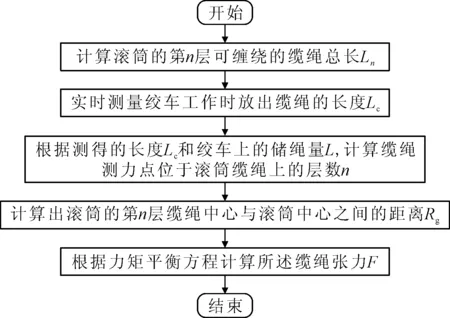
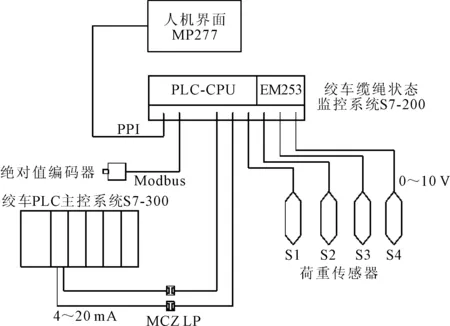
当0≤Lg 当L1≤Lg 当L1+L2≤Lg 以此类推, 当L1+L2+…+Ln-1≤Lg 3)根据图2几何关系可知: (2) 由于D=1 250 mm,d=76.2 mm,故 663.1+132(n-1) (3) 4)根据绞车力矩平衡,缆绳张力为 (4) 由此,总结设计张力计算流程见图3。 图3 张力计算流程 选用S7-224XP CN型PLC,PLC模块集成模拟量输入/输出通道,具备Modbus总线接口,满足系统总线控制特性。考虑到系统模拟量输入/输出通道数量较多,CPU模块自带14DI/10DO+2AI/1AO的I/O资源,扩展EM235模拟量模块,增加4输入/1输出模拟量通道[4],满足系统模拟I/O接口要求。 绞车状态监控系统,采用TP277型触摸屏,进行本地人机交互。通过PPI总线与PLC系统连接,充分利用CPU自带PPI接口现场调试和HMI接入的双重功能。 考虑到现场调试进度和分工的特殊性,防止系统之间模块接口的干扰和误烧毁,缆绳状态监控系统与绞车主控系统之间采取信号隔离措施。模拟量通道使用魏德米勒MCZ LP系列模拟量隔离模块进行隔离,MCZ LP模块属无源信号隔离器,通过输入回路供电,输入和输出回路电气隔离。数字量信号使用继电器进行电磁隔离。系统连接见图4。其他技术要求如下。 1)监控装置所需电源为DC24 V/2 A,由绞车主控PLC系统提供。 图4 电气系统连接示意 2)触摸屏可以实时显示缆绳张力和放出缆绳长度,并具备参数整定功能,操作者可使用量程整定功能,整定功能需要输入密码。有报警时,触摸屏显示报警,同时输出无源报警信号供绞车PLC主控系统使用。 3)绝对值编码器安装在卷筒轴端,测量滚筒转动状态。自带Modbus总线接口,并附带护罩、紧固件、固定角铁、联轴器等附件。 4)荷重传感器规格为100 t压式传感器,数量4件,0~10 V接口。 5)荷载当达到额定荷载时应发出报警信号,在本地和驾控室进行声光报警。超过额定荷载10%时自动停机,并发出报警信号。 6)缆绳状态监控系统与绞车主控系统之间通信,不同类型信号采用不同结构形式。 (1)模拟量信号传递形式。缆绳张力和长度2路模拟量信号输出给绞车主控PLC系统,信号类型为4~20 mA电流信号。 (2)数字量信号传递形式。缆绳张力、长度超限报警输出给绞车主控PLC系统,信号类型为无源触点,触点断开为报警状态(失效安全型),触点容量为250 V/2 A。 7)缆绳状态监控箱选用不锈钢材质,防护等级不低于IP66,安装在绞车本体上。系统电缆舾装应位于绞车结构本体内侧。 3.2.1 程序控制流程设计 PLC控制系统软件控制主流程见图5。编程过程注意以下几方面。 1)缆绳长度小于100 m时,发出报警,不同绞车,可根据绞车滚筒尺寸及缆绳尺寸实际情况,进行适当调整。具体报警值参考行业要求[5]。 2)编程过程涉及大量模拟量数据计算,综合程序后续的可升级维护性,模拟变量全部以双字单位进行地址分配。 3)硬件模拟量隔离模块,属无源输入侧供电。因此,模拟量信号分辨率无论调整为何种范围,输出下限端数据非线性影响较大,检测精度下降。 3.2.2 程序通信参数设置 PLC与编码器进行Modbus通信编程,需在STEP7-Micro/WIN开发环境中安装相应的通信库文件,PLC侧Modbus通信参数如图6所示,图中a)图完成初始化Modbus主站通信参数功能,b)图中,当I0.3正跳变时,执行MBUS_MSG指令,读取从站2的地址10001~10008的数值。 图5 软件控制流程 图6 modbus通信参数设置 大型海工绞车缆绳张力、长度及速度状态监测系统张力显示与拉力计显示数据偏差量,轻载时较大,额定负载时在5%以内。缆绳长度小于30 m时,铁锚精确收回到平台靴部放置区,系统停止驱动。现场调试及实际应用表明,系统满足工程应用控制要求。绞车缆绳状态监控系统设计和使用过程中还应注意以下几方面。 1)可以尝试使用无线通信技术,进一步降低绞车电气舾装设计及施工难度。 2)海水盐雾腐蚀性较大,监控箱等裸露部分金属,建议选用316不锈钢材质。 3)监控系统随海洋平台在不同区域作业,受环境温度等影响,存在模拟量漂移现象,应重视初始值的清零重设功能。 4)作为重工设备的监控系统,应对监测数据的真实性进行周期性的检验。 5)监控系统与绞车主控系统之间如使用总线通信,可进一步提高系统监控的准确和稳定性。 6)通过编码器计算转速时,M法适用于编码器高转速工况。滚筒低速时,类似M法,定时检测绳长,求缆绳速度,结果满足工程控制要求。 [1] JI Sang-Won, CHOI Myung-Soo, KIM Young-Bok. A study on position mooring system design for the vessel moored by mooring lines[J]. IEEE/ASME Transactions on Mechatronics,2015,20(6):2824-2831. [2] 沈建新,张国昭.篱笆式卷筒的模型及控制方式[J].起重运输机械,2014(7):93-95. [3] 张勇勇.一种垂直向下出绳式绞车的缆绳张力测量方法及其装置:中国,102706499A[P].2012-10-03. [4] 李江全,刘荣,李华,等.西门子S7-200PLC数据通信及测控应用[M].北京:电子工业出版社,2011. [5] 中国国家标准化管理委员会.远洋船用拖拽绞车:GB/T 11869—2007[S].北京:中国标准出版社,2008. Design of Monitoring and Controlling System for Cable State of Large Marine Engineering Winch Based on PLC YUXiao-feng1,2,SHUAIChang-geng1,WANGYan-zhe1,LIYi2,XUWan3 (1a. Institute of Noise and Vibration; 1b. National Key Laboratory on Ship Vibration & Noise, Naval University of Engineering, Wuhan 430033, China; 2.Wuhan Institute of Shipbuilding Technology, Wuhan 430050, China;3.Hubei University of Technology, Wuhan 430068, China) For detection of length and tension of wire rope of large marine winch, according to the industry requirements and actual operating conditions, a cable condition monitoring and controlling system for large marine winch was developed based on the calculation model of steel rope tension by PLC control system hardware design and motion control process software design. Practical application shows that the system meets the function requirements. PLC; cable state; winch control U664.4 A 1671-7953(2017)06-0142-05 10.3963/j.issn.1671-7953.2017.06.032 2017-02-08 2017-03-12 国家自然科学基金(51405144);湖北省自然科学基金(2014CFB598);院级科研项目(2016z06) 俞晓丰(1984—),男,硕士,工程师,讲师 研究方向:机电控制与自动化技术、振动检测与控制

3 PLC控制系统设计
3.1 系统硬件设计
3.2 系统程序设计


4 结论
