304不锈钢与42CrMo钢惯性摩擦焊工艺
2018-01-09吴玮,邓发
吴 玮,邓 发
(1.重庆理工大学 材料科学与工程学院, 重庆 400054;2.重庆市特种焊接材料与技术高校工程研究中心(重庆理工大学), 重庆 400054)
304不锈钢与42CrMo钢惯性摩擦焊工艺
吴 玮1,2,邓 发1
(1.重庆理工大学 材料科学与工程学院, 重庆 400054;2.重庆市特种焊接材料与技术高校工程研究中心(重庆理工大学), 重庆 400054)
研究了304不锈钢与42CrMo钢惯性摩擦焊接工艺,采用光学显微镜、扫描电镜、能谱分析和性能测试等方法对接头组织性能进行了分析。结果表明:接头飞边尺寸与热输入有关,42CrMo侧飞边大;近缝区Cr元素出现“峰值”,焊缝界面处C 元素和Fe元素增加;42CrMo侧未见明显脱碳层,其组织从焊缝到母材主要有贝氏体、马氏体、铁素体和索氏体,热输入影响马氏体的形态;304不锈钢侧晶粒细化,有碳化物生成,大热输入时生成σ相;硬度最高值在42CrMo侧焊缝,增大热输入,304不锈钢焊缝硬度增加,42CrMo侧降低;拉伸强度最大为687.55 MPa,均断在304不锈钢母材上,是以韧窝为主的韧性断裂。
304不锈钢;42CrMo合金钢;惯性摩擦焊;工艺参数;组织性能
惯性摩擦焊是一种高效、环保、优质的固相焊技术,相对于传统的熔焊方法,被焊界面金属不熔化,通过压力和工件之间相对摩擦产生的热机作用,使被焊材料相互接触的界面温度升高,达到热塑性状态。然后施加顶锻压力挤压半固态金属,产生塑性流变,最终焊缝界面通过元素扩散和再结晶获得可靠的连接。惯性摩擦焊的这种工艺特点使其接头为锻造组织,晶粒细小,热影响区窄,接头强度高[1-2],在航空、航天、核能、兵器、汽车等行业得到广泛应用。
随着复合材料的大量应用,异种钢的焊接越来越重要。对于42CrMo与不锈钢的连接,可充分结合不锈钢耐蚀性能和低合金钢强度高、耐磨性好的优势[3-5]。现有的国内外研究现状表明[6-9]:关于碳钢与不锈钢的连接还没有相关惯性摩擦焊的研究报道。对此本文采用惯性摩擦焊的方法以实现异种钢的焊接,研究参数变化对接头组织性能的影响。
1 试验
1.1 试验材料
采用冷轧的304奥氏体不锈钢(Φ30 mm×150 mm)和调质的42CrMo合金钢(Φ30 mm×100 mm)的棒材。2种材质的化学成分见表1、2,力学性能如表3所示。
1.2 焊接工艺
试验在自行研制的35 t摩擦焊焊机上进行焊接,整个焊接过程试验原理如图1所示。

表1 304不锈钢的主要化学成分 (%,质量分数)
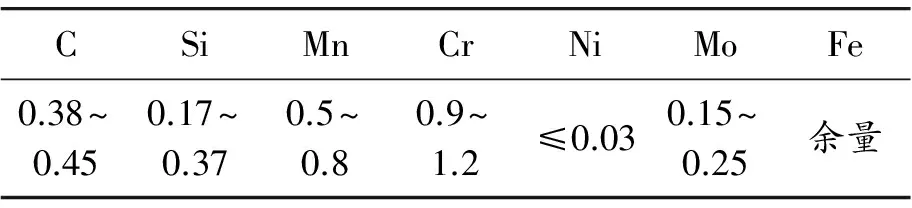
表2 42CrMo合金钢的主要化学成分 (%,质量分数)
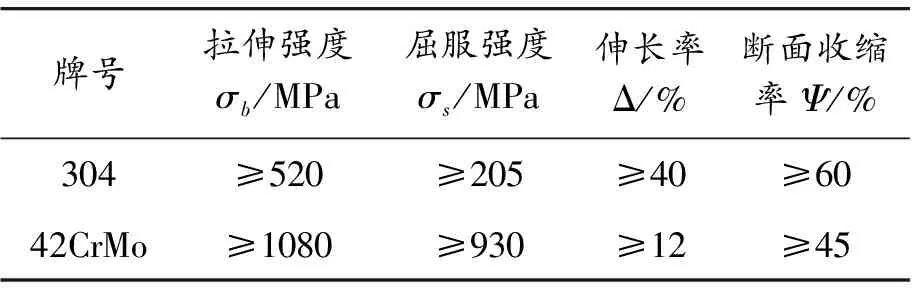
表3 304不锈钢和42CrMo合金钢的力学性能

图1 304不锈钢/42CrMo钢摩擦焊焊接过程试验原理
42CrMo合金钢安装在固定端,沿轴向方向驱动。而304不锈钢安装在旋转端,以一定的速度旋转。向微机控制系统输入操作程序,设定焊接工艺参数,控制施加转速和摩擦力使2个焊接端面接触,完成焊接。如图2的阶段(a)所示,安装在旋转件一侧的飞轮由驱动电动机带动加速到一个预设的最高转速,以储存特定数量的动能在飞轮中,然后旋转动力被切断。当转速下降到摩擦转速时,2个被焊部分通过固定件一侧施加的轴向压力相互接触,结合面之间产生的摩擦使飞轮减速(由图2的阶段(b)向阶段(c)过渡),动能转化为热能,焊接界面附近的温度升高。当转速达到顶锻转速时,高温塑性金属受挤压变形,一部分被挤出,在接头周围形成飞边。飞轮在摩擦扭矩作用下停止(图2的阶段(c)),经过保压使焊缝凝固[10]。在此整个过程中界面部分熔融金属被挤压出接头,形成一定的轴向缩短,这个缩短量的大小关系到接头质量的好坏。
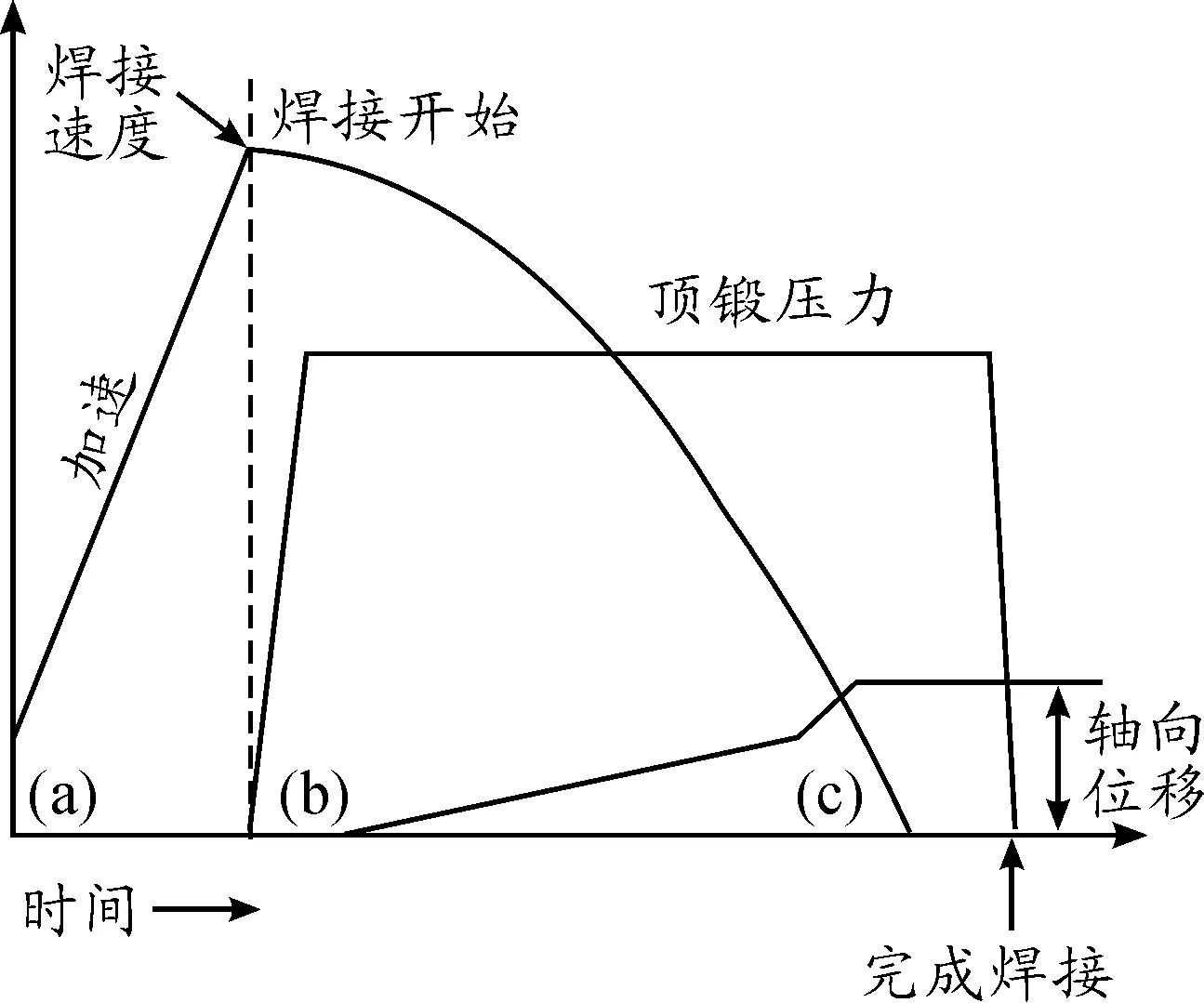
图2 惯性摩擦焊各阶段示意图
改变摩擦转速、顶锻压力和转动惯量进行工艺试验,参数以及每种参数下的缩短量见表4。
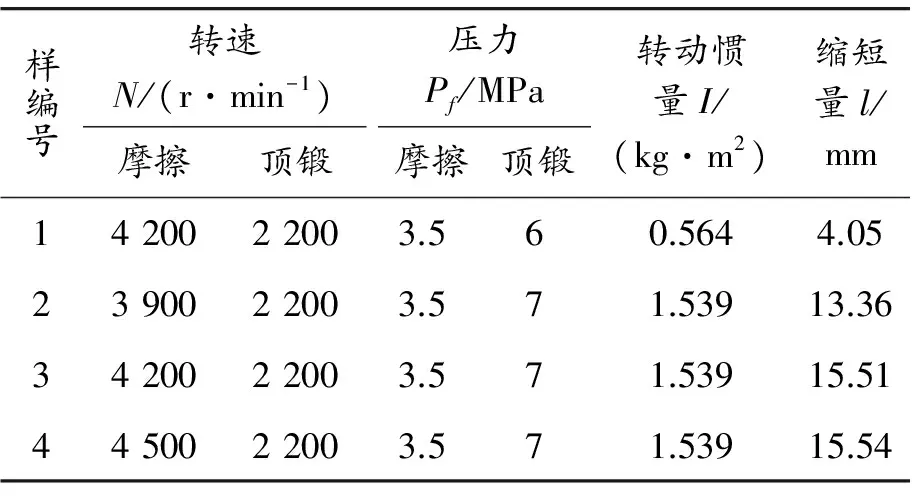
表4 304不锈钢与42CrMo合金钢的工艺参数
焊接后,用线切割制备金相试样,在DM2500M型金相显微镜下观察显微组织。使用HVS-1000 显微硬度计测量接头的维氏硬度。载荷为4.9 N,加载时间为15 s,测点间距为0.5 mm。根据GB/T2651—2008的规定制取拉伸试样,用WE-600型(常温)拉伸试验机测量抗拉强度。用JSM-6460LV扫描电子显微镜进行能谱分析及断口形貌观察。
2 结果及分析
2.1 焊接接头的宏观形貌
图3为304不锈钢与42CrMo摩擦焊接头横截面图。摩擦焊接头通常按图3(b)分为焊缝、热机影响区(TMAZ)和热影响区(HAZ)。从图3可见:焊缝区无明显气孔、裂纹等缺陷,接头飞边左右对称;由于是异种钢焊接,有明显的结合面。在惯性摩擦焊中,温度场在焊接界面上的不均匀分布以及2种钢材的成分不同,使得结合面呈圆弧形。此外,因42CrMo传热快,热量主要都集中在这一侧,引起42CrMo侧热影响区变宽,飞边尺寸也较304不锈钢侧的大,这意味着42CrMo侧温度高,产生的塑性流变金属更多。比较不同参数对接头形貌的影响,发现随着热输入的增加,界面温度升高,形成的塑性变形层增厚,在相同压力下缩短量增多,形成的飞边大。如图3(a) 所示,1#试样转动惯量低,热输入小,生成的高温塑性金属较薄,使得参与变形的金属少,导致飞边小,特别是304不锈钢侧只有少量变形。而热输入最大的4# 试样,不仅热影响区较1#试样宽,而且形成的飞边尺寸较大,形态向母材弯曲,封闭完整光滑,说明界面温度高,生成了足够的变形热金属。摩擦焊的飞边形貌和尺寸体现了金属塑性变形的程度,从一定程度上反映了接头质量。
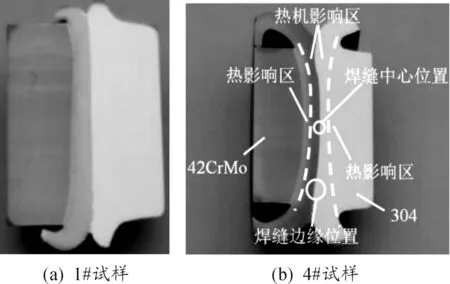
图3 焊接接头宏观形貌
2.2 焊接接头的微观组织
从图4焊缝界面处的EDS结果可以看出:不同焊接参数下元素都发生了相互扩散, Fe元素往42CrMo侧增加,焊缝界面处C元素含量增加,验证了碳化物层的出现。较大热输入让Mo元素在焊缝附近的浓度更大,其中Cr在近缝区出现一个“峰值”。而对于较大热输入的4#试样,由于温度高,促进合金元素的扩散,“峰值”比1#试样更显著。
对于304不锈钢,由于其具有较低的热导率,在焊接过程中热量通过界面大量地传递给42CrMo侧,使得304不锈钢一侧的温度梯度不大,产生的热影响区比42CrMo窄,焊缝区及热影响区微观组织仍以奥氏体为主,只有少量碳化物生成。焊缝处受摩擦热和力的作用发生了动态再结晶,形成了细小的等轴晶粒。近缝区的晶粒度有明显长大,从焊缝到热影响区,经历了细晶区、粗晶区和混合晶粒区(如图5(a)所示)。随着焊接参数的改变,热输入逐渐增大,温度越高元素扩散得越充分,碳化物也析出得多,焊缝中不仅存在碳化物,还生成了σ相。
而42CrMo合金钢侧,由于惯性摩擦焊时间短,焊缝中心区域十分窄小,在低倍下观察近似成一条细长的线,在42CrMo 侧并没发现明显的脱碳层。如图5(b)所示,42CrMo的淬硬倾向较大,从高温快速冷却下来后,焊缝附近以贝氏体和马氏体为主,由于热机作用产生的再结晶行为使焊缝组织较为细小。焊接温度场的不均匀分布,使得越靠近母材受高温影响的程度越小,冷却越缓慢,马氏体的数量不断减少,铁素体的数量逐渐增加。对比热输入相差较大的1#和4#试样焊缝中心区组织可见:1#试样热输入小,熔合区的组织高温停留时间短,冷却速度快,形成的是细小的板条马氏体组织(图5(c));对于热输入较大的4#试样,熔合区的组织高温受热时间较长,冷却速度相对较慢,形成了深灰色的片状马氏体、板条马氏体以及一些贝氏体组织(图5(d))。而热输入相差不大的2#、3#、4#试样,焊缝生成的组织相同,只是贝氏体的数量稍有不同。

图5 焊接接头宏观形貌
2.3 焊接接头的力学性能分析
2.3.1 接头显微硬度的分布
硬度在异种钢焊接接头中的分布是不均匀的,接头硬度分布的总体趋势是焊缝中心最高,然后从焊缝两边逐渐向热影响区下降,最后过渡到与母材硬度相同。在42CrMo侧热影响区存在明显的软化区,如图6所示。此外42CrMo侧焊缝硬度最高,这也与金相检测结果一致。从图中还可以看出:焊接参数对焊缝宽度影响明显,特别是在热输入量大的4#试样不锈钢侧,焊缝及附近区域高温停留时间长,热影响区比1#试样要宽约1 mm,同时由于焊缝中碳化物和σ相的生成,硬度高。由图6可见:不同热输入下42CrMo侧硬度曲线与金相结果一致。

图6 不同热输入的焊接接头显微硬度分布
2.3.2 接头拉伸强度分析
表5的拉伸试验结果表明:所有试样的焊接接头强度都优于母材,而且断裂的部位均在304不锈钢母材上;在一定的范围内,热输入变化对抗拉强度影响相差不大,试样都以45°晶体滑移线的方向断裂,断口呈杯锥状,属于典型的韧性断裂。如图7(a)(b)所示,SEM下断口的微观形貌为典型的等轴状韧窝断口。在韧窝的周围排布着大量的撕裂棱,且痕迹较为显著,可以判断断口的断裂机制是微孔聚合型断裂。由于外加载荷的作用,在晶体滑移面上产生大量的位错堆积,逐渐出现微小孔洞。再加上一些夹杂物、第二相析出物等随之运动,离开原来位置,也留下了细小孔洞,从而导致应力集中,微孔开始形核长大,相互聚集形成新的孔洞,最终连成一片,直至整个接头发生断裂。所以,在断口上可以看到大小不均、深浅不一的韧窝形貌。对于较大热输入的4#试样,断口中出现的韧窝数量较多,分布更密集。从韧窝的形状尺寸来看,热输入大的韧窝更小、更深,说明热输入大的接头塑性、强度优于热输入较小的。
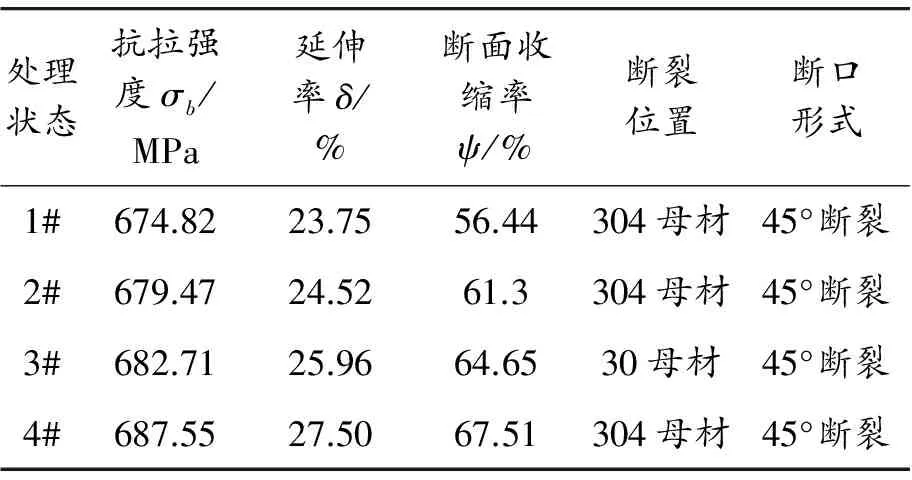
表5 不同热输入下,惯性摩擦焊的拉伸性能

图7 拉伸断口的微观形貌
3 结论
1) 304不锈钢与42CrMo合金钢惯性摩擦焊的工艺参数设置为:摩擦转速在3 900~4 500 r/min之间,顶锻压力为7 MPa,转动惯量为1.539 kg·m2,此时能得到优质的焊接接头。
2) 能谱分析表明:元素发生了相互扩散,有碳化物生成,随着热输入的增大,元素扩散越充分。
3) 42CrMo合金钢侧的飞边大于304不锈钢侧。从焊缝向母材,304不锈钢侧以单相奥氏体组织为主,焊缝有少量碳化物。42CrMo合金钢侧的近缝区以贝氏体和马氏体为主。42CrMo侧无明显的脱碳层。随热输入的增加,飞边尺寸增大,304不锈钢侧有σ相生成,而42CrMo钢侧生成的马氏体形态不同。
4) 42CrMo侧靠近焊缝中心硬度最高,42CrMo侧的热影响区内有软化区。随着热输入的增大,热影区宽度增大,304侧近焊缝区硬度升高,而42CrMo侧硬度下降。
5) 不同参数下的拉伸试样都断裂在304不锈钢母材上,断口呈45°断裂。断前有明显塑性变形,断口形貌以韧窝为主,属于韧性断裂。
[1] 秦国梁,马宏,耿培皓,等.45钢/304不锈钢连续驱动摩擦焊接工艺[J].焊接学报,2015(8):1-4.
[2] KESSLER M,SUENGER S,HAUBOLD M,et al.Modeling of upset and torsional moment during inertia friction welding[J].Journal of Materials Processing Technology,2016,227(1):34-40.
[3] ADIMOOLAM K L.Enhancing the properties of friction stir welded stainless steel joints via multi-criteria optimization[J].Archives of Civil and Mechanical Engineering,2016,16(9):605-617.
[4] RICHARD M,MALLIKARJUN K,MICHAEL P,et al.Phase transformations across high strength dissimilar steel inertia friction weld[J].Journal of Materials Processing Technology,2008,204(8):48-58.
[5] MA H,QIN G L,GENG P H,et al.Microstructure characterization and properties of carbon steel to stainless steel dissimilar metal joint made by friction welding [J].Materials & Design.2015,86:587-597.
[6] IRACHETA O,BENNETT C J,SUN W.A sensitivity study of parameters affecting residual stress predictions in finite element modelling of the inertia friction welding process[J].International Journal of Solids and Structures,2015,71(10):180-193.
[7] CAI Y C,LUO Z,FENG M,et al.Effect of activator on mechanical properties and intercrystalline corrosion resistance of austenitic stainless steel weld[J].Journal of Materials Processing Technology,2016,234(8):243-248.
[8] BENNETT C.Finite element modelling of the inertia friction welding of a CrMoV alloy steel including the effects of solid-state phase transformations[J].Journal of Manufacturing Processes,2015,18(4):84-91.
[9] 陈力.不锈钢/低合金钢焊接接头微观组织及力学性能研究[D].哈尔滨:哈尔滨工业大学,2009.
[10] 祖国胤,于九明,温景林.钎焊-热轧复合工艺制备不锈钢/碳钢复合板[J].焊接学报,2007,28(5):25-28.
ProcessofInertiaFrictionWeldingBetween304StainlessSteeland42CrMoSteel
WU Wei1,2, DENG Fa1
(1.College of Materials Science and Engineeingr,Chongqing University of Technology, Chongqing 400054, China; 2.Chongqing Municipal Engineering Research Center of Institutions of Higher Education for Special Welding Materials and Technology,Chongqing 400054,China)
The suitable inertia friction welding process parameters of 304 stainless steel and 42CrMo steel are explored. Microstructure and performance are analyzed by using optical microscope, SEM, and element distribution scanning. The results show that the dimension of the flash is related to the heat input, which on 42CrMo alloy steel side is larger. A “peak” of Cr element is appeared close to the seam, while the content of C element and Fe element are increased in the interface. There are no obvious decarburized layers on 42CrMo side. The microstructure of 42CrMo side are mainly composed of bainite, martensite, ferrite and sorbite. Martensite morphology is affected by heat input. A finer grains and carbide could be found on 304 side, and σ phase is generated under large heat input. The micro-hardness of 42CrMo steel weld seam is highest. With the increase of heat input, the micro-hardness of 304 stainless steel side increase, while 42CrMo side reduce. The tensile strength of the joint is up to 687.55 MPa, and the joint fracture at the base metal of 304 stainless steel with a ductile fracture, which took the form of dimple fracture.
304 stainless steel;42CrMo steel;inertia friction welding;process parameters;microstructure and performance
2016-11-28
重庆市科委自然科学基金资助项目(cstc2012jjA50026)
吴玮(1970—), 女,辽宁沈阳人,硕士,教授,主要从事特种焊接研发及无损检测研究,E-mail:weiwu@cqut.edu.cn。
吴玮,邓发.304不锈钢与42CrMo钢惯性摩擦焊工艺[J].重庆理工大学学报(自然科学),2017(12):72-77.
formatWU Wei,DENG Fa.Process of Inertia Friction Welding Between 304 Stainless Steel and 42CrMo Steel[J].Journal of Chongqing University of Technology(Natural Science),2017(12):72-77.
10.3969/j.issn.1674-8425(z).2017.12.012
TG453
A
1674-8425(2017)12-0072-06
(责任编辑林 芳)
