催化汽油加氢脱硫装置国V改造开工总结
2017-12-27赵德强董海明
赵德强 董海明
催化汽油加氢脱硫装置国V改造开工总结
赵德强 董海明
中国石油兰州石化公司
介绍了1.8×106t/a催化汽油加氢脱硫装置使用Axens公司Prime-G+工艺进行国V改造后的工艺流程和改造内容,分析了装置改造后开工运行初期满负荷工况和初步优化情况。对开工过程中存在的问题进行分析并提出解决措施。结果表明,Prime-G+工艺成熟可靠,轻、重及混合精制汽油的各项指标均达到国V汽油指标要求,通过减缓一段、二段加氢脱硫单元的脱硫率等初步优化措施,可降低辛烷值损失,降低辛烷值损失的措施可进一步优化。
催化汽油 加氢脱硫装置 国V改造 开工总结
中国石油兰州石化公司(以下简称兰州石化)1.8×106t/a催化汽油加氢脱硫装置采用法国Axens公司Prime-G+工艺[1-2],于2010年12月30日开车成功,生产满足国IV标准要求的车用汽油,产品中各主要质量技术指标均达到或优于设计要求[3]。从2017年1月1日起,在全国范围内执行车用汽油国V排放标准,兰州石化对1.8×106t/a催化汽油加氢脱硫装置进行改造,继续使用Prime-G+工艺,将催化汽油中硫质量分数由630μg/g降至10μg/g,改造后于2016年9月27日一次开车成功,产品质量满足国Ⅴ汽油标准。以下就装置开工运行初期满负荷生产、初步优化情况及开工过程中存在的问题进行总结。
1 改造前装置流程
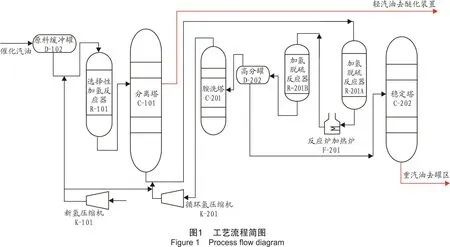
1.8 ×106t/a催化汽油加氢脱硫装置由选择性加氢单元(SHU)、加氢脱硫单元(HDS)两部分组成,3.0×106t/a和1.4×106t/a重油催化装置稳定汽油与氢气混合进入选择性加氢反应器(R-101),在Ni-Mo基催化剂HR845的作用下,进行二烯烃转化为单烯烃、轻硫醇转化为重硫化物和烯烃异构化反应。反应产物进入分离塔(C-101),被分离成轻汽油(LCN)和重汽油(HCN),轻汽油从第5层塔板侧线抽出,重汽油自塔底进入加氢脱硫反应器(R-201A),在Co-Mo基催化剂HR806的作用下进行深度加氢脱硫反应,烯烃进行部分饱和反应,再进入加氢脱硫反应器(R-201B),在Ni基催化剂HR841的作用下控制好重汽油的硫醇硫含量,反应产物进入稳定塔(C-202),塔顶分离轻烃和硫化氢。醚化装置投产后,轻汽油作为原料输至轻汽油醚化装置,重汽油则单独进罐区作为汽油调和组分,工艺流程简图见图1。
2 装置国V改造内容及流程
2.1 新增第二段加氢脱硫单元
新增二段加氢脱硫单元与一段加氢脱硫单元的工艺流程完全相同,一段加氢脱硫单元的重汽油产品进入新增的二段加氢脱硫单元进一步脱除硫化物,二段加氢脱硫单元单独设置循环氢脱硫、注水和硫化等设施。
2.2 使用新型脱砷剂ACT-969S
由于砷与催化剂活性组分结合能力强,极少量的砷化物即可能导致加氢催化剂永久中毒,影响操作的稳定性和装置的长周期运行,并造成产品质量不合格。改造后,采用Axens公司开发的新一代高效化学反应脱砷剂ACT969S,该催化剂以碱性金属为活性组分,高纯度氧化铝为载体,形状为球形,直径2~4 mm,堆密度610 kg/m3。可在高空速条件下有效脱除催化汽油中微量的砷和硅,且烯烃饱和率低,并具有活性高、砷容量高的特点[4]。
2.3 停用加氢脱硫反应器(R-201B)
加氢脱硫反应器(R-201B)的作用是脱除重汽油中的硫醇,改造后经两段加氢脱硫后重汽油中硫质量分数、硫醇质量分数均小于10μg/g,故停用反应器R-201B。
2.4 增设原料油预过滤器
原选择性加氢单元原料油过滤器、换热器及反应器压降上升较快,改造后原料油过滤器(SR-101A/B)前增设一组原料油预过滤器(SR-102A/B)。
2.5 塔盘更换
选择性加氢单元分离塔(C-101)因气液相负荷增大,需要更换第32~45层塔盘。
2.6 新增换热器(E-106)
为满足最大负荷下选择性加氢反应器反应末期入口温度的要求,增加选择性加氢进料/二段稳定塔塔底油换热器(E-106)。
2.7 部分机泵更换
选择性加氢反应器进料泵(P-101A/B)和轻汽油分离塔重沸炉泵(P-104A/B)流量增大,需要更换叶轮;一段加氢脱硫反应器床层间冷油流量增大,新增1台加氢脱硫冷油泵(P-203C)。
2.8 改造后工艺流程简图
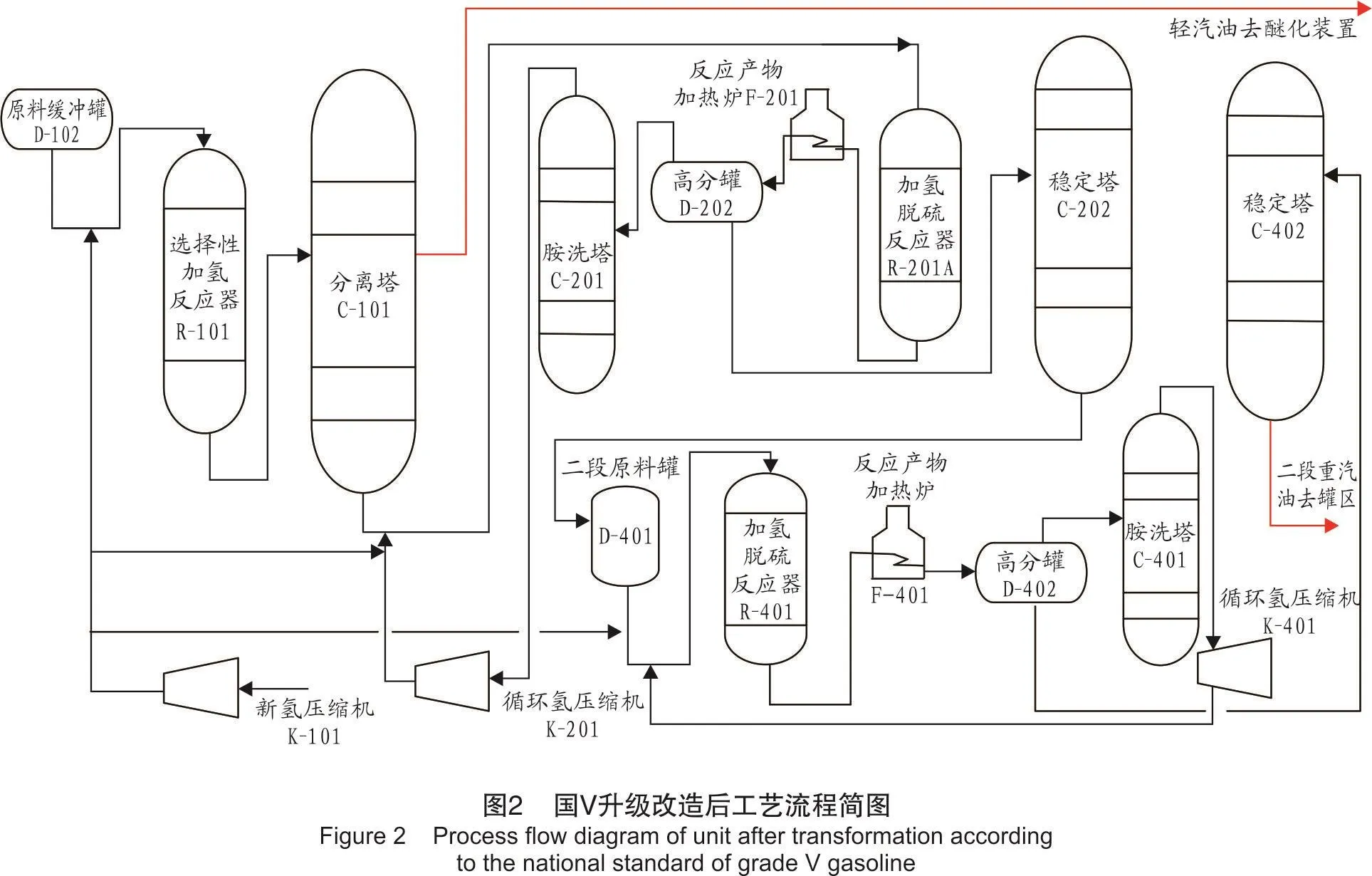
国V升级改造后工艺流程简图见图2,图中部分新增辅助设备未表示。
3 装置开工情况及初步优化情况
3.1 装置开工情况
1.8 ×106t/a催化汽油加氢脱硫装置改造后,于2016年9月10日进行氮气气密性试验,9月14日装填催化剂,9月21日进行氢气气密性试验,9月23日进行惰性石脑油置换冲洗,选择性加氢反应器(R-101)惰性石脑油浸泡,9月24日装置惰性石脑油循环正常,9月25日20:00切换3.0×106t/a重油催化装置催化汽油,切换比例为10%/h,到9月26日7:00全部切换为催化原料,9月27日4:00生产出满足国V汽油标准的混合精制汽油,开车一次成功。2016年9月27日11:00,轻汽油产品改去醚化装置,二段重汽油单独进罐区作为汽油调和组分。2016年9月27日23:00,1.4×106t/a重油催化装置汽油并入装置后,满负荷生产。开工后控制轻汽油和二段重汽油中硫质量分数≤6μg/g,其主要目的是为了尽快置换产品储罐里的国Ⅳ汽油。
3.2 初步优化情况
在生产一个半月后,罐区全部置换为国Ⅴ汽油后,装置进行了初步优化调整。优化措施如下:
(1)控制轻汽油的抽出比例≤27%,分离塔(C-101)的回流比按照设计值0.65操作,轻汽油中硫质量分数<10μg/g,终馏点控制在63~67℃。
(2)在选择性加氢单元(SHU),因催化剂为新剂,降低反应器人口温度及温升来抑制烯烃饱和的副反应发生,提高催化剂选择性。
(3)在一段、二段加氢脱硫单元(HDS),大氢油比操作,在保证重汽油中硫质量分数<10μg/g的情况下,通过减缓单段加氢脱硫单元的脱硫率,使一段、二段脱硫率尽可能接近或相等,降低每段烯烃饱和率,从而使汽油辛烷值损失大幅减小。
(4)控制轻汽油、重汽油中硫含量相近或相等。
3.3 优化前后情况分析
优化前后的原料油、产品分析数据见表1,工艺参数见表2。
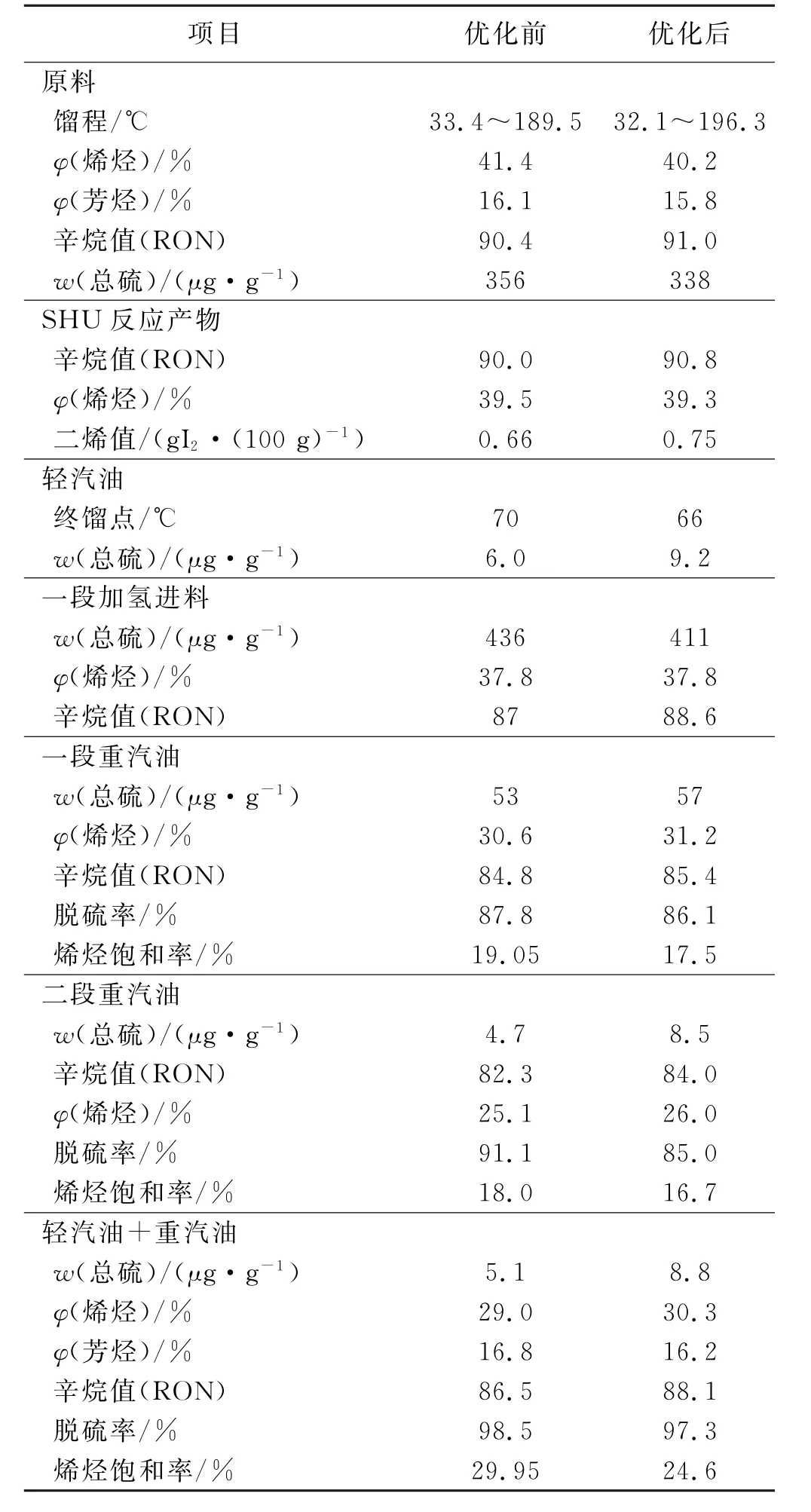
表1 优化前后原料油、产品分析数据Table 1 Analysis data of feed oil and product before and after optimization
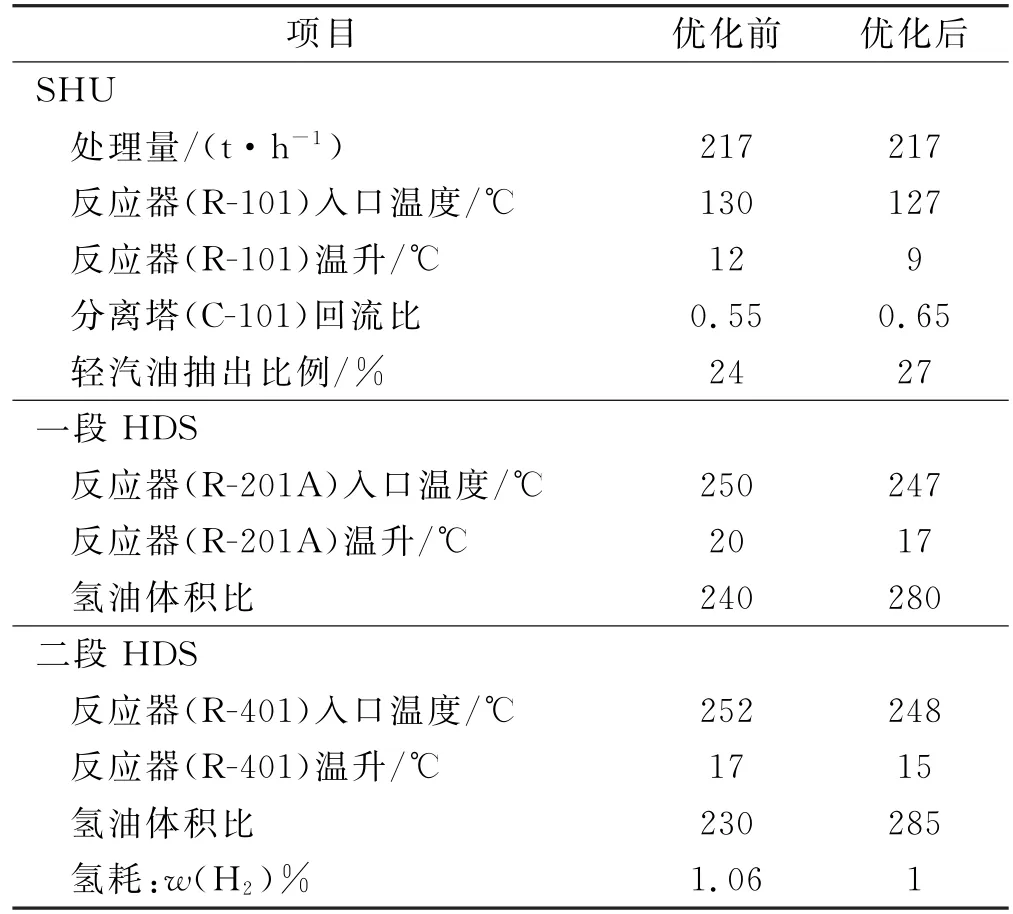
表2 优化前后工艺参数Table 2 Process parameters before and after optimization
从表1、表2可以看出,优化前原料中总硫质量分数较设计减少了近一半,说明原料性质较好。SHU反应产物的辛烷值损失为0.4个单位,选择性加氢反应器(R-101)催化剂活性高,选择性较差,烯烃体积分数从41.4%降至39.5%,烯烃发生了较多的加氢饱和副反应;轻汽油终馏点70℃,超过醚化装置指标要求,分离塔(C-101)回流比小于设计值,轻重汽油分割效果差,造成辛烷值的损失;一段、二段加氢脱硫单元脱硫率,烯烃饱和率较大,轻汽油+重汽油的总脱硫率为98.5%,烯烃饱和率为29.95%,烯烃饱和率较高,辛烷值损失为3.9个单位,损失过大,表明运行初期催化剂HR-806S活性高,反应深度大,氢耗超过设计值,由于Prime-G+工艺中不发生芳烃饱和及裂化反应,产品与原料中芳烃含量相比变化不大。
按照优化的对策实施后,R-101入口温度及温升降低;由于烯烃体积分数大于40%,反应较为剧烈,SHU反应产物的二烯值<1 I2g/100 g,烯烃降低值从1.9个单位降至0.9个单位,辛烷值损失由0.4个单位降至0.2个单位;分离塔轻汽油抽出比例提高至27%;回流比提高至设计的0.65,分离精度提高,轻汽油终馏点降至66℃,硫质量分数提高至9.2μg/g,满足国Ⅴ汽油的质量要求;加氢脱硫反应器(R-201A、R-401)入口温度及温升降低,氢油比提高,脱硫率和烯烃饱和率降低。一段HDS与二段HDS脱硫率、烯烃饱和率基本接近,二段重汽油与轻汽油中硫质量分数基本一致,满足国Ⅴ汽油质量要求。一段HDS与二段HDS单元大氢油比操作,有助于抑制结焦前驱物的脱氢缩合反应;轻汽油+重汽油的烯烃饱和率降低5个单位,辛烷值损失由3.9降至2.9,与设计的辛烷值损失2.2仍有差距,存在进一步优化的空间。
4 开工过程中存在问题及解决措施
4.1 分离塔分割效果差
4.1.1 情况说明
分离塔(C-101)轻汽油抽出比例≤24%,轻汽油中硫质量分数为4~6μg/g,达到国V指标要求,但其终馏点为72~75℃,超过醚化装置63~67℃的指标要求,轻汽油90%点和重汽油10%点的温度差见表3。从表3可以看出,轻汽油90%点和重汽油10%点的温度差为17~21℃,表明轻重汽油分割效果差,分离塔分割效果不好。塔顶气气相组成分析见表4,从表4可以看出,塔顶气气相组成中(C5+C6)体积分数>7%,表明部分轻汽油进入塔顶气相,既影响轻汽油的收率,又造成了辛烷值的损失。
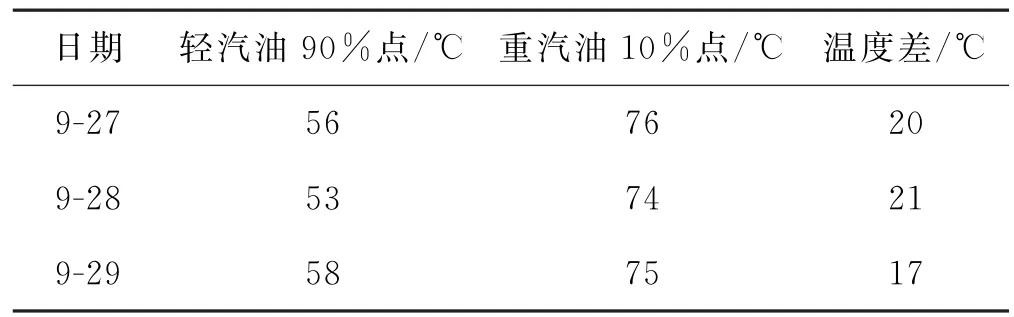
表3 轻汽油90%点和重汽油10%点温度差Table 3 Temperature difference betweenLCN 90%TBP and HCN 10%TBP
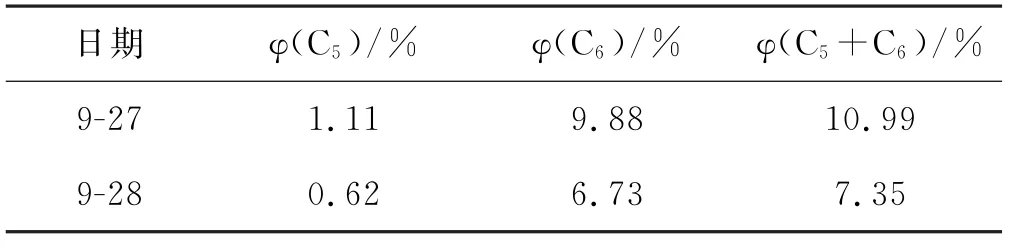
表4 塔顶气气相组成分析Table 4 Gas phase composition analysis of overhead gas
4.1.2 原因分析
对分离塔(C-101)的工艺参数进行分析,进料温度为130℃,重沸炉(F-101)出口温度为220℃,两者均偏低,造成分离塔整体热量不足,回流比为0.55,小于设计值0.65,回流效果不佳;塔顶压力为0.8 MPa,低于设计值0.89 MPa,容易造成部分轻汽油进入塔顶气相。从轻汽油抽出情况来看,抽出比例偏低,塔顶负荷大,气相未完全冷凝冷却,造成轻汽油收率的损失。
4.1.3 措施及效果
措施:分离塔(C-101)进料温度提高至140℃,重沸炉(F-101)出口温度提高至225℃,塔顶压力提高至0.89 MPa,回流比达到0.65,轻汽油抽出控制比例约26%。
效果:轻汽油中硫质量分数6~7μg/g,终馏点65~67℃,满足醚化装置终馏点63~67℃的指标要求,轻汽油90%点为45~47℃,重汽油10%点为76~79℃,温度差为30~32℃,分离塔塔顶气相中C5+C6体积分数降至4%以下,分离塔分割精度提高,降低了辛烷值损失。
4.2 一段、二段HDS反应器发生飞温
4.2.1 情况说明
9月26日15:00左右,在全部切换为催化汽油后的工艺参数调整过程中,由于一段、二段HDS反应器入口温度上升较快,导致出现一段、二段HDS反应器温度在全量打急冷油的情况下,温度迅速上升,短时间内无法控制,发生飞温,造成联锁停工。
4.2.2 原因分析
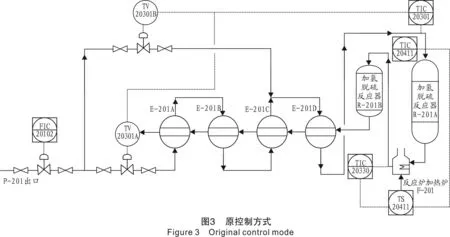
分析原因,主要包括以下方面:①本次改造后催化剂更换为新剂,活性高;②为了缩短产品质量合格时间,初始反应温度设定较高,温度调整幅度大;③SHU单元分离塔(C-101)轻汽油抽出量减少较多,高烯烃组分压入重汽油中,造成HDS单元反应剧烈;④一段HDS反应器温度控制方式发生改变,原控制方式见图3,新控制方式见图4,新增二段HDS反应器温度采用图4中的控制方式,操作人员不适应,还没有完全掌握好新的控制方式。
原控制方式反应器入口温度容易控制,灵敏且稳定,但不节能,改为新的控制方式后,反应器入口温度不易控制,滞后时间长,不稳定,但比较节能。
4.2.3 措施
对操作人员进行如图4所示控制方式的操作培训,在相同负荷下,找出反应炉炉膛温度和反应器进出口温度的大致对应关系,根据反应炉炉膛温度及反应器进口温度的变化趋势及时进行调整。反应温度上升较快时,采用反应炉熄火的措施避免装置联锁停工。

4.3 胺洗系统未投用正常
4.3.1 情况说明
9月26日,装置主要工艺参数见表2,轻汽油中硫质量分数为9.5μg/g,达到国V汽油质量要求,但一段、二段重汽油中硫质量分数分别为280μg/g、70 μg/g,原料油中硫质量分数为340μg/g,一段HDS脱硫率仅为18%,脱硫率太低;二段HDS脱硫率为75%,基本正常。
4.3.2 原因分析
一段重汽油中硫质量分数为280μg/g,首先排除了原料与一段HDS反应产物换热器(E-102)内漏的情况;其次,从工艺参数分析,一段、二段HDS反应温度接近,一段、二段HDS脱硫率应该接近一致,而一段HDS脱硫率仅为18%,可以排除工艺参数的影响;第三,从胺洗系统的分析数据来看,一段胺洗塔后循环氢中硫化氢质量分数为400μg/g,远远高于硫化氢质量分数≤50μg/g的指标要求,二段胺洗塔后循环氢中硫化氢质量分数为40μg/g,满足要求,说明一段胺洗塔(C-201)存在问题,检查一段胺洗塔的操作参数可知,贫胺液流量为13 t/h,达到设计要求,胺洗塔温差控制在5~10℃,符合要求;排查发现,胺洗塔旁路阀未完全关闭,部分循环氢未进行胺洗,导致脱硫效果变差,循环氢中高硫化氢含量对加氢脱硫有严重的抑制作用。同时,硫化氢与未反应的烯烃重排生成一部分大分子硫醇,使重汽油中的硫醇硫含量升高[5],导致脱硫率很低。在完全关闭胺洗塔旁路阀后,一、二段重汽油中硫含量逐渐降低。9月27日,二段重汽油中硫质量分数达到6μg/g,达到国Ⅴ汽油质量要求。
4.3.3 措施
加强一、二段胺洗塔后循环氢中硫化氢含量的监控,如果硫化氢质量分数>50μg/g的指标,要及时调整胺洗塔的操作,控制好一段、二段循环氢的胺洗效果及胺洗塔温差控制,避免出现产品中硫含量不合格的情况。
5 结论
(1)兰州石化催化汽油加氢脱硫装置使用AXENS公司的Prime-G+工艺进行国Ⅴ汽油改造,其技术成熟可靠,采用的催化剂活性高、稳定性好,轻、重及混合精制汽油的各项指标均达到国Ⅴ汽油指标要求。
(2)解决开工初期出现的问题,确保装置平稳运转;通过减缓一段、二段HDS单元的脱硫率等初步优化措施,辛烷值(轻汽油+重汽油)损失由3.9降至2.9个单位,可以根据轻汽油、二段重汽油在线硫分析仪数据变化趋势实施卡边生产,对一段、二段HDS单元的反应参数、脱硫率和烯烃饱和率进一步实施优化控制,降低装置氢耗和辛烷值损失,提高产品收率。
[1]刘成军,曲鑫,潘万群,等.催化汽油加氢脱硫装置设计及开车总结[J].石油与天然气化工,2011,40(1):37-41.
[2]高道伟,段爱军,赵震,等.FCC汽油加氢脱硫工艺技术研究进展[J].石油与天然气化工,2013,42(3):216-221.
[3]赵德强.Prime-G+工艺在兰州石化1.8 Mt/a催化汽油加氢装置的应用[C]//2013年中国石油炼制技术大会论文集.北京:中国石化出版社,2013:491-498.
[4]刘成军,赵龙,邓建勇,等.750 kt/a催化汽油加氢脱硫装置的改造与运行[J].炼油技术与工程,2016,46(1):1-6.
[5]尤百玲,赵乐平,庞宏,等.循环氢中杂质含量对汽油选择性加氢脱硫的影响[J].炼油技术与工程,2012,42(5):12-16.
下期要目
1 FCC汽油选择性加氢装置产品辛烷值低的原因分析及改进措施
2超声辅助酸碱改性活性炭纤维对DBT脱硫性能的研究
3三甘醇脱水装置汞分布及汞污染控制措施
4煤化工石脑油作为乙烯裂解原料的技术分析
5高比表面积介孔SiO2负载V-P氧化物催化乙酸-甲醛羟醛缩合制丙烯酸研究
6大型LNG储罐预冷数值模拟
7水平井对泡排携液效果的影响研究
8新型物理交联凝胶体系性能特点及调驱能力研究
9金属铁盐辅助稠油多环芳烃对CO水热变换新生氢富存研究
10粉煤灰低密度水泥浆在塔河油田堵漏中的应用
11二氧化碳驱采出井缓蚀剂筛选与评价流程研究
12海上油田聚表二元复合体系组分浓度快速检测技术
13中国页岩气技术标准体系的建设与展望
14净化厂回用水对循环水影响及控制措施研究
15压缩机厂房可燃气体泄漏扩散的数值模拟
16高含硫天然气净化厂中控室暖通系统技术优化与应用评价
Start-up summarization of FCC gasoline hydrodesulfurization unit transformation according to national standard of grade V gasoline
Zhao Deqiang,Dong Haiming
PetroChina Lanzhou Petrochemical Company,LanZhou,Gansu,China
This paper introduced the process flow and transformation items of 1.8 Mt/a FCC gasoline hydrodesulfurization unit which used Axens company Prime-G+technology to transform according to the national standard of grade V gasoline.Initial operation under full capacity and preliminary optimization condition were analyzed.The problems existing in the start-up process were analyzed and solutions were put forward.The results showed that the Prime-G+process was mature and reliable,and the indexes of light,heavy and blended refined gasoline were up to the requirements of the national standard of grade V gasoline.The octane number loss could be reduced by reducing the desulfurization rate of first stage and second stage HDS,and the measures could be further optimized.
FCC gasoline,hydrodesulfurization unit,transformation according to national standard of grade V gasoline,start-up summarization
TE624.4+31
B
10.3969/j.issn.1007-3426.2017.06.005
赵德强(1973-),男,理学硕士,高级工程师,主要从事加氢装置的生产工艺及安全管理工作。E-mail:zhaodq-1@petrochina.com.cn
2017-04-17;编辑:温冬云
