延长气田含甲醇污水再生系统模拟及优化改造
2017-12-27赵运涛曹强强李稳宏
赵运涛 王 毅 曹强强 郭 琦 范 峥 刘 安 李稳宏
延长气田含甲醇污水再生系统模拟及优化改造
赵运涛1王 毅1曹强强1郭 琦1范 峥2刘 安3李稳宏3
1.陕西延长石油天然气有限责任公司 2.西安石油大学化学化工学院 3.西北大学化工学院
延长气田含甲醇污水处理装置自投用以来,始终存在设备易结垢、易腐蚀,运行不稳定,产品质量不合格,尤其是甲醇产品指标无法满足设计要求等诸多问题。分别选择NRTL方程作为理想的热力学模型和Aspen plus软件全流程模拟甲醇再生系统,为后续优化改进提供了可靠的基础模型。进而提出了甲醇再生工艺优化方案,包括:增添空冷器及提升泵、改变塔板形式、增加塔板高度等,同时对优化后甲醇再生工艺进行流程模拟。结果表明甲醇产品和回注水模拟值均达到设计要求。利用该优化方案改造后的甲醇再生新装置已成功试车,装置运行安全稳定,甲醇产品质量分数为96.10%、回注水甲醇质量分数为0.19%,满足工业生产指标。
含甲醇污水 甲醇再生系统 流程模拟 优化改造
在气田开采过程中,天然气水合物的生成容易引起管线及设备的结冰冻堵、腐蚀损坏,给企业带来严重的经济损失和安全隐患[1-2]。目前,防止天然气水合物生成的措施主要有加热升温、节流降压和添加抑制剂等[3-4]。而甲醇凭借投资费用低廉、可循环再生,以及作为临时性解堵剂可在一定程度上溶解已经形成的水合物等独特优点,成为天然气气井最常用、最普遍的水合物抑制剂[5-6]。
延长气田含甲醇污水处理装置于2012年11月投产,装置规模为150 m3/d,包括甲醇污水预处理单元和甲醇再生单元。该装置在预处理单元脱除甲醇污水中CO2、H2S等酸性气体、乳化油、机械杂质和悬浮物等杂质后,在再生单元采用精馏工艺将甲醇与水分离,按照进料甲醇质量分数20%~50%出合格产品进行设计,脱甲醇后的废水通过注水井回注地层,要求甲醇质量分数小于0.3%,再生出的甲醇供气田循环使用,要求质量分数大于95%。
目前,甲醇再生单元主要存在以下问题:①装置处理量达不到设计指标,实际处理量约为90 m3/d,低于设计值150 m3/d;②进装置污水含醇量低于设计要求,基本维持在10%左右,使得再生后的甲醇质量分数基本维持在80%~88%之间,达不到设计值95%。因此,对甲醇再生装置进行流程模拟及优化改进研究就显得十分必要。本研究利用Aspen plus软件对甲醇再生系统进行模拟计算。根据模拟结果,结合现有塔内件参数,对当前的甲醇再生塔进行优化改造,使得甲醇产品和回注水质量分数满足工业生产指标。
1 甲醇再生系统工艺流程及运行现状
1.1 设计基础
延长气田单井产水量尚无准确测试数据可以参考,因此借鉴类似的大牛地气田开发经验,1.0×104m3天然气产水量按0.8 m3考虑,根据延长气田目前5×108m3天然气集气规模,单井年生产时间按330天计算,日总产水约122 m3/d。一般情况下,冬季甲醇污水中的甲醇质量分数较高,约为50%,夏季甲醇污水中的甲醇质量分数较低,最低约为20%。因此,污水中甲醇质量分数按20%~50%计。考虑液量波动,污水处理站处理规模按照150 m3/d设计。
1.2 甲醇再生工艺流程
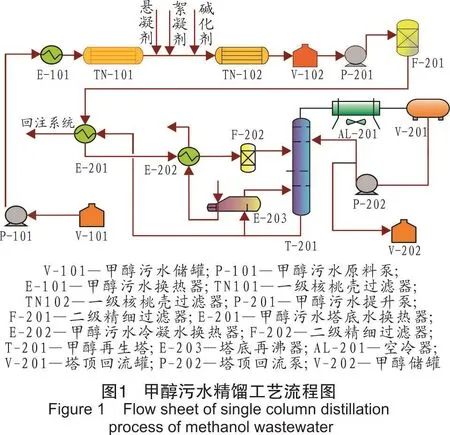
预处理后甲醇污水出水水质达到ρ(油)≤30 mg/L、ρ(悬浮物)≤30 mg/L后送入甲醇污水储罐,通过甲醇污水原料泵加压至一级核桃壳过滤器过滤,再与甲醇污水塔塔底水换热器、甲醇污水冷凝水换热器换热后,原料液进入二级精细过滤器,使出水水质达到ρ(油)≤10 mg/L、ρ(悬浮物)≤5 mg/L,温度达到82℃进入甲醇再生塔。塔底液体靠液位差流入塔底再沸器,利用蒸汽加热使部分水汽化返回塔底,另一部分去甲醇污水塔底水换热器换热后送往脱甲醇废水处理系统;塔顶甲醇蒸汽经空冷器冷凝至饱和液体后进入塔顶回流罐,而后用塔顶回流泵吸出加压,一部分液体回流进入塔顶,一部分液体作为产品进入甲醇储罐。
综上可知,在甲醇再生工艺流程中,甲醇再生塔作为甲醇回收的核心设备,其合理设计对甲醇再生系统的稳定运行起着至关重要的作用。图1为甲醇污水精馏工艺流程图。
1.3 甲醇再生系统存在问题及分析
(1)甲醇再生装置腐蚀堵塞严重,由于来水水质复杂,换热器、过滤器堵塞频繁须不定时停工清理。同时,甲醇再生塔塔身和塔盘的结垢与腐蚀情况十分严重,严重影响精馏塔的精馏效果。
(2)甲醇再生塔精馏段和提馏段分别采用抗堵性能较差的填料(5 m)及ADV浮阀塔板结构(24层),其结垢、腐蚀问题严重。通过计算,现有甲醇再生塔精馏段填料的实际理论板当量高度为1.89 m,提馏段ADV浮阀塔板的实际塔板效率为20%左右,均远远偏离设计值0.625 m和50%。这直接导致了塔顶甲醇产品和塔底回注水,尤其是塔顶甲醇产品的质量指标始终无法满足设计要求。
(3)甲醇再生塔的含醇污水进料温度为32.0℃,远低于设计值82.0℃。这是因为,在精馏段填料高度不足或理论板当量高度严重偏低时,通过过冷进料的方式可以对塔顶产品质量起提升作用。
(4)甲醇再生塔塔底再沸器采用的是虹吸式自然循环方式,甲醇污水发泡严重,致使循环效果不佳,产生汽阻现象,温度不易控制,不利于再生塔正常操作。
(5)通过核算发现甲醇再生塔塔顶干式空冷器换热面积富余量过低,特别是在夏季高温天气时换热明显不足。
目前,甲醇再生装置处理量为3.897 m3/h,远低于设计值6.25 m3/h;甲醇产品质量分数为83.10%,同样低于设计要求95%,工艺操作参数与设计值相差很大。因此,很有必要对甲醇再生装置进行流程模拟及优化改进。
2 甲醇再生系统模拟流程建立
2.1 热力学模型的选择
Aspen plus是美国Aspen Tech公司研发的,其具有严格的机理模型和全过程计算方法,主要用于对油气开采、石油化工、节能环保、炼油冶金及医药化工等工艺过程中的单个操作单元选型设计、灵敏度分析和流程模拟优化及改造[7]。本研究分别选择NRTL和ASME Steam模型对甲醇再生工艺这一高度非理想极性体系以及蒸汽供给系统进行准确描述[8]。
2.2 模拟流程的建立
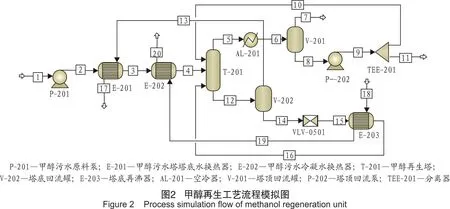
在Aspen plus软件流程窗口的模块库中选择相应单元模块利用物流、能流将其连接起来建立整个甲醇再生流程模拟的数学模型。图2为甲醇再生工艺流程的模拟图。
2.3 模拟结果的输出与验证
为了验证模拟流程的可靠性,将甲醇再生系统全流程模拟过程的实际值与模拟值进行了对比分析,结果见表1。
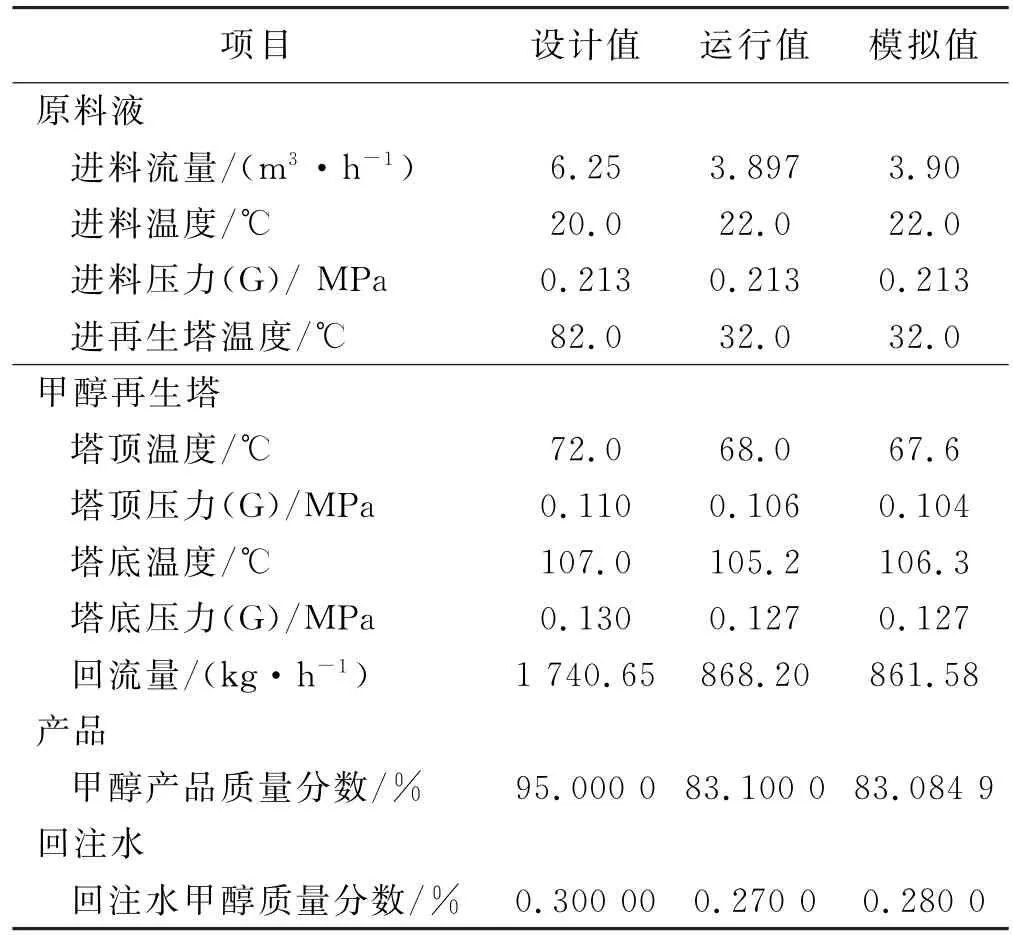
表1 甲醇再生系统流程模拟结果与实际运行参数对比Table 1 Comparison of simulation data and actual operation parameters
由表2可知,实际运行值与模拟值吻合度很高,作为衡量再生系统是否正常稳定运行指标的甲醇产品及回注水质量分数均满足了要求。全流程模拟结果说明,Aspen plus软件能够成功模拟甲醇再生系统,适用于该系统工艺优化及改进。
3 甲醇再生系统优化模拟研究
3.1 优化研究方向
(1)将甲醇再生塔ADV浮阀塔板改为防垢能力很强的斜孔塔板,同时在原装置基础上增添了新塔作为提馏段。经过核算,当甲醇污水进料为10%(w)时,提馏塔理论塔板数至少要12块,实际塔板数为36块,回注水质量分数才能合格。精馏塔为24层斜孔塔盘和5 m规整填料的耦合塔。
(2)在提馏塔塔底添加一台塔底水提升泵。
(3)在精馏塔塔顶添加一台干式空冷器。
3.2 甲醇再生优化系统模拟流程建立
借助Aspen plus软件模拟甲醇再生精馏过程,研究优化改造方案,提高甲醇产品质量分数,降低装置能耗,提高经济效益。根据甲醇污水组成,利用Aspen plus软件对甲醇再生工艺进行模拟,建立甲醇再生工艺全流程模拟流程图(见图3)。
3.3 优化后工艺流程及结果
在流程模拟的基础上,依据工艺优化研究方案重新搭建了甲醇再生工艺流程模拟,各股关键物流的输出结果见表2。通过对甲醇再生工艺优化模拟后,甲醇产品质量分数为96.18%、回注水质量分数为0.05%,满足工业要求。
4 工业应用
在上述优化模拟的基础上,延长甲醇污水处理厂对原甲醇再生装置进行了升级改造,主要包括以下内容。
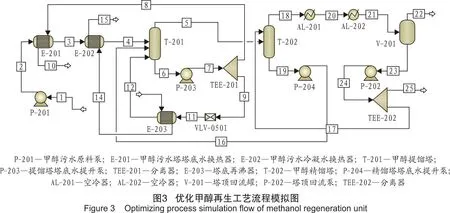
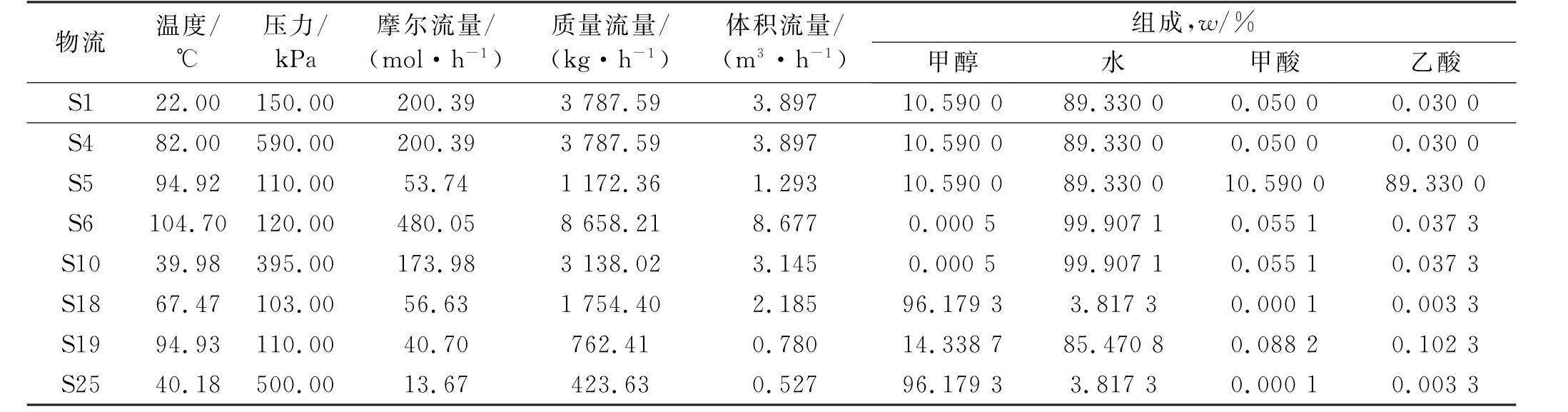
表2 甲醇再生装置流程模拟优化结果一览表Table 2 Optimization results of process simulation of methanol regeneration unit
(1)新建湿式空冷器一台,新增提馏塔塔底水提升泵一台,对部分诸如机泵、换热器等关键设备进行相应的升级改造。
(2)甲醇再生塔改为复合塔,提馏塔为36层斜孔塔盘,精馏塔为24层斜孔塔盘+5 m规整填料。
目前,新建150 m3/d甲醇再生装置已成功试车,装置运行安全稳定,甲醇产品和回注水甲醇质量分数均达到工业指标。升级改造后甲醇再生装置主要运行及分析数据汇总见表3。其中,甲醇产品质量分数为96.10%、回注水甲醇质量分数为0.19%。对比表2表明,优化模拟方案效果良好。
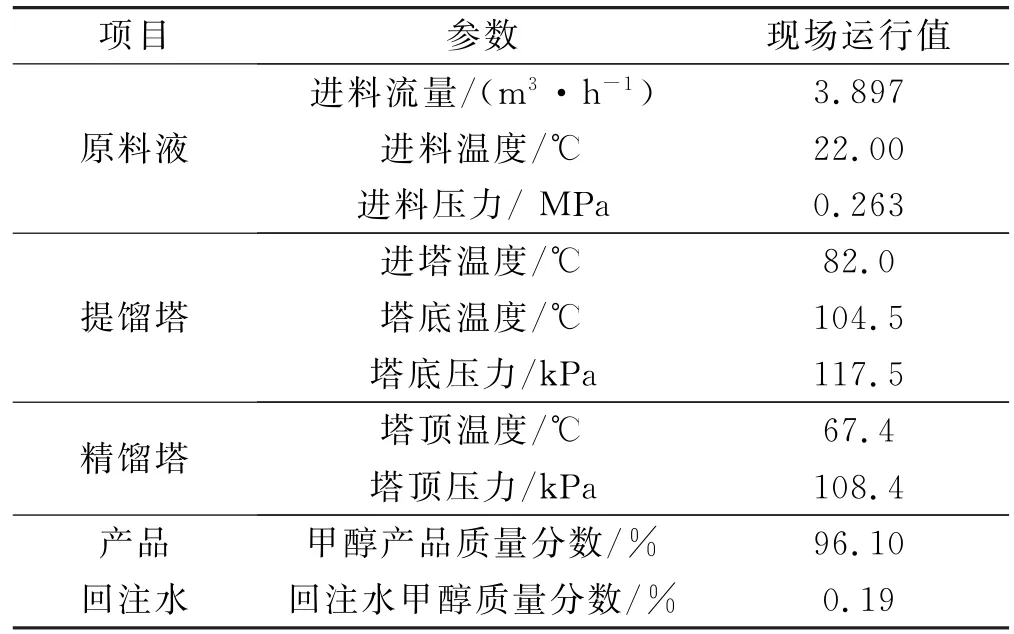
表3 升级改造后装置主要运行参数Table 3 Main operation parameters of the upgraded methanol regeneration unit
5 结论
(1)利用Aspen plus流程模拟软件对甲醇再生工艺进行了流程模拟,甲醇产品质量分数、回注水甲醇质量分数等关键指标的模拟值与实际运行值高度吻合,说明该软件能成功模拟甲醇再生工艺,适用于对工艺进行优化改进。
(2)在流程模拟的基础上提出优化方案:为了提高提馏塔底部循环效果,保证塔的正常操作,在提馏塔塔底增添塔底水提升泵;为了保证甲醇产品能够正常降温,新增加一台干式空冷器;为了提高塔器抗堵性能、降低结垢情况,将甲醇再生塔ADV浮阀塔板改为防垢能力更好的斜孔塔板;为了保证甲醇产品及回注水浓度,增加了提馏塔,提馏塔采用36层斜孔塔盘,精馏塔为24层斜孔塔盘和5 m规整填料的耦合塔。
(3)依据优化研究方案,对甲醇再生工艺进行了流程模拟。结果表明,甲醇产品质量分数为96.18%、回注水甲醇质量分数为0.05%,满足设计要求。该优化方案已经成功应用于工业生产过程之中,新建的甲醇再生装置运行安全平稳,甲醇产品质量分数为96.10%、回注水甲醇质量分数为0.19%,满足工业生产指标,并与优化模拟结果相近,表明本次优化模拟方案及结果可行且准确。
[1]徐昌辉,申凯,王有良.天然气水合物预测方法与防治措施分析[J].辽宁化工,2016,45(1):73-75.
[2]周厚安,汪波,金洪,等.川渝气田天然气水合物防治技术研究与应用进展[J].石油与天然气化工,2012,41(3):300-303.
[3]王遇冬.天然气处理与加工工艺[M].北京:石油工业出版社,1999.
[4]赵欣,邱正松,江琳,等.动力学抑制剂作用下天然气水合物生成过程的实验分析[J].集输与加工,2014,34(2):100-110.
[5]陈小锋,崔斌,王瑛罡.长庆气田天然气水合物防治浅议[J].天然气与石油,2006,24(5):10-12.
[6]单巧利,李勇,张超,等.长庆气田甲醇污水水质特点分析[J].油气田环境保护,2012,22(6):47-49.
[7]孙兰义.化工流程模拟实训-Aspen Plus教程[M].北京:化学工业出版社,2015.
[8]ZUO G Z,WANG R,FIELD R,et al.Energy efficiency evaluation and economic analyses of direct contact membrane distillation system using Aspen plus[J].Desalination Journal,2011,283:237-244.
Simulation and optimizing reformation of methanol-containing waste water regeneration system in Yanchang gas field
Zhao Yuntao1,Wang Yi1,Cao Qiangqiang1,Guo Qi1,Fan Zheng2,Liu An3,Li Wenhong3
1.Shaanxi Yanchang Petroleum(Group),Yan'an,Shaanxi,China;2.School of Chemistry and Chemical Engineering of Xi'an Shiyou University,Xi'an,Shaanxi,China;3.School of Chemical Engineering of Northwest University,Xi'an,Shaanxi,China
There were several problems after the application of methanol-containing waste water regeneration system in Yanchang gas field,including significant fouling or corrosion,unstable operation,unqualified product,especially the failing of methanol product to meet the design requirements.Both NRTL equation as rational thermodynamic model and Aspen plus software were used to simulate the whole methanol regeneration process,which proved that this software could successfully simulate and optimize methanol regeneration system.An optimizing process simulation of methanol regeneration system was established by adding the cooler and pump,changing plate form,increasing the plate height.Results showed that the concentration of methanol and reinjection water both met the design requirements.Industrial methanol regeneration unit after renovation based on optimizations ran safely and smoothly,with the concentration of methanol and reinjection water were 96.10%and 0.19%,respectively.Both parameters were close to optimized results,indicating that the optimization simulation project was feasible and accurate.
methanol-containing waste water,methanol regeneration system,process simulation,optimizing reformation
赵运涛(1975-),男,工程师,现就职于陕西延长石油(集团)有限责任公司,任延长炼化公司生产技术部总调度长,长期从事液化天然气生产技术管理工作。E-mail:38388974@qq.com
TE992
A
10.3969/j.issn.1007-3426.2017.06.021
2017-05-12;编辑:钟国利
