用开槽弯曲成形方法加工金属异型材
2017-12-22刘民祥余松敏侯玉龙慕显峰
刘民祥 ,余松敏 ,侯玉龙 ,慕显峰
(1.天水锻压机床有限公司,甘肃 天水 741020;2.甘肃省制管装备自动化及信息化重点实验室,甘肃 天水 741020)
用开槽弯曲成形方法加工金属异型材
刘民祥1,2,余松敏1,2,侯玉龙1,2,慕显峰1,2
(1.天水锻压机床有限公司,甘肃 天水 741020;2.甘肃省制管装备自动化及信息化重点实验室,甘肃 天水 741020)
小批量多品种的金属异型材成形,可以采用开槽弯曲方法进行,即开槽弯曲成形方法。这种开槽弯曲成形金属异型材的加工方法步骤简便,工艺直观,不需制作复杂的模具,使用现有的通用板材加工设备和模具(如板料开槽机、板料折弯机)即可制作加工复杂的金属异形型材,具有在多种行业使用推广的价值。
金属异型材;开槽弯曲成形;板料开槽机;板料折弯机
目前国内外新兴中高档装饰行业以及商厦、酒店、银行、机场等场所的豪华装潢中,大量用到金属异型材,例如金属栏杆、金属广告灯箱架、金属柜台、金属家具、金属造型、金属景观等。所用的金属材料主要为普钢、不锈钢、铜、铝合金或其他金属型材。
现有技术对金属异型材的加工方法工艺复杂,小批量生产时成本高,在加工复杂金属型材时受模具限制有时根本无法成形。
采用开槽弯曲成形方法加工金属异型材,步骤简便,工艺直观,不需制作复杂模具,使用现有的通用板材加工机械设备,如板料开槽机和板料折弯机,即可制作加工金属异型材。该方法加工金属异型材效率高,成本低,值得大规模推广。
1 常用加工方法
(1)铸造工艺方法。该加工方法主要是用高温融化的金属浇注入预制模具中成形金属异型材。工艺复杂,加工周期长,容易污染环境。
(2)轧制工艺方法。该加工方法主要是用轧钢机在高温条件下将钢锭轧制成形金属异型材。小批量生产时成本高,特殊型材无法加工。
(3)辊轧工艺方法。该加工方法主要是用辊轧机通过多道滚轧轮将金属板材滚轧成形金属异型材。模具加工复杂,有最少批量限制,特殊型材无法加工。
(4)折弯工艺方法。该加工方法主要是用板料折弯机通过多道折弯工序将金属板材折弯成形金属异型材。加工精度不高,且加工复杂型材时模具复杂,或受模具限制无法成形。
(5)焊接工艺方法。该加工方法主要是用预制成形的板料通过拼装、组对、焊接成形金属异型材。加工工序多,焊接容易变形,费工费时费料。
2 开槽弯曲成形方法
用开槽弯曲成形方法加工金属异型材,主要包括两道工序:一是开槽,二是弯曲。
2.1 开槽
开槽就是用板料开槽机在金属异型材的展开板材上的特定位置,加工V型、U型或Y型等形状的槽,并控制开槽角度、开槽深度以及槽间的宽度。
以V型开槽为例,当金属异型材外观为阳角弯曲时,V型角度主要有两种:一种V型开槽角度为100°,用于弯制角度为 90°~179°的弯;另一种 V 型开槽角度为140°,用于弯制角度为45°~90°的弯。
金属异型材外观为阴角弯曲时,V型开槽的V型角度只有一种,一般为 100°,用于弯制 30°~179°之间任意角度的弯,且V型开槽在弯曲阴角的背面。
弯制装饰性金属异型材时,V型开槽的深度主要有两种:一种是开槽的深度为板厚的二分之一左右,另一种是开槽的深度为板厚的三分之二左右。由于金属板料开槽后剩余的被弯曲材料厚度不同,在弯曲时所需的弯曲力也不同,当被弯曲的弯角处V型槽的深度为板厚的三分之二时,仅剩三分之一的板厚,由于所需弯曲力小于剩余二分之一板厚的弯曲力,所以在弯制此弯角时不会影响到其他已成形的弯角。
弯制结构性金属异型材时,V型开槽的深度也有两种:一种是开槽的深度为板厚的三分之一左右,另一种是开槽的深度为板厚的二分之一左右。
在金属异型材展开的板料上,控制V型槽之间的宽度形式主要也有两种:一种为等距离宽度,即槽与槽之间的间隔宽度距离是相同的,这样可以弯制两端等截面形状的金属异型材;另一种为不等距离宽度,即槽与槽之间的间隔宽度距离是不相同的,这样可以弯制两端不等截面形状的金属异型材,即大小头截面形状的金属异型材。
2.2 弯曲
用开槽弯曲成形方法加工金属异型材的弯曲工序,主要是按照金属异型材的内在弯制规律,编制排列弯曲顺序,然后在板料折弯机上按照弯曲顺序进行弯曲,也可以在压力机或其他机械设备上进行弯曲。
弯曲用上模常用88°或58°的直模和鹅颈模,以及平头模;弯曲用下模常用88°单槽V型模和58°单槽V型模。
开槽后进行弯制时,一般常用88°单槽V型模弯制90°的弯;58°单槽V型模则可以用来弯制60°~90°的弯。按照金属异型材的弯制规律和弯曲顺序,一道弯一道弯地弯制成金属异型材。
3 金属异型材加工实例
如图1所示金属异型材,展开后成为图2中弯曲前的金属平板料。在金属平板料上按图1所示形状尺寸先加工等距离的V型槽,如图2所示的槽1、槽2、槽3、槽4、槽6、槽7,槽与槽之间的距离对应金属异型材的等距离的宽边和窄边;由于图1所示的金属异型材属于装饰性金属异型材,所以槽1、槽2、槽3、槽4、槽6的开槽深度控制为板厚的二分之一。槽7的开槽深度控制为板厚的三分之二。
然后在金属平板料上按金属异型材的所需尺寸加工不等距离的V型槽,如图2所示的槽5。槽5与槽7之间的大小不等间距对应金属异型材上平面的大端截面和小端截面,槽5的开槽深度控制为板厚的二分之一。
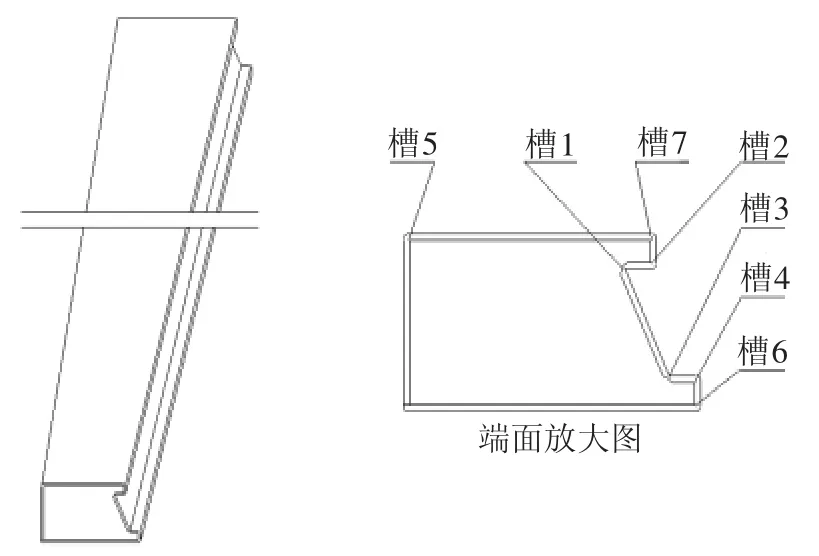
图1 金属异型材

图2 型材展开平面及开槽示意图
在图1中,由于所示金属异型材的外观阳角都是90°,所以阳角的V型开槽的V型角度都加工成100°,即槽2、槽4、槽5、槽6、槽7的V型角度均加工成100°。
在图1中,虽然所示金属异型材的外观阴角一个大于90°,一个小于90°,但是因为V型开槽都在弯曲阴角的背面,所以阴角的V型开槽的V型角度也统一加工成100°,即槽1、槽3的V型角度都加工成100°。
开槽工作完成后,开始进行弯曲加工。
如图3~图11所示,上模1为58°直模,上模2为88°鹅颈模,上模3为平头模。下模1为88°单槽V型模,下模2为58°单槽V型槽模。
图3是槽1不到位的90°弯曲。此处弯角为外观小于90°阴角,由模拟弯曲可知,此处弯角如一步弯制到位,后续的弯曲会因模具干涉的缘故而无法实施弯曲。所以槽1处的弯曲只能先弯制成90°,以后再补弯到位。
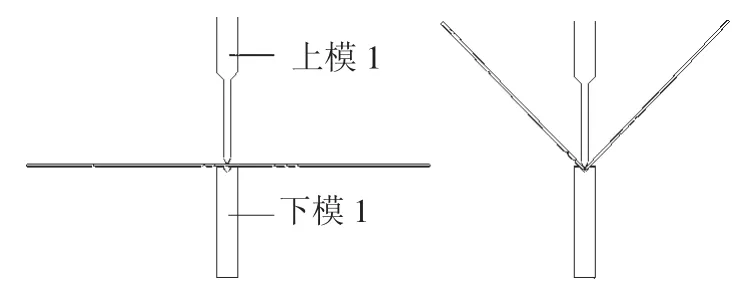
图3 槽1弯曲(未到位)
图4、图5、图6分别是槽2、槽3、槽4的弯曲。由于弯曲前加工了V型槽,在弯曲力的作用下,弯曲位置不会偏离V型槽的中心,因此容易定位准确,可以保证金属异型材的外形尺寸。
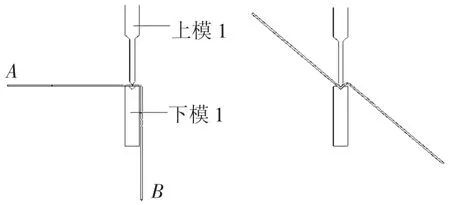
图4 槽2弯曲
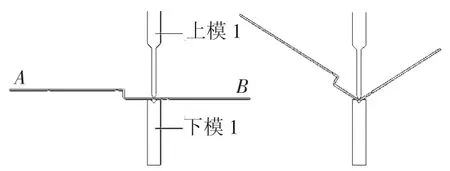
图5 槽3弯曲

图6 槽4弯曲
图7是槽1的补到位弯曲,换用58°单槽V型模,即下模2进行小于90°角的弯曲。

图7 槽1补到位弯曲
图8是槽5的弯曲。图9是槽6的弯曲,从图中右图可知,受金属异型材的形状和尺寸的限制,上模1无法完成槽6的弯曲,需要换用88°鹅颈模,即上模2才能进行槽6的90°角弯曲。
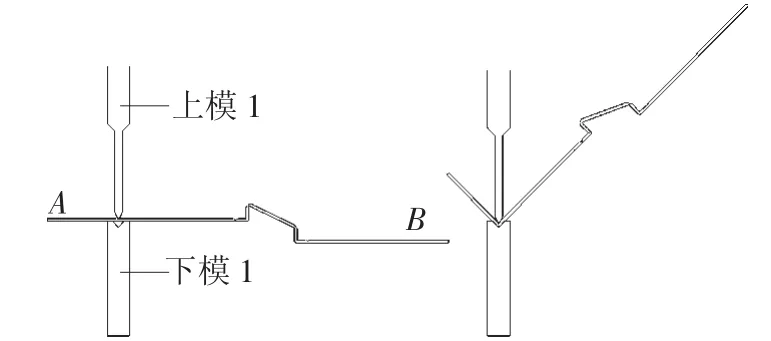
图8 槽5弯曲

图9 槽6弯曲
在图1中可以看到:槽7是金属异型材的最后一道弯制工序,也是最难的封闭型弯曲。受模具限制,此处弯曲必须分两步进行。如图10所示为槽7的大于90°的不到位弯曲;如图11所示为槽7的补到位弯曲,在图11中,需要换用平头上模,即上模3对槽7进行90°角的补到位弯曲。由于槽7的开槽深度控制为板厚的三分之二,大于其他所有弯角的开槽深度,所以槽7的抗弯力最小,在平头上模的压力下,其他弯角可以维持原形状,只有槽7处的弯角继续变形,直到弯曲成90°角。因为槽7处在开槽后的剩余板厚仅为原板厚的三分之一,所以槽7处的弯角在弯制后的回弹角也很小,不会产生大的回弹变形,容易形成封闭的弯角,从而达到完成加工成金属异型材的目的。
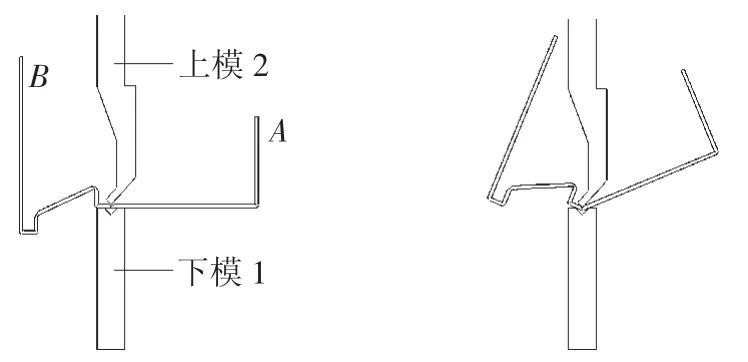
图10 槽7弯曲(未到位)

图11 槽7补到位弯曲
4 应用前景
用开槽弯曲成形方法加工金属异型材,就是在传统弯曲加工工艺的基础上,不改变以往的折弯方式和折弯设备,仅需添置板料开槽机,增加开槽工艺即可实现。在加工复杂的金属异形型材时,只需多增加几个工序即可。因其具有工艺简单、加工效率高等诸多优点,日益受到金属装饰行业、医疗器械制造业、酒店设备和厨房设备制造业等行业用户的青睐,应用领域将会更加广阔。
[1]李硕本.冲压工艺学[M].北京:机械工业出版社,1982.
[2]余松敏,蔡礼泉.自由折弯时折弯角内圆弧半径的确定[A].中国机械工程学会锻压学会第六届学术年会论文集[C].北京,1995:367-370.
[3]余松敏,蔡礼泉.自由折弯时制件缺陷原因分析与对策[J].锻压技术,1995,(3):29-33.
[4]余松敏.金属薄板开槽弯曲成形技术与设备[A].中国机械工程学会年会论文集[C].2002.
Metal profile bars processed by grooving and bending forming method
LIU Minxiang1,2,YU Songmin1,2,HOU Yulong1,2,MU Xianfeng1,2
(1.Tianshui Metalforming Machine Tool Co.,Ltd.,Tianshui 741020,Gansu China;2.Key Lab of Automation and Information Technology of Pipe Making Equipment of GANSU Province,Tianshui 741020,Gansu China)
The small batch multi-kind metal profile bars have been processed by grooving and bending forming method.This method is simple in step and visual in technology without complicated tool.The current universal sheet metal processing machinery equipment and tool (such as sheet metal grooving machine and sheet metal press brake)can be used to fabricate the complex metal profile bar.It has promoting value in many kinds of industry.
Metal profile bars;Grooving&forming;Sheet metal grooving machine;Sheet metal press brake
TG386.4
A
10.16316/j.issn.1672-0121.2017.04.024
1672-0121(2017)04-0083-03
2017-03-25;
2017-05-13
刘民祥(1967-),男,高工,从事板材加工机电一体化设计研究。E-mail:liuminxiang1@163.com
