工艺路线在ERP系统中的应用
2017-12-22厉慧
厉 慧
(徐州锻压机床厂集团有限公司,江苏 徐州 221116)
工艺路线在ERP系统中的应用
厉 慧
(徐州锻压机床厂集团有限公司,江苏 徐州 221116)
本文论述了在PDM/CAPP/ERP系统集成环境下工艺路线的应用和发展,探讨产品零件的加工路线和在各个工序中的标准工时如何在ERP系统中信息集成,保证产品数据的一致性、完整性、唯一性和共享性。
产品数据管理(PDM);企业资源计划(ERP);工艺路线;集成平台;计算机辅助工艺设计(CAPP)
工艺路线是描述物料加工、零部件装配的操作顺序的技术文件,是多个工序的序列。工序是生产作业人员或机器设备为了完成指定任务而做的一个动作或一连串动作,是加工物料、装配产品的最基本的加工作业方式,是与工作中心、外协供应商等位置信息直接关联的数据,是组成工艺路线的基本单位。例如,一条流水线就是一条工艺路线,这条流水线上包含了许多的工序。
在 ERP(Enterprise Resource Planning:企业资源计划)系统中,工艺路线文件一般用以下内容进行描述:物品代码、工序号、工序说明、工作中心代码、排队时间、准备时间、加工时间、等待时间、传送时间、最小传送量、外协标识(Y/N)、标准外协费和工序检验标志(Y/N)等字段。物料代码用来表示该工艺路线是针对何种物料的工艺路线。工序号用来表示该物料加工时需要经过多少个工序,该工序号应该按照加工顺序进行编排。工作中心代码,用来表示该工序在哪个工作中心中进行加工。排队时间、准备时间、加工时间、等待时间、传送时间五种作业时间,主要用来描述工序的作业时间,以进行能力计算和车间作业排产。外协标识、标准外协费是指如果该工序(如电镀)对企业来说是进行外协加工的,需要在工艺路线中进行指定。
1 ERP工艺路线制订流程
建立工艺路线时,先根据该产品是在厂内生产还是外协厂家生产,判断是建立厂内工艺路线还是外协工艺路线。
(1)厂内工艺路线的制订流程。如图1所示。

图1 厂内工艺路线制订流程
(2)外协工艺路线制订流程。如图2所示。
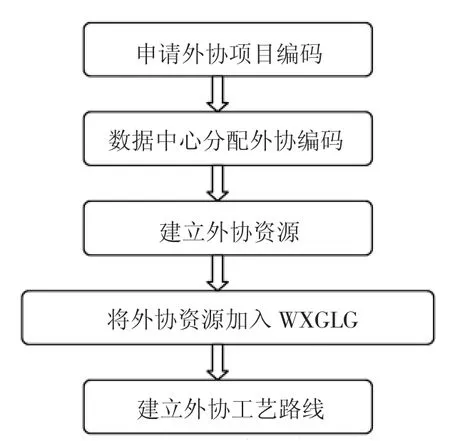
图2 外协工艺路线制订流程
2 工艺路线在PDM、CAPP系统中的作用
我公司的工艺路线主要是对产品BOM制造过程的另一种描述,反映了整机生产装配过程。设计部门的PDM(Product Data Management:产品数据管理)系统是工艺路线的基础平台,我们所使用的数据基本上是从设计部门导入的,如何确定基础数据的准确性,必须明确PDM系统在工厂信息化过程中的位置。
2.1 PDM系统的作用
PDM是CAD/CAPP/CAM的集成平台。当前企业中的产品数据分别存放在CAD、CAPP、CAM及CAE等应用系统中,简称CAX。首先CAX技术是各自独立发展起来的,它们在产品设计自动化、工艺过程设计自动化和数控编程自动化方面起到了重要的作用,但是系统之间的信息没有统一的格式不能进行自动传递和交换,使信息技术不可能在统一的规划下实施,导致不同的数据库之间无法实现数据的共享,而产品数据管理(Product Data Management:PDM)系统是新一代信息集成平台中最为成熟的技术,成为CAD/CAPP/CAM的集成平台。
2.2 CAPP系统的作用
随着计算机在制造型企业中的应用,应用计算机辅助工艺设计的必要性已被越来越多的企业所认可,选取一个适合本企业生产及管理环境的计算机辅助工艺设计(Computer-Aided Process Planning:CAPP)系统,不但能充分发挥计算机辅助工艺设计的优越性,更能为企业数据信息的集成及工艺路线管理打下良好的基础。
在现代机床制造业中,产品工艺设计工作具有多层次性和多阶段性。我们可以把面向产品的工艺设计计划分为两个层次,即总体工艺设计和专项工艺设计。
2.2.1 总体工艺设计
总体工艺设计主要包括以下内容:
(1)产品结构工艺性审查;
(2)产品工艺方案确立;
(3)产品工艺零部件划分。
2.2.2 专项工艺设计
专项工艺设计主要包括以下内容:
(1)毛坯制造(包括铸、锻、下料、焊接)工艺设计,零件加工(包括各类机械加工、钣金冲压等)工艺设计等;
(2)各种热处理、表面处理等工艺设计等;
(3)焊接、装配等工艺设计。
3 工艺路线在ERP系统中的作用
(1)完成零件工艺BOM编制,确定每一个零部件的制造单位和交接车间,包括提前期和数量的设定;
(2)确定零件的供应商和加工工序;
(3)能够与CAPP系统交互,确保基础数据的唯一性,以便生产部门的生产计划和采购计划能够顺利进行;
(4)必须要求与设计BOM、装配BOM的数据保持同步。
4 PDM/ERP集成的流程
在PDM系统中以对象树结构关系表现出来,称之为“明细表”,在ERP系统中以物料层次关系表现出来,称之为“产品BOM”。对于研发部门来说,关注的是产品装配关系表现的“产品BOM(EBOM)”,对于工艺部门来说,关注的是体现原材料、加工中心及工艺定额的“工艺 BOM(PBOM)”,分析了 PDM和ERP系统中的BOM关系,给出PDM/ERP集成的明细表审批流程。
分析设计部门研发图纸后编制明细,如何将研发明细转换为“ERP-BOM”,以及PDM系统研发明细更改后如何自动、精确地将这些改动传递给“ERP-BOM”,使之做到同步更改,而不是再经过BOM员的手工编制,以减少BOM出错的机会,这就需要确认“明细表审批流程”。
目前在使用二维软件设计产品时,所有标准件统一在建立好的标准件、外购件库中选取,设计人员按照《标准件模板明细表(Execl)》对照选择。原则上不得超出库存范围,如果需要“新增编码”,必须经过审批程序。如图3所示。
5 结束语

图3 明细表审批流程
随着企业信息化建设的不断推进,越来越多的企业开始实施应用PDM与ERP系统,采取何种技术方法实现PDM/CAPP/ERP系统的有效集成已成关注焦点。本文对工艺路线在PDM/CAPP/ERP信息集成的物料属性内容和审批流程加以分析的基础上,提出了基于统一工艺路线的PDM与ERP信息集成方法,使产品从设计到制造销售,一直到服务整套环节的数据都用计算机进行管理,实现无纸设计和无纸制造,真正成为数字化工厂,有效提高企业生产效率,提升企业竞争力。
[1]乌 云,尚日武.基于PDM的应用系统集成过程中BOM的讨论[J].工程图学学报,2002.
[2]徐炳楠.机械加工工艺学[M].福州:福建科学技术出版社,1985.
[3]刑英杰,邓宏军,刘晓冰,等.BOM管理技术研究[J].中国制造业信息化,2003.
[4]赵升吨.高速压力机的现状及其发展趋势[J].锻压装备与制造技术,2005,40(1).
[5]冯秀玲.锻压设备构件生产中的工艺优化措施[J].锻压装备与制造技术,2007,42(4).
Application of process route in ERP system
LI Hui
(Xuzhou Metal-forming Machine Group Co.,Ltd.,Xuzhou 221116,Jiangsu China)
The application and development of process route under integrated PDM/CAPP/ERPsystem environment have been expounded in the text.The processing route of the product part and the way to integrate the information of standard working hours in each step in the ERP system have been discussed.The consistency,integrity,uniqueness and sharing of product data have been ensured.
Product Data Management(PDM);Enterprise Resource Planning(ERP);Process route;Integration platform;Computer-Aided Process Planning(CAPP)
TP274
B
10.16316/j.issn.1672-0121.2017.04.028
1672-0121(2017)04-0095-03
2017-04-08;
2017-05-29
厉 慧(1981-),女,工程师,从事机械压力机工艺BOM编制。E-mail:xd_jsb@126.com
