IIW国际焊工(IW)培训与资格认证
2017-12-20
(机械工业哈尔滨焊接技术培训中心,哈尔滨 150046)
IIW国际焊工(IW)培训与资格认证
邵辉钱强
(机械工业哈尔滨焊接技术培训中心,哈尔滨 150046)
介绍了国际焊工(IW)培训及资格认证的模式和内容。首先简述了IW的标准途径(全课时入学途径)和可选途径入学条件两种不同的入学途径,不同焊接方法、不同材料种类所对应的按难度逐渐增加的IW的技能培训及理论培训的教学计划,以及技能和理论认证的考核要求和内容。另外,以MAG-135国际角焊工(IFW)培训与资格认证为例,详细介绍了MAG-135国际角焊工(IFW)的培养过程。最后,结合国内职业院校自身的培养模式,就国内职业院校如何引入或借鉴IW培训体系进行分析,以提高中国职业院校焊接技术的培养方式的国际化。
国际焊工(IW)培训与资格认证实践与推广意见与建议
0 序 言
国际焊工(IW)是国际焊接学会统一资格的焊接人员,是国际焊接资质人员中的一种资质,其培训规程已于2003年正式颁布。IW是一种专业教育的资质,它的培训和资格认证包括技能培训和理论培训两部分组成,其中技能考试是按照ISO 9606-1—2012《焊工考试—熔化焊—第1部分:钢》或ISO 9606-2—2004《焊工考试—熔化焊—第2部分:铝及铝合金》[1-2]进行,学员在取得IW资质证书的同时也就获得与考试项目相对应的ISO 9606专业技能操作资格证书。IW提供了操作技能和理论教育的评估内容和方式,目的是不仅注重测试焊工的焊接操作技能,同时也注重焊工阅读图纸的能力、装配能力及工艺文件的执行能力,是对焊工综合能力的考核。IW按照不同的焊接方法、不同材料分为焊条电弧焊、熔化极气体保护焊、钨极惰性气体保护焊及气焊焊工4类,每种焊接方法按难度逐渐增加的考试进行评估,分为国际角焊工(IFW)、国际板焊工(IPW)及国际管焊工(ITW)3种类型。IW培训与资格认证的介绍旨在进一步了解IW规程的培养模式及内容,以及如何在国内推广IW培训体系。
1 IW规程简介
1.1 入学途径
按照国际焊接学会IW规程规定,IW的入学途径可分为两种形式,即标准途径(全课时入学途径)和可选途径。IW培训与资格认证流程框图如图1所示。在图1中,E表示焊条电弧焊;G表示气焊;M表示熔化极活性气体保护焊(钢);MAL表示熔化极惰性气体保护焊(铝及铝合金);T表示钨极惰性气体保护焊(钢);TAL表示钨极惰性气体保护焊(铝及铝合金)。
1.1.1标准途径(全课时入学途径)[3]
标准途径入学的学员,需要按照国际焊接学会IW规程规定,参加学习规程中所涉及的技能及理论培训课程。对于标准途径入学的学员,首先要求学员必须身体健康,在满足此要求的前提下方可进入到国际焊接学会规程中规定的模块中进行正式课程学习。考虑到规程中对于每种焊接方法的考试评估方式是按照难度逐渐增加而进行评定,也就是说在成功地完成一个培训模块学习,并通过技能和理论考试合格后才能参加下一个模块或进入更高层次的学习。比如按照图1中IW培训与资格认证流程框图所示,若需要获得焊条电弧焊的IFW资质证书,则必须通过模块1中的技能培训模块E1的学习,且考试项目PB+PF能证明达到了要求的技能水平,方可进入到模块2的学习,模块2中技能培训需要学习模块E2所涉及的培训项目,当模块2的技能和理论按规定要求测试合格时,方可获得焊条电弧焊焊接方法的IFW的资质证书,以此类推。
1.1.2可选途径
入学条件要求:①从事焊工工作3年以上;②具有与需要学习的焊接方法一致的有效的ISO 9606-1/2焊工证书。如果学习者满足以上可选途径的入学条件,根据IW规程规定,不强制学习ANB的培训课程,但当学习者需要取得级别高的IW证书时,同样需要按照图1规定通过低级别的理论及技能考核。比如某学习者需要考取IPW证书,则按照规程规定,对于技能方面,必须要通过图1中的模块2~4的考核;对于理论方面,则需要通过理论模块A,B,S以及模块P的考核。
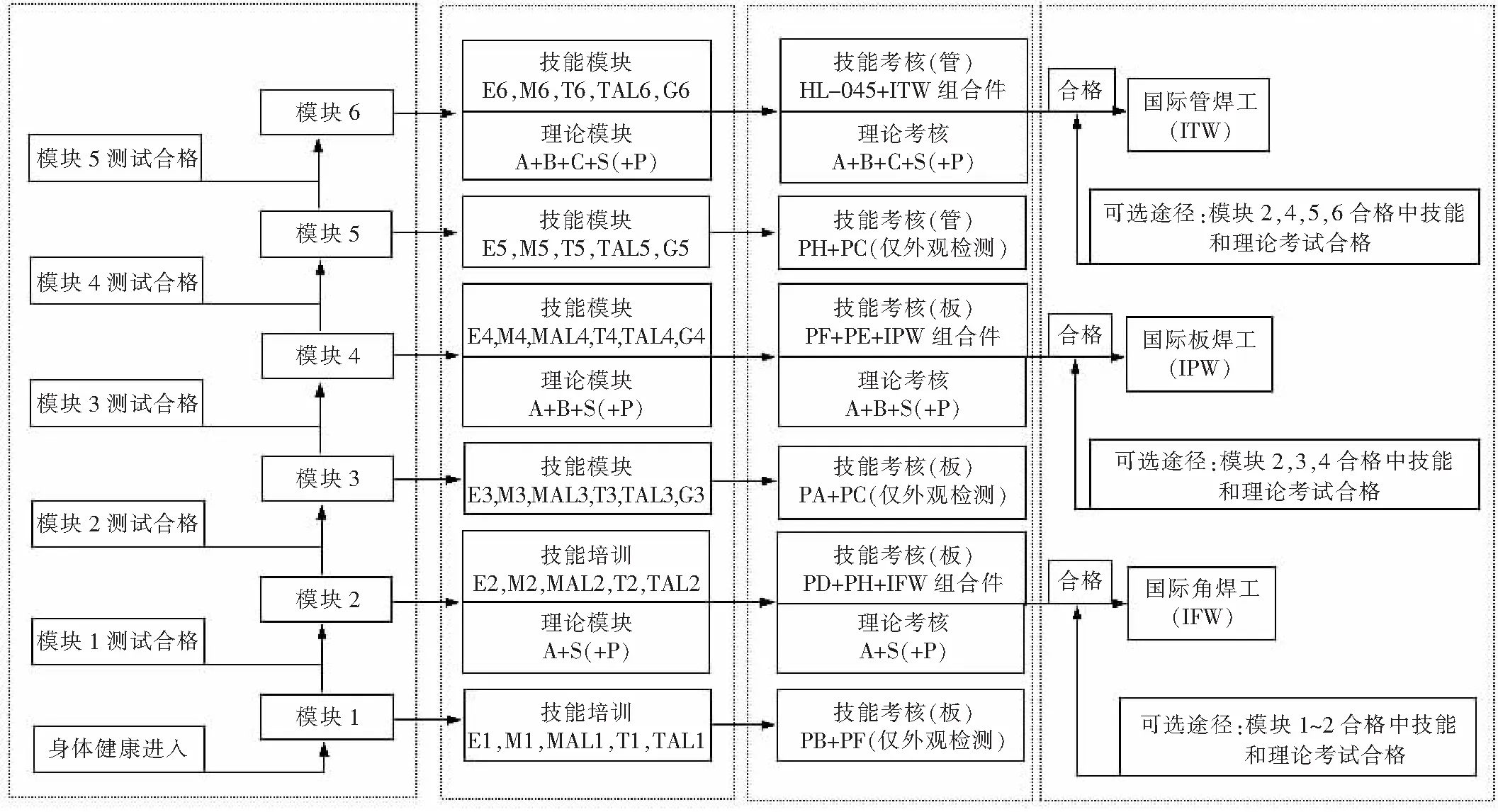
图1 国际焊工(IW)培训与资格认证流程框图
1.2 教学计划
IW的整个课程设置由若干模块组成,分为技能培训、理论培训教育和考试。其中技能和理论培训课程包括3个层次的教育和培训,即国际角焊工、国际板焊工和国际管焊工。在完成不同层次的培训后需要按照规程规定进行对应的技能及理论考核。理论培训内容及学时安排见表1。在表1中,模块A为角焊工理论教育;模块B为板焊工理论教育;模块C为管焊工理论教育;模块SG为气焊焊接方法理论教育;模块SA为焊条电弧焊焊接方法理论教育;模块SM为MIG/MAG理论教育;模块ST为钨极惰性气体保护焊理论教育;模块PSS为不锈钢材料补充理论介绍;PAL为铝合金材料补充理论介绍,理论培训的总学时数共计83 h。技能培训课程内容及学时安排见表2。表2中的数字表示含义如下:311表示氧乙炔火焰气焊;111表示焊条电弧焊;141表示钨极惰性气体保护焊;135表示熔化极活性气体保护焊;131表示熔化极惰性气体保护焊;136表示非金属粉型药芯焊丝活性气体保护焊;138表示金属粉药型芯焊丝活性气体保护焊。
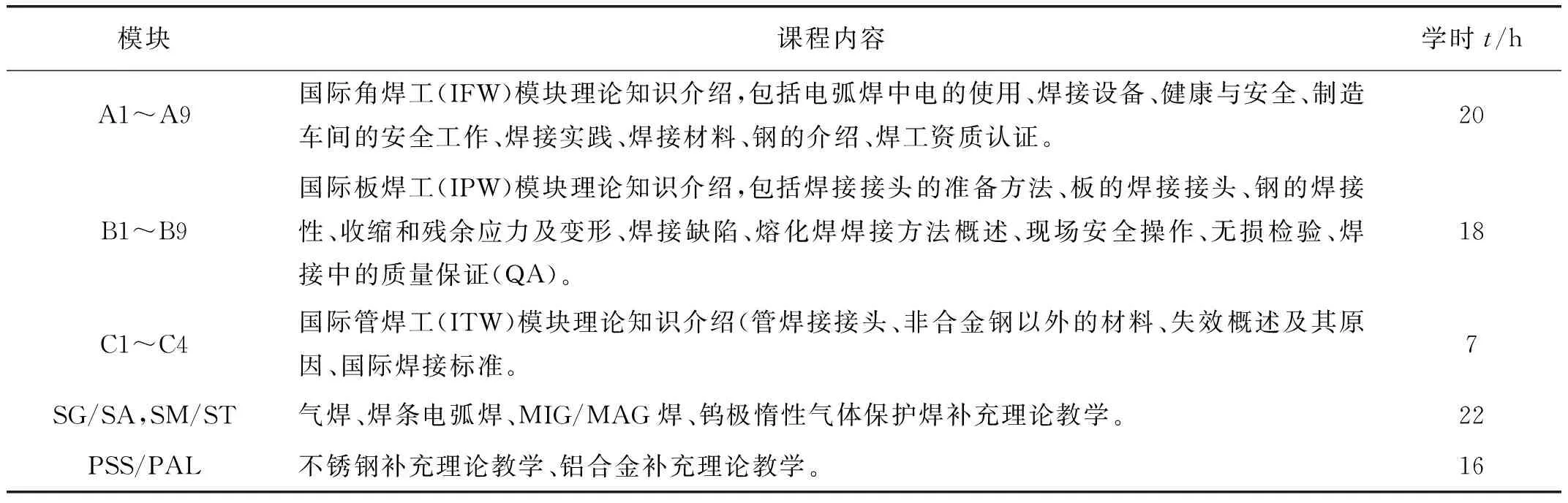
表1 理论培训课程内容及学时安排
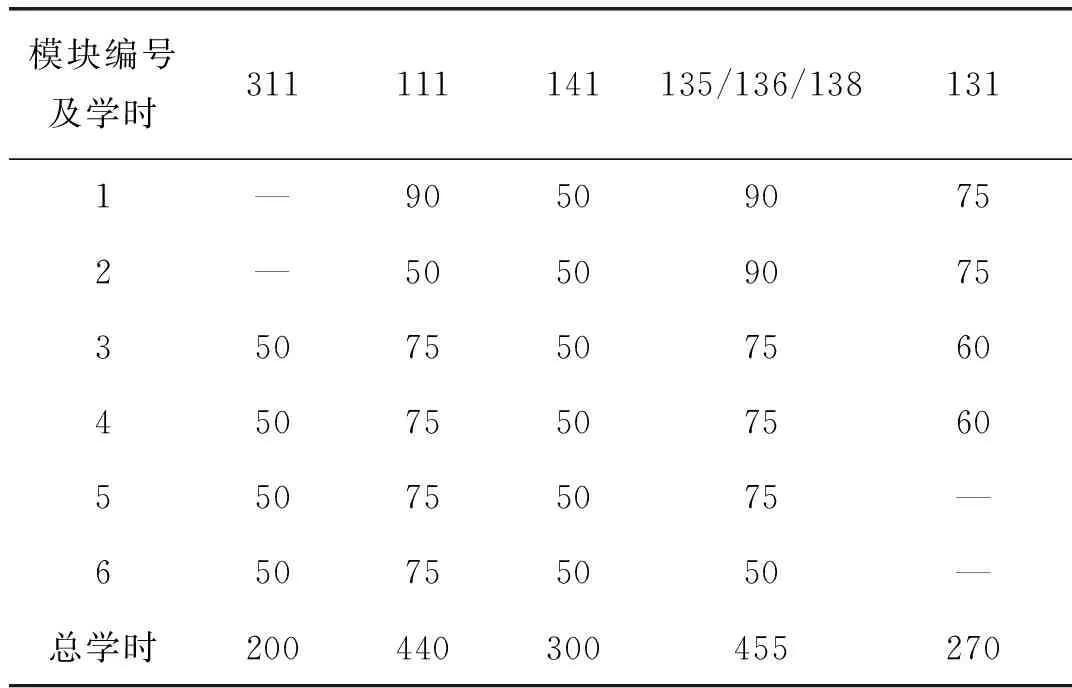
表2 技能培训课程内容与学时安排 h
1.3 考核
按照国际焊接学会IW规程规定,IW的考核分为技能考核和理论考核两部分。
1.3.1技能考核
技能考核需要完成国际焊接学会国际焊工规程Part I和Part II[4]中的考核内容。在国际焊接学会国际焊工规程Part I中规定,当每个模块学习结束后应按照钢或铝熔化焊焊工考试标准ISO 9606-1—2012或ISO 9602-2—2004规定对国际焊工规程中规定的焊接位置的试件进行考核。在完成规程Part I中相对应项目考核后,针对于国际角焊工、国际板焊工或国际管焊工,还应按规程Part II中要求进行对应的组合件的考核,对于组合件的考核有明确的时间限定(规定的时间包括试件的装配),不同组合件焊接时间规定见表3。如果培训机构对组合件的尺寸进行更改,则允许的考试时间可以适当调整;另外需要注意的是对于焊接方法311,131(MAL),141(TAL)则没有组合件的考试要求。
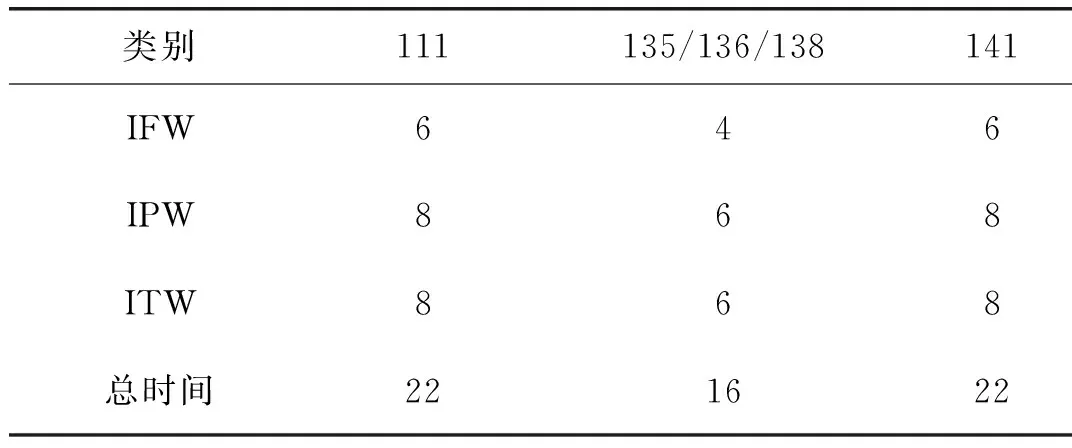
表3 不同组合件焊接时间规定 h
1.3.2理论考核
在学习国际角焊工、板焊工、管焊工时,在每个模块结束后,应按照图1中规定的理论模块进行考核,理论试卷为多项选择题,合格标准为60分,不合格者允许补考2次;若仍未通过,则需要重新学习。理论知识在5年内有效,可应用于其它工艺或材料组。不同模块其理论考试试题的数量及考试时间的规定见表4。

表4 不同模块理论考试时间规定 min
2 IW培训与认证的实践和推广
2.1 实 践
针对于MAG-135国际角焊工(IFW)的培训与考核,根据国际焊接学会IW规程规定,在技能方面,需要学习IW培训与资格认证流程框图图1中模块1和模块2的技能操作并完成规定的考试项目以及国际焊接学会IW规程中的IFW组合试件的考核;在理论方面,需要学习模块A、模块SM以及模块PSS并通过考试。
现以机械工业哈尔滨焊接技术培训中心(WTI)举办的某期IFW培训与认证为例。IFW的培训与考试流程图如图2所示。从图2不难看出,针对于IFW的培训,其培训项目基本包含了ISO 6947(焊接位置规定)中所有的角焊缝位置,且按照规程中要求其板厚并未具体指定,可以根据培训机构实际情况而稍作调整。IW规程考虑到学习过程是一个循序渐进的过程,比如在满足入学条件的情况下,可以进入到模块1的学习。从图2可以看出,模块1中技能练习部分所涉及的是板角焊缝,其中包括薄板和厚板角焊缝(对于不同板厚要求学员掌握薄板与厚板参数的选择与操作的不同,以及单道焊和多道焊之间的操作异同点),培训学时达到90 h,要求学员熟练掌握角焊缝所涉及的PA,PB,PF,PD,PG焊接位置的操作。而考试项目按照ISO 9606-1标准进行考核,考试项目仅针对PB和PF,且仅需要做外观检测(VT)即可。
当模块1中的测试达到合格要求后,方可进入到模块2的学习,模块2则包含技能培训部分和理论培训部分。技能培训则是在模块1的基础上难度相对增加,主要是针对管板角焊缝进行培训学习,其中包括PB,PH及PD等焊接位置共计4项,对学员的技术要求相对较高,培训学时达到90 h。在模块2中的技能考核包含两部分内容,一是按照ISO 9606-1标准要求进行管板角焊缝的PD和PH的考试,考试后需要进行外观及金相检测;二是要按照IW规程Part II中的国际角焊工组合件进行测试,考试时间为4 h。理论培训具体内容及学时要求见表1,理论考试时间规定及试题数量则按照表4的规定。考试合格者可颁发IFW资质证书。
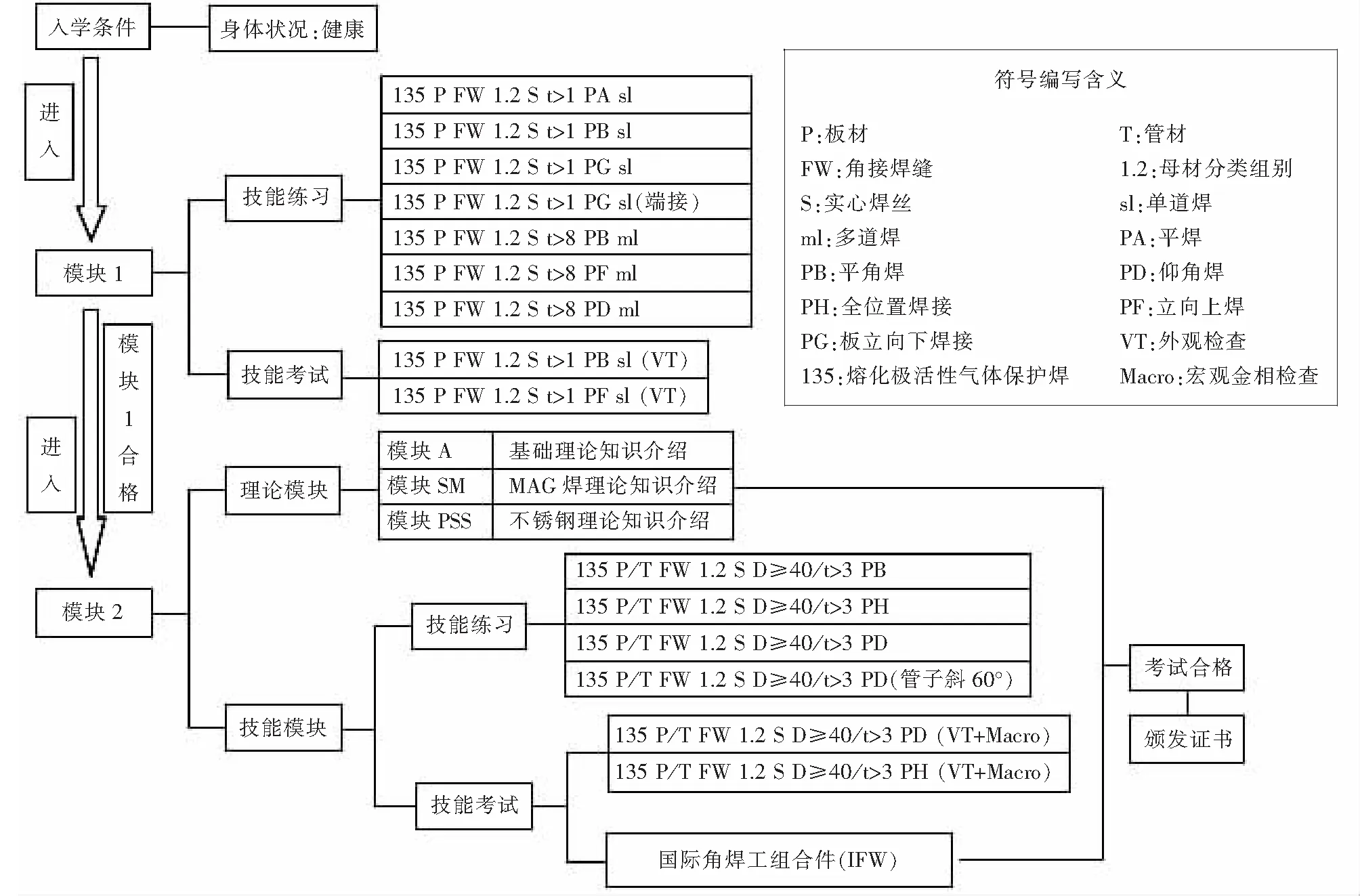
图2 MAG焊国际角焊工(IFW)培训与考试流程图
2.2 适宜在中国职业院校中推广国际焊工(IW)培训
为增强国内企业界参与国际竞争的能力,实现中国焊接人员与国际接轨,建议广泛的在国内有焊接相关技术专业的职业技术院校中借鉴IW规程并引入IW的培训及认证体系,全面提升国内职业院校学生全方位的焊接素质及水准,并为国内企业进入国际市场提供具有国际水准的资质人才。
2.2.1职业院校焊工的培养模式
职业院校对于焊接技术专业学员的培养,通常学制3年,课程设置分为3大类,包括公共基础课和专业技能理论课程、专业技能操作课程及焊接现场专业实习。大部分职业院校会将理论课程安排在第1~4学期,技能实训安排在第3~4学期或第5~6学期安排专业实习。但根据职业院校不同,其课程设置可能会稍有调整,现以某学校为例,该学校课程设置为理论课程大多安排在第1~5学期,而技能实训及考核则安排在第3~5学期,第6学期则安排学员到指定车间进行实习,焊接操作技能实训时间共计学时约300 h,要求学员能够针对板对接平焊、立焊达到国内中级水平,并能通过劳动局技能鉴定。
2.2.2IW的优势
IW的优势在于学员在提高焊接技能的同时并配以适宜的理论教育,提高学员的综合素质,且技能培训涉及到ISO 6947—2011《焊接及相关工艺方法 焊接位置》中的基本所有的焊接位置。其中理论上是按照不同的IW类型设置不同的课程内容,能够在焊接学员现有的理论基础水准上进一步提高其专业的理论素质。技能培训、考试则是严格按照ISO 9606-1—2012或ISO 9606-2—2004标准执行,焊接接头缺欠的验收标准则按照ISO 5817《钢、镍、钛及其合金的熔化焊接头(高能束焊除外)——缺欠质量分级》或ISO 10042《铝及铝合金的焊接接头——缺欠质量分级》执行,也就是说学员在获得IW证书的同时也就获得了其对应的考试项目的ISO 9606-1—2012或ISO 9606-2—2004专业技能操作资格证书,满足上岗资质要求,学员在毕业后可持ISO 9606-1—2012或ISO 9606-2—2004专业技能操作资格证书直接上岗工作。
2.2.3国际焊工(IW)培训周期
IW的培训与认证体系比较完整且系统,且规程中它的课程设置同时也体现了循序渐进的过程,所以其培训周期相对较长。现以IW普通入学条件的学员为例,从表1可以看出,针对其中一种焊接方法进行培训学习,如MAG-135焊接方法,从角焊工、板焊工、管焊工的学习过程中技能培训学习需要455 h。在中国目前强调高技能、高技术人才培养的情况下,加强国内职业技能院校焊接技能培训的学时数,有力的增加学员的焊接操作技术,以达到国际化的水准。
3 结束语
通过IFW的培训与考核的实践,以及国内职业院校焊工的培养模式,考虑到两者之间的很多共性,IW的培训与认证适宜在国内职业技术院校中推广。另外,结合国内焊接企业对职业院校焊接技术操作人员的市场需求,WTI将加大与国内职业院校的合作,帮助职业院校引入或借鉴IW培训与认证模式,建立新的国际化课程体系,以提高国内职业院校的焊接技术专业的国际化水准,具体的操作可以按照IFW培训与认证的培训模式进行前期探索。
[1] ISO copyright office. ISO 9606-1:Qualification testing of welders-fusion welding-Part1: steels[S].Switzerland,2012.
[2] ISO copyright office.ISO 9606-2:Qualification testing of welders-fusion welding-part2: Aluminium and aluminium alloy[S].Switzerland,2004.
[3] EWF-IAB/IIW secretariat.IIW guideline international welder:IAB-089r5-14-part I[S].Portugal,2014.
[4] IIW-IAB secretariat.IIW guideline international welder:IAB-089r4-12-Part II[S].Portugal,2012.
2017-06-21
TG47
邵 辉,1985年出生,大学本科。主要从事国际焊工培训、模具堆焊修复焊工培训、国际焊接工程师及国际焊接技师理论授课工作、EN15085 &ISO3834企业认证审核工作。