不锈钢导管高频感应钎焊钎角疏松分析
2017-12-20
(1.沈阳飞机工业(集团)有限公司,沈阳 110850; 2.沈阳航空航天大学,沈阳 110136)
不锈钢导管高频感应钎焊钎角疏松分析
马龙1倪家强1刘艳梅1王大鹏1张利2
(1.沈阳飞机工业(集团)有限公司,沈阳 110850; 2.沈阳航空航天大学,沈阳 110136)
应用高频感应钎焊对1Cr18Ni9Ti不锈钢导管和不锈钢管弯头进行焊接,焊接后钎角处存在疏松缺陷。为了研究疏松组织形貌,采用金相显微镜(OM)、扫描电镜(SEM)、能谱分析仪(EDS)进行宏观形貌、微观组织的观察和分析。采用能谱分析仪对疏松位置进行区域检测和线性扫描,分析疏松位置及其周围区域的元素分布规律。试验表明:钎角根部存在等轴晶和少量分散状疏松,钎角中部存在大量枝晶和少量疏松,钎角尾部存在大量聚集状疏松并在其末端存在大量氧化物夹渣。
不锈钢导管高频感应钎焊钎角疏松
0 序 言
钎焊技术是一门精密且可靠的连接技术,广泛应用于不锈钢构件的连接,比如气体涡轮、燃气轮机换热器以及发动机燃油总管等零件[1-3]。高频感应钎焊在高低压电器、机械制造、汽车制造、发电设备、太阳能、电力配件、空调、压缩机、电机、造船、轨道车辆、航空航天、武器装备、核工业、石油化工等领域具有广泛的应用,通常在T形、I形、H形、电缆套管、管材、散热片与管等型材纵缝焊接、管子或板(带)材的对称形状的对焊或搭接的微型零件中广泛使用[4]。高频感应钎焊通过高频感应电流产生的涡流效应和集肤效应对待焊接的区域进行焊接,是一种现代飞机制造领域中采用的一种比较先进的导管连接制造技术。钎焊过程大部分采用银基钎料、钛基钎料、铜基钎料、镍基钎料进行焊接[5-8],但是大部分镍基钎料的熔点比较高,钎焊温度多在1 050~1 200 ℃之间[9-13]。在飞机制造过程中,大量系统导管需要连接,与其它焊接方法相比,高频感应钎焊有钎焊接头变形小、焊后的接头“免维护”的优点,所以广泛用于钢、铜及铜合金、不锈钢、高温合金等的具有对称形状的焊件,特别适用于管件套接、管和法兰、轴和轴套三类的接头。
文中对不锈钢导管和管弯头采用高频感应钎焊,对焊后导管的钎角通过外观检查、金相显微镜(OM)、扫描电镜(SEM)、能谱分析(EDS)等方法,观察钎角疏松形貌,对疏松位置进行点检测和线性扫描,分析疏松位置及其周边区域的元素分布规律,为不锈钢导管构件的高频感应钎焊钎角疏松的定性研究提供一定的试验数据和理论基础。
1 试验材料与方法
1.1 试验材料
试件采用直径为φ8 mm的奥氏体不锈钢导管与1Cr18Ni9Ti奥氏体不锈钢管弯头搭接,钎料采用材料为BCu35NiMnCoSi的带状钎料,保护气体符合GB/T 4842—2006《氩》,纯度为99.999%的高纯氩。不锈钢和钎料的化学成分见表1。

表1 不锈钢和钎料化学成分 (质量分数,%)
1.2 试验方法
高频感应钎焊时,通过外部感应线圈的耦合而在工件内部产生感应电流进行焊接,电源与工件不发生有形的电接触[14]。钎焊时将焊件置于感应圈产生的交流磁场中,焊件即产生感应电流(涡流)而被加热。焊件内的感应电流与交流电的频率成正比,随着所用交流电频率的提高,感应电流增大,焊件的加热速度变快,高频感应钎焊装置原理图如图1所示。将试件置于密封的氩气保护装置中进行高频感应钎焊。
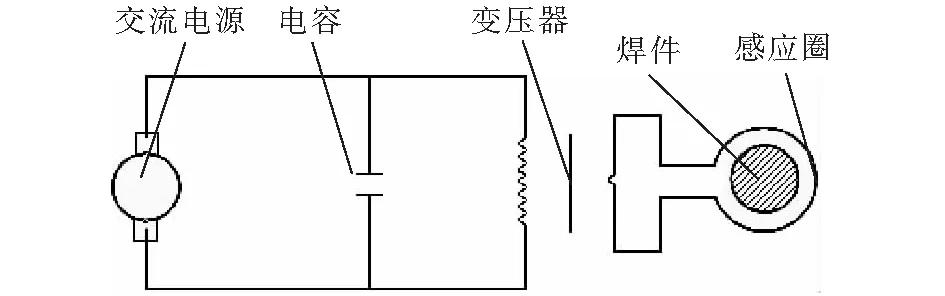
图1 高频感应钎焊原理图
1.3 试件结构
试件由不锈钢导管与管弯头搭接而成,搭接面长度为8 mm。高频感应钎焊时,试件放在感应圈内,因无法进给钎料,所以在不锈钢导管和管弯头装配时预先把钎料放好,置于导管与管弯头搭接处,具体结构示意图如图2所示。
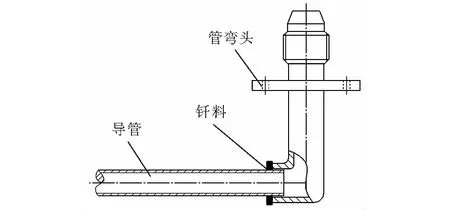
图2 试验件结构示意图
1.4 试验步骤
1.4.1焊前装配
钎焊接头安装中,应注意应力集中问题[15],所以在导管与管弯头安装时应尽量避免过大应力装配。将不锈钢导管与管弯头采用搭接的形式进行装配,钎焊前检查钎焊间隙,以保证熔化后的钎料充分填充不锈钢导管与管弯头的间隙。对于钎焊工艺而言,除特殊要求外,一般搭接长度不超过15 mm,搭接长度过大时,钎缝很难被钎料全部填满,往往产生大量缺陷[16]。
1.4.2焊前参数调整试验
在焊接试件前,进行焊前的参数调整试验。参数调整试验采用不锈钢导管和管弯头进行焊接,观察钎焊后钎角的外观质量是否合格,以便于确定合适的钎焊参数。
1.4.3试件的焊接
一般钎焊反应只在不锈钢表面数微米至数十微米的界面进行[17]。钎料在高温下熔化,经过一定的保温时间,液态钎料在毛细作用下,填满接头间隙。将试件置于工作室中,钎焊前将保护气氛工作室封闭,对工作室进行抽气,至所需的真空度后停止抽气,向工作室内充入氩气,待氩气充满整个工作室后进行钎焊。具体钎焊工艺参数见表2。
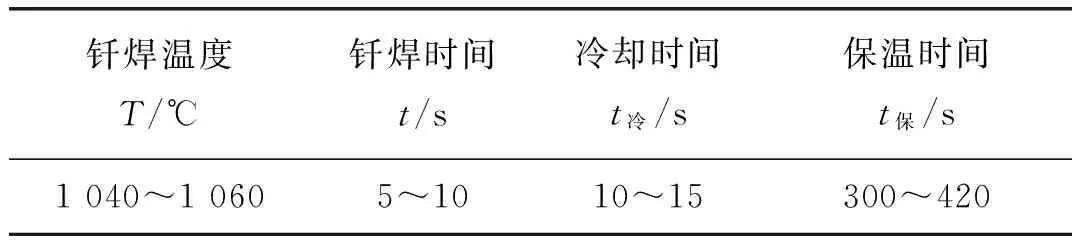
表2 高频感应钎焊工艺参数
1.4.4试验方法
不锈钢导管高频感应钎焊后,采用放大镜观察钎角外观,采用GX51型号的OLYMPUS 金相显微镜、SIGMATM型号的ZEISS场发射扫描电镜和XMAX20型号的OXFORD能谱分析仪对钎角进行微观组织观察与分析。
2 结果与分析
2.1 宏观形貌
钎焊后的试件由导管、钎缝和管弯头组成,外观形貌如图3a所示。试件钎焊接头成形良好,熔化后的钎料沿导管一周圆滑过渡并均匀分布管壁四周,导管和管弯头上无未钎透、钎料瘤、烧穿等缺陷。由于感应加热温度升高,钎焊后的导管和管弯头有轻微淡蓝色氧化色。将试件采用线切割方法沿导管轴向剖开,仅保留部分导管和部分管弯头,从图3b可清晰看到导管、钎角、管弯头剖面外貌。剖面上熔化后的钎料填满导管与管弯头之间的间隙,有效钎缝长度大于3 mm,符合相关规定,目测未见气孔、疏松、夹渣、裂纹等缺陷。
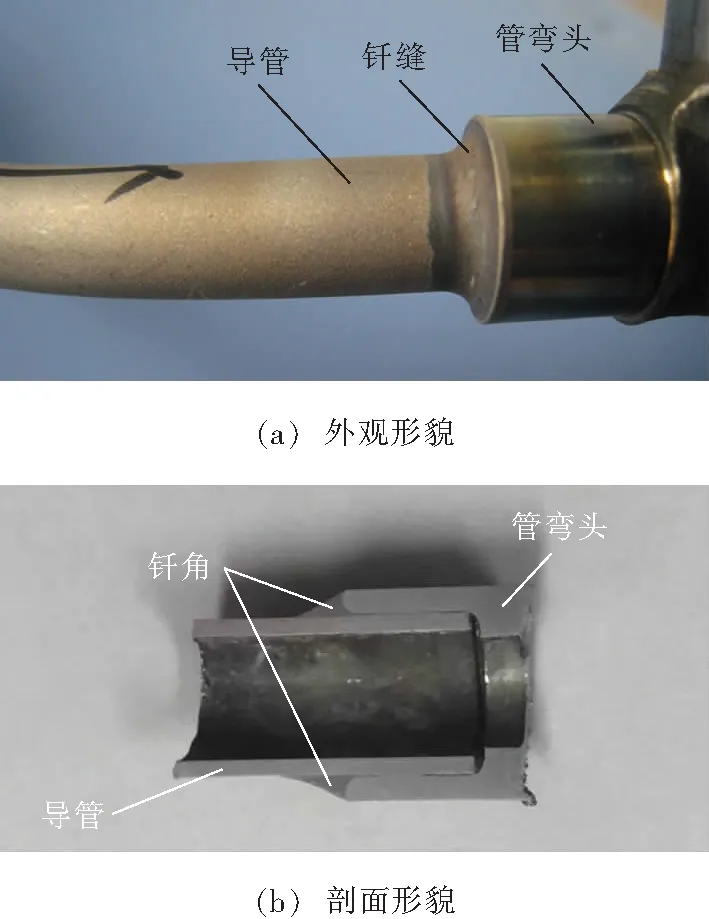
图3 钎焊导管外观形貌
2.2 钎角金相组织观察
试件首先用粗砂纸对金相试样进行粗加工,用400号、600号、800号砂纸逐级磨光,然后在抛光机上抛光,未对金相试样使用腐蚀液进行腐蚀。金相显微镜下,钎角根部有极少量疏松,钎角中部有一定数量疏松,钎角尾部疏松严重并呈聚集状(图4a)。将钎角尾部进一步放大,可见疏松组织沿导管轴向45°方向大致分布,疏松为有棱角黑色孔洞并呈现聚集性分布,向钎角外表面延伸,形成局部贯穿性缺陷,钎焊疏松组织如图4所示。由图4可知,疏松越严重,黑色孔洞数量就越多。
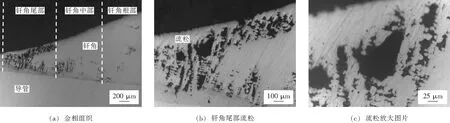
图4 疏松金相组织图片(未腐蚀)
2.3 钎角扫描电镜观察和能谱分析
用腐蚀液对试样表面进行腐蚀,然后对钎角疏松位置进行观察。在扫描电镜下可见疏松组织为不规则外形的孔洞并伴随有枝晶存在,疏松外貌如图5a所示,疏松存在于枝晶之间,尺寸约20 μm×10 μm。疏松附近的枝晶处存在大量微气孔,并且微气孔存在于枝晶的分枝上,尺寸约0.4 μm,同时疏松深处也可见微气孔,如图5b所示的白色圆圈的A,B,C位置。不锈钢导管和钎角的扫描电镜背散射(AsB)如图6所示。
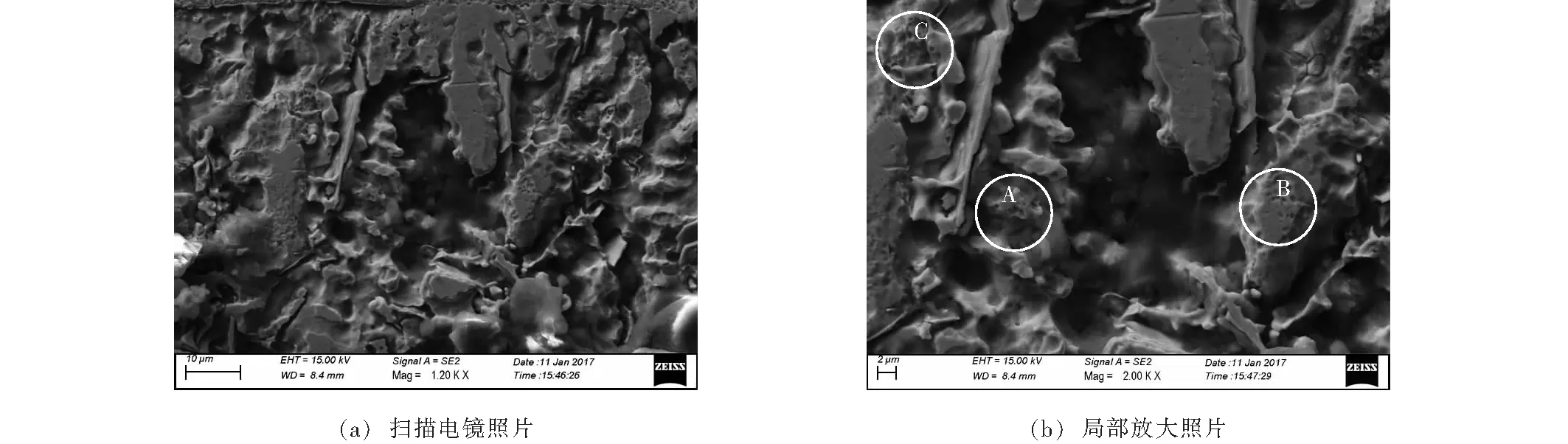
图5 疏松扫描电镜照片
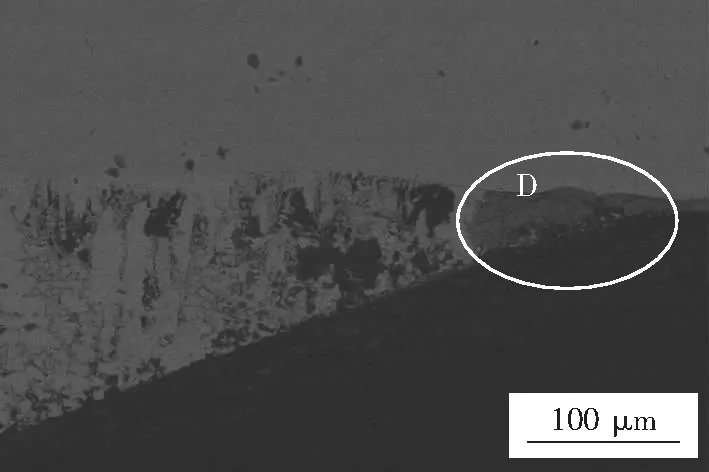
图6 扫描电镜背散射AsB外貌
从图6可见疏松组织总体情况,结合金相组织图4a可发现:钎角根部存在一定量等轴晶和少量疏松,钎角中部存在大量枝晶和少量疏松,钎角尾部存在大量疏松,同时有明显不同于钎料和疏松的组织存在(图中白色圆的D位置)。图7为扫描电镜外貌,结合图4a可明显看到枝晶的存在,并沿与导管轴向大约45°方向生长。
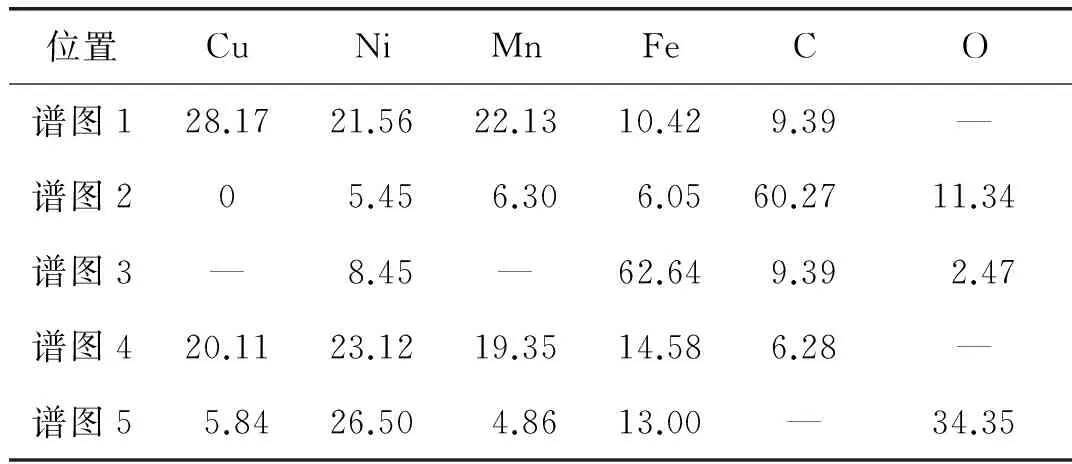
采用能谱分析仪测试钎角化学成分,从图7中选取“谱图1~5”共5个位置进行化学成分检测,各位置的成分见表3。选择有疏松位置(线数据1)和无疏松位置(线数据2)进行线性扫描,扫描位置和线性扫描所有元素如图8~9所示。
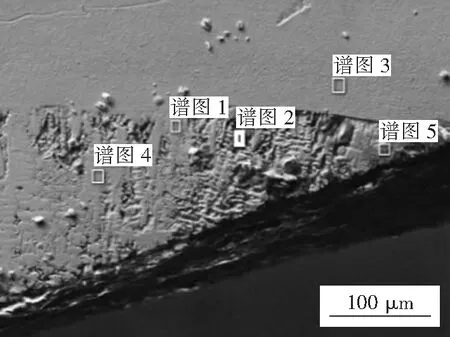
图7 扫描电镜外貌
位置CuNiMnFeCO谱图128.1721.5622.1310.429.39—谱图205.456.306.0560.2711.34谱图3—8.45—62.649.392.47谱图420.1123.1219.3514.586.28—谱图5 5.8426.504.8613.00—34.35
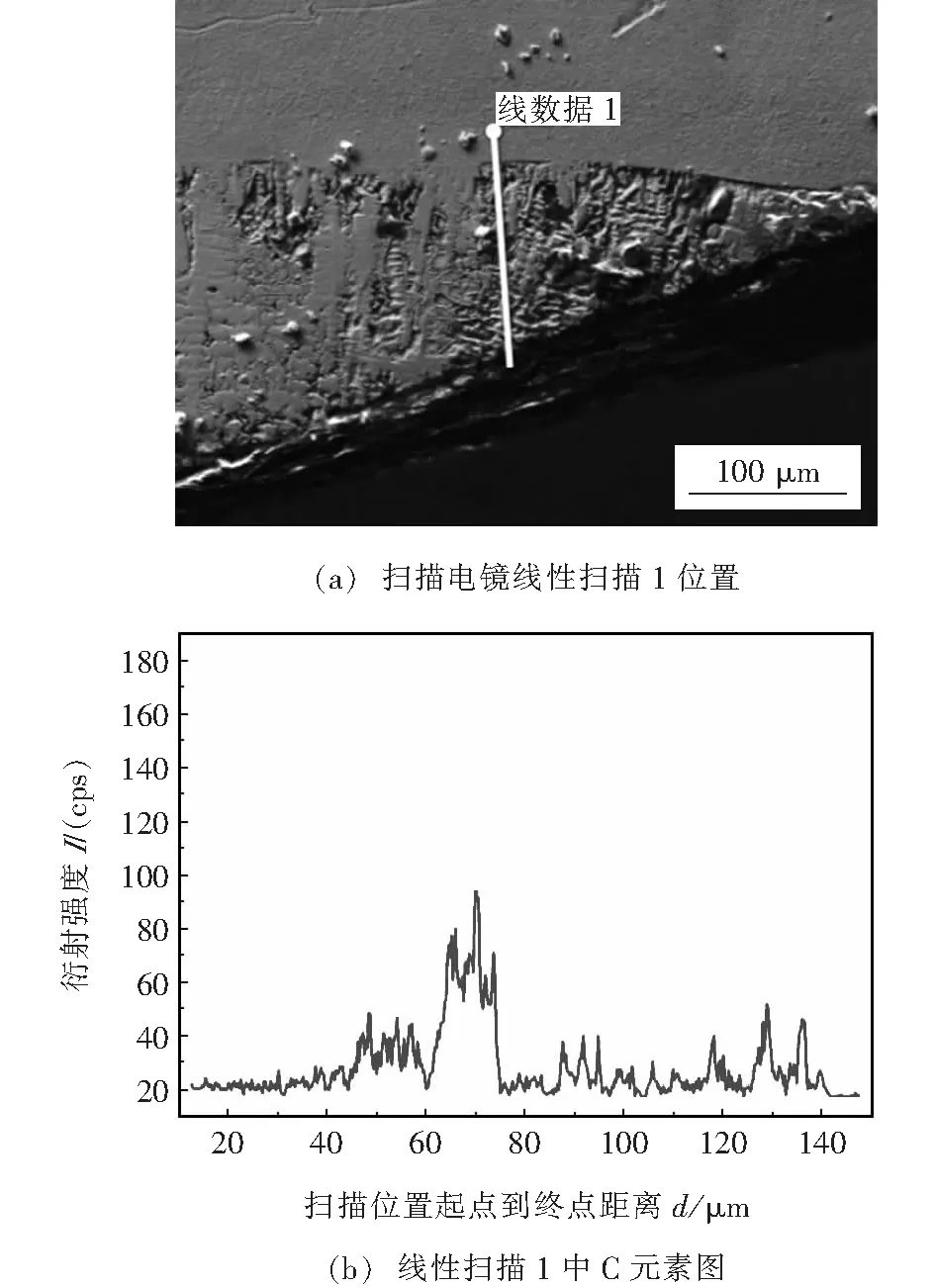
图8 扫描电镜线数据1
图9 扫描电镜线数据2
通过表3各点的成分分析表明:谱图2位于钎角中部,存在于疏松区域中,没有发现Cu,但含有60.27%的C和11.34%的O。结合图8b线性扫描1中C元素图,C含量波动较大(谱图2存在钎角疏松位置),表明疏松位置含有大量的碳化物和氧化物,可能是由焊前待焊处存在未清理干净的有机杂质所致。谱图1和谱图4位于钎角中部,成分表明是BCu35NiMnCoSi钎料,主要由Cu,Mn,Ni元素组成,表明该位置材料由上述3种元素相互扩散并发生反应而得到,同时含Fe量增加。结合图9b线性扫描2中C元素图,除C元素略有波动,其它钎料中各元素分布波动不大,表明钎角中部可能存在少量的碳化物。谱图3位于不锈钢母材中,成分基本接近于1Crl8Ni9Ti不锈钢母材,但由于靠近钎缝界面,母材和钎料中的C元素均向该位置选择性优先扩散,导致C含量有所升高。谱图5位于钎角尾部的末端,含Cu量与谱图1 相比减少了79%,含Mn量减少了78%,同时该位置含O量为34.35%,结合图6扫描电镜背散射图片中白色圆圈的D位置,表明钎角尾部的末端存在有别于钎料和疏松的组织,推测该组织是钎料凝固过程中上浮的大量氧化物夹渣(Cu,Mn,Fe的氧化物),但无碳化物存在。
2.4 疏松形成分析
疏松的形成分为两大类:一类是由于液相凝固后收缩,而后续液相补充不足形成的孔洞称为收缩疏松;另一类是由于液体内有害气体未及时排出,凝固后形成的微孔称为气体疏松[18]。钎焊过程中,首先当液相凝固成固相时钎料体积收缩量不同,随着钎料凝固的进行,各个凝固进行区域的液相和固相所占空间体积收缩进一步扩大,其上方和斜上方的液体金属由于重力的作用,补充到凝固区从而形成收缩空洞。再次,由于钎焊时凝固过程温度梯度变化,形成大量枝晶,钎料在凝固过程中,液体金属由于枝晶的阻碍降低液体金属流动性,致使周围液体不能充分、及时地补充体积收缩时产生的空间,从而形成空腔,当钎料凝固结束时,这些没有被充分补充的空腔在凝固枝晶附近形成疏松空洞(图5a中疏松位于枝晶之间),因而留下收缩疏松。另外凝固收缩促使枝晶补缩发生,当枝晶补缩受阻时,将产生分散性的缩孔(图5b中枝晶上的微小缩孔),随着凝固的进行,这些分散型缩孔不断聚集,形成更大的气体空间。同时,由凝固收缩引起的缩孔也逐渐吸入周围过饱和的气体,最终形成气体疏松。当钎料凝固完成时,形成的气体疏松和收缩疏松来不及浮出钎料表面,最终留在钎角内部和表面。由此可见虽然收缩疏松和气体疏松的形成机理不同,但是二者并不是孤立存在的,实际上在钎焊的显微疏松形成过程中,钎料的收缩疏松及气体疏松往往同时存在。
3 结 论
(1)钎焊接头成形良好,钎料沿导管一周圆滑过渡并均匀分布管壁四周,导管和管弯头上无未钎透、钎料瘤、烧穿等缺陷。
(2)疏松组织外貌为棱角不规则的黑色孔洞,疏松越严重,黑色孔洞数量就越多,钎角根部存在等轴晶和少量分散状疏松,钎角中部存在大量枝晶和少量疏松,钎角尾部存在大量聚集状疏松并在其末端存在大量氧化物夹渣,但无碳化物存在。
(3)疏松附近有多处微气孔,微气孔存在于枝晶的分枝上,疏松形成过程中,收缩疏松及气体疏松往往同时存在。
[1] 张启运,庄鸿寿.钎焊手册[M].北京:机械工业出版社,1988: 461-481.
[2] 孙 磊,秦优琼.合金元素Cu对不锈钢钎焊接头组织及性能影响的研究[J].热加工工艺,2014,43(23):68-71.
[3] Jiang Wenchun, Gong Jianming, Tu Shandong, et al.Modelling of temperature field and residual stress of vacuum brazing for stainless steel plate-fin structure[J].Journal of Materials Processing Technology,2009,209(2):1105-1110.
[4] 黄和平.金属零部件高频感应钎焊技术标准的研究[J].焊接技术,2013,42(2):30-34.
[5] 郭万林,李天文.钛合金钎缝中元素的扩散行为研究[J].稀有金属,2001,25(5):345-347.
[6] 敖 斌,刘玉婵,樊国富,等.银铜基钎料在发动机导管上安装钎焊及脱焊工艺[J].焊接,2013(11):65-68.
[7] 王小霞,丁 毅,朱 婧,等.不锈钢/碳钢的高频感应钎焊工艺及性能研究[J].热加工工艺,2011,40(17):152-154.
[8] 张凌云,路文江,俞伟元,等.非晶镍基钎料钎焊接头性能及微观组织的研究[J].热加工工艺,2009,38(13):19-21.
[9] 刘文胜,刘书华,等.基于镍基微晶钎料的钨/钢真空焊接接头的组织及性能[J].中国有色金属学报,2014,24(12):3051-3058.
[10] Chung T, Kim J, Bang J, et al. Microstructures of brazing zone between titanium alloy and strainless steel using various filler metals[J].Transactions of Nonferrous Metals Society of China,2012,22(S3):639-644.
[11] 庄鸿寿.异种金属的钎焊[J].焊接,2009(2):22-25.
[12] 刘浩博,秦优琼,孙 磊,等.采用BNi-7钎料钎焊316L不锈钢[J].焊接,2014(1):43-46.
[13] 陈 卓,李 红.铁基钎料成分对304不锈钢钎焊接头组织和性能的影响[J].焊接,2016(3):45-48.
[14] 陈祝年.焊接工程师手册(第2版)[M].北京:机械工业出版社,2009.
[15] 邹 僖.钎焊[M].北京:机械工业出版社,1988:114-116.
[16] 何 鹏,贾进国,余泽兴,等.高频感应钎焊的研究分析[J].机电工程技术,2003,32(1):23-27.
[17] 谷海明,唐新华. 不锈钢真空钎焊工艺特点及其应用[J].热加工工艺,2011,40(23):164-170.
[18] 赵文龙,吴慕天,张 伟,等.气滑铸造6082铝合金原锭疏松组织的成因及预防措施[J].中国科技博览,2012(2):34.
2017-04-06
TG454
马 龙,1982年出生,大学本科,高级工程师。主要从事焊接技术研究工作。