浅析模具子系统制造实训课程的改进措施
2017-12-18周晓蓉
周晓蓉
(苏州健雄职业技术学院,江苏太仓 215411)
浅析模具子系统制造实训课程的改进措施
周晓蓉
(苏州健雄职业技术学院,江苏太仓 215411)
本文中的《模具子系统制造实训》课程是实践环节中的一门必修课程,这门课程与AHK德国工商行会的考证息息相关,它关系着学生毕业考试是否能顺利通过实践考核部分。在实训的过程中,针对学生出现的种种问题与错误,进行了研究与改进,如何使学生们在后期的课程中,对可能产生的错误进行预评估,如何将错误尽可能地降到最低,从而更顺利地掌握技术操作要领。
双元制;实践课程;防误防错
在企业日常的加工过程中,人为产生的错误占比很高。在我们实践操作课程中,学生处于学习阶段,则更容易产生加工性错误,所以在教学的过程中,我们需要对学生进行严格的操作控制及作业规范管理。
1 课程过程中产生的问题与错误分析
1.1 读图不清,工艺编制有误
学生在加工前,对图纸可能没有分析清楚,或者读图错误,在编制加工工艺时,没有考虑周到。例如图1的零件,铣削涉及到通槽、半腰槽、U型槽、型腔槽等,属于各种槽类集合训练的加工练习件。由于各类槽比较多,对于学生来说比较复杂,在工艺编制时,一旦顺序错误,在正式操作铣削时就会出现问题,可能导致槽的位置尺寸错误,槽的深度错误等常见的错误。
1.2 机床误差
机床也存在误差。一是它本身存在的误差,这是无法避免的,比如机床的刚性、机床丝杆间隙、机床在落地调整水平时存在的误差、机床在运作时产生的热变形误差等。在这些误差里,有些是无法避免的,有些则可以通过人为处理避之。
1.3 加工方法产生的误差
在加工过程中,由于学生铣刀安装的方法有区别,也会导致加工出现误差。例如:立铣刀在装夹时,刀具调整偏低,留出的刀柄过长,导致铣削加工时,铣刀出现让刀现象。
1.4 测量误差
(1)量具本身存在的误差,不可避免。这是在量具在生产过程中产生的误差,与量具精度等级有关。所以,针对不同尺寸精度要求的零件,应该选择不同精度要求的检测工具,来保证尺寸精度要求。(2)测量环境的误差,测量环境温度应该控制在常温时,比较适合进行测量,如果温度过高,则会影响到测量的结果,产生误差。所以,在测量精度要求比较高的零件尺寸时,应该具备相应的常温检测室,进行专门的测量工作。(3)学生在测量时,对量具的握力大小差异导致的误差。学生在进行测量的过程中,是从生疏到熟练的一个过程,在刚进行测量动作时,由于不适应,会导致手持量具的力量过大或过小,这些情况都会产生测量误差。在实践的过程中多加训练,则很快就能掌握手里的力量,找到一个适中的握力去握持量具,减小测量过程中产生的误差。(4)学生在测量时,目测方向有偏差所导致的误差。在测量读数时,每个人的读数多少都会有差异,这也导致了不同的人,测量出来的尺寸读数不同,因而产生测量误差。这个误差可以从一开始示范教授的时候,对学生强调读数的方法,应该直视量具上的刻度线,再去观察读数,才能将误差尽可能减小。
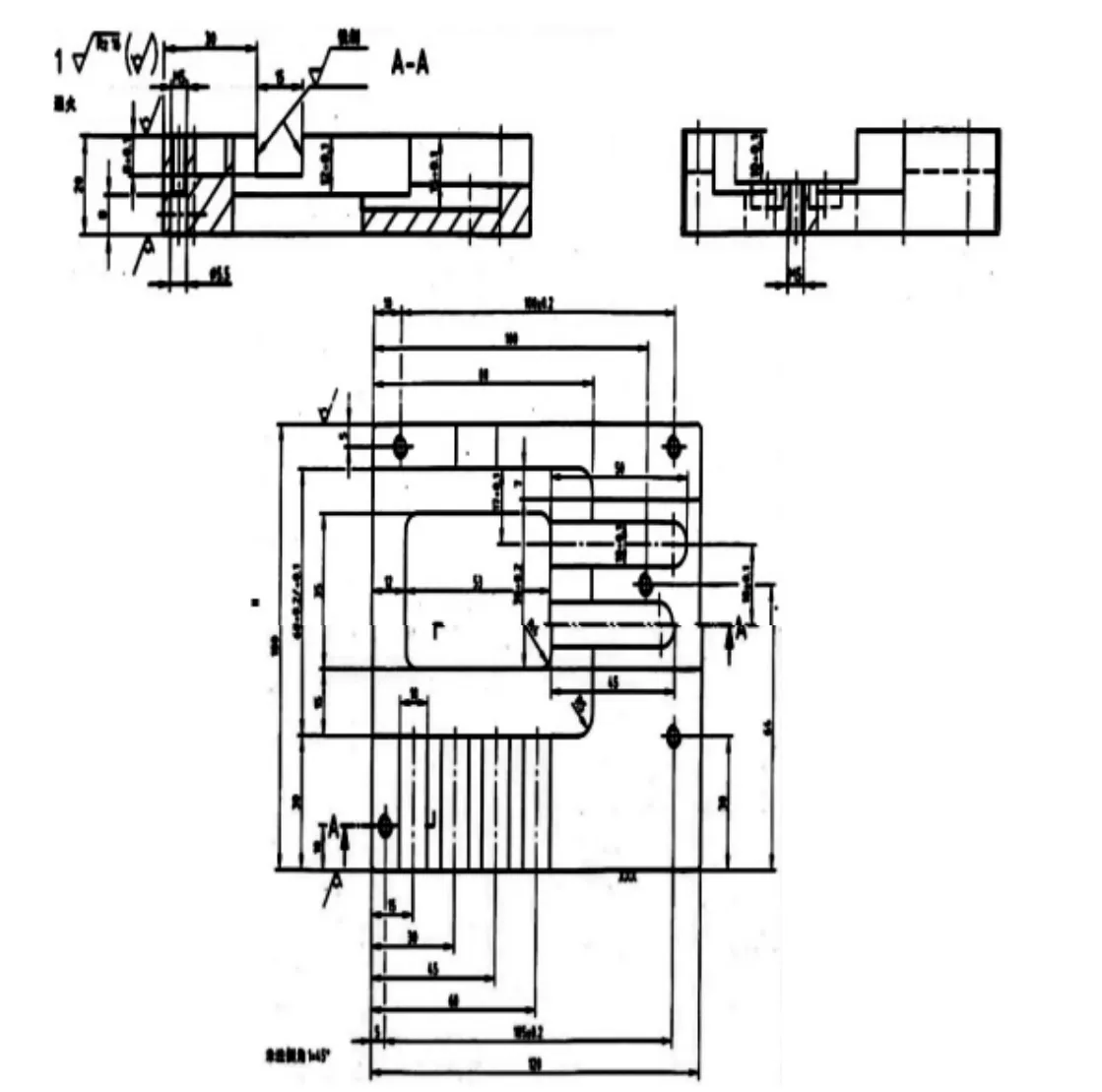
图1
1.5 学生心理作用导致失误
(1)恐惧的心理状态。在刚刚接触告诉旋转运动的机床加工时,大部分学生心理会产生恐惧。如遇到需要进行计算的情况时,这种恐惧感便会加剧,严重的则会出现意识障碍,导致学生加工时蹑手蹑脚,增加加工时长,影响加工质量。(2)粗心的心理状态。粗心往往是产生错误的一大重患,往往也是学生对待加工不认真的态度体现,只注重按时完成这个零件的加工,而在细节上对自己没有要求,没有精益求精的精神态度。在加工过程中就可能出现错误,或加工出来的零件产生了问题,影响到最后的装配。(3)习惯性心理状态。有的学生在进入大学之前就已经接触了铣床加工,已经有了机床的使用加工经验,已经固化了加工思维。当进入正规化的加工方法训练时,仍然固执地使用以往的加工方法,始终觉得自己的方法优于所学到的新方法。在这个过程中,很多不规范的小习惯会影响到最终的加工结果。(4)憎恶的心理状态。一是学生对老师存在偏见,连带对这门课程也带有有色眼镜,这个与老师的威信有关。还有可能学生对这个专业本就不喜,并非他最初想要选择的专业,久而久之,这种不喜扩大并转变为厌恶,这种情况出现则不利于学生以后的个人发展。
2 通过防错防误技巧对问题与错误进行改进
2.1 预防为主
从根本上进行预防,对于图1的零件加工。先由学生独立或分组对图纸进行分析,进行工艺编制,然后由任课老师对学生编制的工艺进行分享,找出问题所在,确定正确的工艺后,再进行实践加工的课程内容。这是从源头采取预防措施。
在实践加工的过程中,采取的预防措施是,先针对需要铣削的槽进行演示,并强调容易错误的地方,例如图1中的U型槽铣削,利用循环铣削的方法时,每个铣削点需提前计算好位置尺寸,在使用自动走刀加工时,需要提前停下后用手动走到铣削点,然后铣削下一个方向时,在不确定自动走刀手柄控制的方向时,需用手动先进行铣削一段后,再开启自动走刀。以免方向错误而导致槽铣错。
2.2 把握防错的时效性
从防错的角度来看,时效性也非常重要。首先,在错误发生之前采取措施是预防,可以尽可能将错误发生的可能性降到最低。例如在实践加工之前,先由任课老师进行现场示范教学,强调可能产生的错误,避免犯之。而在错误发生之后再去进行补救,往往都是在处理造成的后果。所以,把握防错的时效是越早越好。
2.3 制度化、规范化、标准化
(1)整体制度化是起点。对于制度,应该要从无到有、从有到好、从好到优再到日常化。从我们的现状来看,制度已经是处于好的阶段,实训现场已经有了较完善的制度机制,例如5S管理、机床TPM管理等,对于这些制度的执行力度也相当大。但在一些细节方面还需要进行改进。(2)规范学生行为是关键。学生各种都有,大部分比较好管理,也会有个别较难受控制,所以在课程中应该加入一些奖惩机制,来规范学生的日常操作加工方法,这样可以较好地控制最终的加工结果。(3)全面展开标准化是目标。当制度化和规范化运作成熟后,下一步便是标准化。这个需要所有任课老师进行统一磨合,达到同样的课程由不同老师受教的结果基本一致的效果。一旦标准化形成后,对于学生整体管理也会变得较为顺利。
2.4 积极控制、持续化
积极地控制属于主动性的行为,这不单单是老师需要去维护学生的行为,更是从学生的角度出发,学生维护所加工的零件,这是从源头上得到控制。如果学生在加工过程中出现失误的情况,在老师及时并有效的控制下,可以得到较好的控制。对于这样的控制机制是必须长期性的,直到学生能做到主动地去控制,避免错误产生。
3 结语
防错防误法对加工过程的控制非常有效,包括对于机床、人员、外界等多种因素。本文利用实践过程中出现的错误,对产生错误的原因进行了分析,并利用防错防误法对防范这些错误的产生进行了改进措施,消除产生错误的诱因。
[1]刘高鹏,韦余萍,何航红.基于人的可靠性分析的防错设计研究[J].现代制造工程,2011(6):89-92.
[2]李和平.机械产品的防错技术[J].机械工业标准化与质量,2009(10):24-30.
TH122
A
2096-4110(2017)03(b)-0084-02