石榴籽油脂肪酸乙酯化工艺研究
2017-12-11余瑶盼唐年初赵晨伟江南大学食品学院江苏无锡214122
余瑶盼,唐年初,赵晨伟(江南大学 食品学院,江苏 无锡 214122)
石榴籽油脂肪酸乙酯化工艺研究
余瑶盼,唐年初,赵晨伟
(江南大学 食品学院,江苏 无锡 214122)
以石榴籽油为原料、无水乙醇为反应物,在碱性催化剂氢氧化钠的作用下,对石榴籽油进行脂肪酸乙酯化工艺研究。在单因素实验的基础上,利用正交实验优化乙酯化工艺条件。结果表明:最优乙酯化工艺条件为反应温度75 ℃、反应时间2 h、醇油摩尔比8∶1、催化剂用量0.5%(以石榴籽油质量计),在该条件下乙酯含量可达95.88%。
石榴籽油;脂肪酸;乙酯化;乙酯含量
石榴为石榴科石榴属落叶灌木或小乔木,在我国南北各地均有种植,分布范围较广。石榴可谓全身是宝,果汁、果籽、果皮、花等皆有较好的保健和食疗效果,但是人们对石榴籽的利用价值缺乏认识,大量的石榴籽以废料弃之,造成资源浪费[1]。近年来,对石榴籽油化学成分和药理作用的研究越来越受到重视。石榴籽油中含有丰富的多不饱和脂肪酸,具有较好的抗氧化、抗癌、降血糖、预防动脉粥样硬化等药理作用,有极好的利用价值[2]。石榴籽油中有6种主要脂肪酸:石榴酸、亚麻酸、亚油酸、油酸、棕榈酸、硬脂酸。其中石榴酸约占86%。石榴酸是ω-3型高度不饱和脂肪酸,与亚麻酸一样是补充人体缺乏ω-3系列不饱和脂肪酸的理想成分。石榴酸具有极强的抗氧化能力,具有美白、去皱、延缓衰老、预防动脉粥样硬化和减缓癌变进程的作用。
然而石榴酸是高度不饱和脂肪酸,不稳定,而石榴酸乙酯的功能与石榴酸相近,并且石榴酸乙酯的稳定性大于石榴酸,无毒副作用,无不良气味,更容易被人体吸收。石榴酸甲酯与石榴酸乙酯性质相似,但是相对于甲酯来说,乙酯更加安全可靠,因此通常用石榴酸乙酯代替石榴酸[3-4]。
目前,国内外脂肪酸乙酯的制备方法主要分为两类,即脂肪酸与乙醇酯化法和油脂乙醇解法[5]。采用脂肪酸与乙醇反应制备脂肪酸乙酯能量消耗高、工艺时间长、环境污染严重,而油脂乙醇解法工艺过程短,无腐蚀,产品易分离,收率较高。所以基本上都采用油脂乙醇解法。本研究旨在以石榴籽油为原料,以氢氧化钠为催化剂,采用油脂乙醇解法研究石榴籽油脂肪酸乙酯化工艺,提高乙酯含量,为开发相应保健品提供工艺支持。
1 材料与方法
1.1 实验材料
1.1.1 原料与试剂
石榴籽油:深圳市康而建科技有限公司;十五酸甲酯标准品:Sigma (上海)贸易有限公司;正己烷,色谱纯;无水乙醇、氢氧化钠、氯化钠、石油醚(60~90 ℃)、无水硫酸钠均为分析纯。
1.1.2 仪器与设备
DF-101S集热式磁力加热搅拌器;ME204E电子天平:梅特勒-托利多仪器有限公司;RE-52A旋转蒸发仪;GC-2014气相色谱仪:日本岛津公司。
1.2 实验方法
1.2.1 脂肪酸乙酯的制备
称取一定量的石榴籽油于三口烧瓶,通氮气保护,加热到反应所需温度时,分3次加入一定量的氢氧化钠-无水乙醇溶液,启动搅拌装置并开始计时,达到所需反应时间后结束反应。将反应后的混合物倒入分液漏斗分层,加入适量的石油醚(60~90 ℃),接着用5%氯化钠溶液洗8次,放出下层水相。上层有机相用无水硫酸钠干燥后过滤,在40 ℃下旋蒸出没有反应完全的乙醇和石油醚。最终得到石榴籽油混合脂肪酸乙酯[6-9]。
1.2.2 乙酯含量的测定
以十五酸甲酯为内标,参照文献[10-11]采用气相色谱法测定乙酯含量。
2 结果与讨论
2.1 单因素实验
2.1.1 反应时间对石榴籽油乙酯化反应的影响
在反应温度75 ℃、醇油摩尔比(无水乙醇与石榴籽油的摩尔比,下同)7∶1、催化剂用量0.5%(以石榴籽油质量计,下同)的条件下,考察反应时间对石榴籽油乙酯化反应的影响,结果见图1。
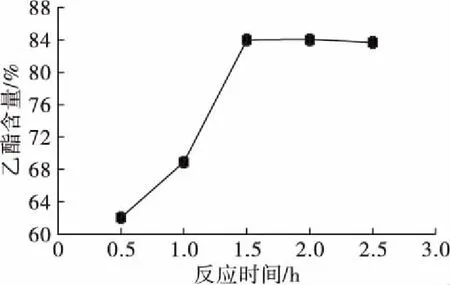
图1 反应时间对乙酯含量的影响
从图1可以看出,反应时间在0.5~1.5 h范围内,乙酯含量随反应时间的延长而增加,这是因为在这段时间内,反应时间越长乙酯化反应越充分,所以乙酯含量越高,继续延长反应时间乙酯含量没有明显提高。这是因为这时石榴籽油乙酯化反应已经达到平衡,延长反应时间既耗时耗能,还有可能使石榴籽油氧化。综合考虑,本实验选择反应时间为1.5 h。
2.1.2 反应温度对石榴籽油乙酯化反应的影响
在反应时间1.5 h、醇油摩尔比7∶1、催化剂用量0.5%的条件下,考察反应温度对石榴籽油乙酯化反应的影响,结果见图2。
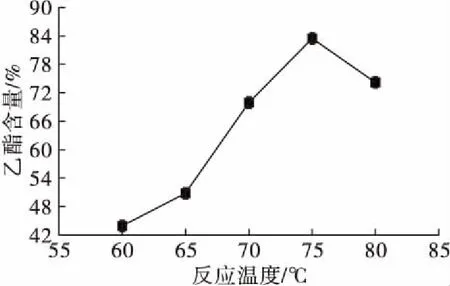
图2 反应温度对乙酯含量的影响
从图2可以看出,乙酯含量随着反应温度的升高而增大,说明反应温度升高有利于乙酯化反应进行,在反应温度为75 ℃时乙酯含量达最高,继续升高反应温度到80 ℃,乙酯含量反而降低。这是因为在常压下,无水乙醇的沸点为78.3 ℃,在反应温度为80 ℃时已经超过了无水乙醇的沸点,无水乙醇有可能气化造成醇油摩尔比下降,从而导致乙酯含量降低,所以反应温度必须控制在无水乙醇的沸点以下。综上,本实验选择反应温度为75 ℃。
2.1.3 醇油摩尔比对石榴籽油乙酯化反应的影响
在反应温度75 ℃、反应时间1.5 h、催化剂用量0.5%的条件下,考察醇油摩尔比对石榴籽油乙酯化反应的影响,结果见图3。
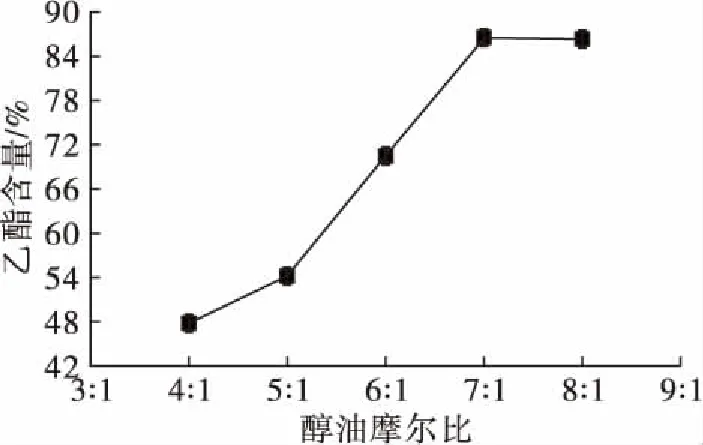
图3 醇油摩尔比对乙酯含量的影响
从图3可以看出,乙酯含量在醇油摩尔比为4∶1~7∶1 时,随着醇油摩尔比的增加乙酯含量也增加,而当醇油摩尔比大于7∶1后,乙酯含量趋于平衡,几乎没有变化。原因为无水乙醇用量的增加可以推动乙酯化反应向生成物的方向进行,进而提高乙酯含量。当醇油摩尔比达到7∶1时,乙酯化反应几乎接近平衡,继续增加无水乙醇的量,意义不大且浪费试剂,造成无水乙醇的回收和甘油分离成本增加。综合考虑,本实验选择醇油摩尔比为7∶1。
2.1.4 催化剂用量对石榴籽油乙酯化反应的影响
在反应温度75 ℃、反应时间1.5 h、醇油摩尔比7∶1的条件下,考察催化剂用量对石榴籽油乙酯化反应的影响,结果见图4。
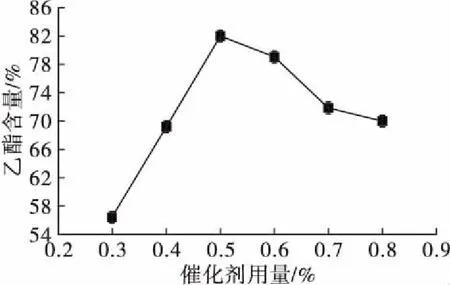
图4 催化剂用量对乙酯含量的影响
从图4可以看出,催化剂用量在0.5%之前,随着催化剂用量的增加,乙酯含量增加,当催化剂用量在0.5%时,乙酯含量达到最大,继续增加催化剂用量,乙酯含量反而降低。这是因为催化剂用量过多会发生皂化反应,且导致最终产物产生乳化现象不易分离,从而对后处理带来困难。综合考虑,本实验选择催化剂用量为0.5%。
2.2 正交实验
在单因素实验的基础上,选取反应温度、反应时间、醇油摩尔比、催化剂用量4个影响因素,以乙酯含量为指标,进行L9(34)正交实验,以确定石榴籽油脂肪酸乙酯最优制备工艺条件。因素与水平见表1,正交实验方案与结果见表2。
表1 因素与水平
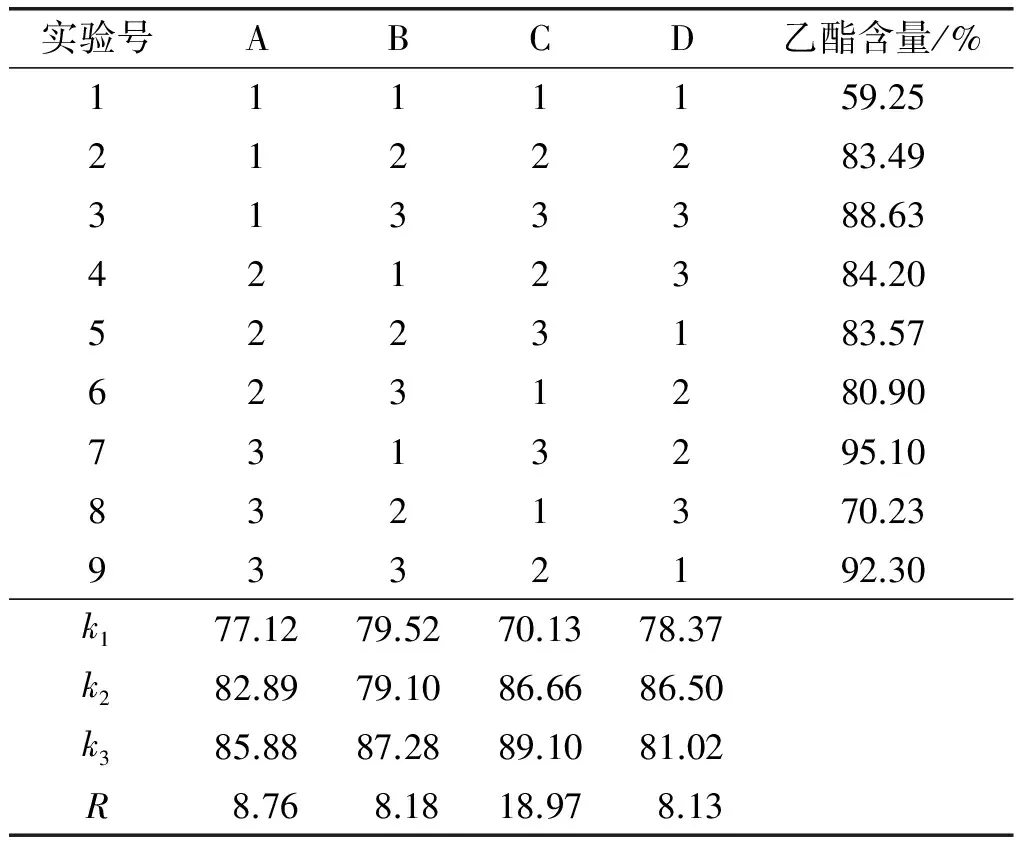
表2 正交实验方案与结果
由表2可以看出,4个因素的影响大小顺序为醇油摩尔比gt;反应温度gt;反应时间gt;催化剂用量。石榴籽油脂肪酸乙酯最优制备工艺组合是A3B3C3D2,即反应温度为80℃、反应时间为2 h、醇油摩尔比为8∶1、催化剂用量为0.5%。考虑到无水乙醇的沸点为78.3 ℃,乙酯化温度最好选择其沸点以下,所以选择最优乙酯化工艺条件为A2B3C3D2,即反应温度为75 ℃、反应时间为2 h、醇油摩尔比为8∶1、催化剂用量为0.5%。按最优工艺条件进行验证实验,得乙酯含量为95.88%,高于任何一组单因素实验和正交实验结果。
3 结 论
对石榴籽油脂肪酸乙酯化工艺进行研究,在单因素实验的基础上进行正交实验优化,确定最优乙酯化工艺条件为反应温度75 ℃、反应时间2 h、醇油摩尔比8∶1、催化剂用量0.5%。在最优条件下,乙酯含量可达95.88%。
[1] 吕俊丽, 刘邻渭. 石榴酸的研究进展[J]. 中国油脂, 2011, 36(2): 44-47.
[2] 高忠梅, 刘邻渭, 原田, 等. 不同品种石榴籽油组分及抗氧化性研究[J]. 中国粮油学报, 2014, 29(12): 83-87.
[3] 陈业高, 卢艳, 刘莹, 等. 石榴籽油脂肪酸成分的分析[J]. 食品科学, 2003, 24(11): 111-112.
[4] 马齐, 秦涛, 王丽娥, 等. 石榴籽油的提取及成分分析[J]. 粮油食品科技, 2008, 16(1): 28-30.
[5] 刘润哲, 彭桦, 梅连平, 等. 脂肪酸乙酯的制备与纯化[J]. 粮食与食品工业, 2010, 17(5): 22-25.
[6] RAMADHAS A S, JAYARAJ S, MURALEEDHARAN C. Biodiesel production from high FFA rubber seed oil[J]. Fuel, 2005, 84(4): 335-340.
[7] 李琼, 叶勇, 刘华鼐. 茶油不饱和脂肪酸乙酯化工艺研究[J]. 粮食与油脂, 2014, 27(1): 39-41.
[8] 杨海燕, 吕从锦, 侯伟伟, 等. 甜杏仁油乙酯的制备工艺研究[J]. 食品研究与开发, 2011, 32(9): 40-42.
[9] 周印羲, 侯相林, 齐永琴, 等. 高含量α-亚麻酸乙酯产品的制备[J]. 日用化学工业, 2005, 35(4):216-218.
[10] ALCANTARA R, AMORES J, CANOIRA L, et al. Catalytic production of biodiesel from soy-bean oil, used frying oil and tallow[J]. Biomass Bioenerg, 2000, 18(6): 515-527.
[11] 回瑞华, 侯冬岩, 李铁纯, 等. 棉籽油中脂肪酸不同的酯化方法与气相色谱-质谱分析[J]. 质谱学报, 2005, 26(2): 90-92.
Ethylesterificationoffattyacidsofpomegranateseedoil
YU Yaopan, TANG Nianchu, ZHAO Chenwei
(School of Food Science and Technology, Jiangnan University, Wuxi 214122, Jiangsu, China)
With pomegranate seed oil as raw material, anhydrous ethanol as reactant, and sodium hydroxide as catalyst, ethyl esterification of fatty acids of pomegranate seed oil was studied.Based on single factor experiment, the process conditions of ethyl esterification were optimized by orthogonal experiment. The results showed that the optimal process conditions of ethyl esterification were obtained as follows:reaction temperature 75 ℃,reaction time 2 h,molar ratio of anhydrous ethanol to pomegranate seed oil 8∶1, catalyst dosage 0.5%(based on the mass of pomegranate seed oil).Under these conditions,the ethyl ester content was 95.88%.
pomegranate seed oil; fatty acid; ethyl esterification; ethyl ester content
2017-01-09;
2017-06-16
余瑶盼(1991),男,硕士研究生,主要从事油脂方面的研究工作(E-mail)jndxyuyaopan@163.com。
唐年初,副教授,博士(E-mail)tangnc@126.com。
油脂化学
TS225.1;TQ644
A
1003-7969(2017)10-0031-03
