安钢冷轧1 550 mm连退步进梁升降液压系统故障分析与改进
2017-11-27王普超
马 宁 陈 宏 王普超
(安阳钢铁集团有限责任公司)
安钢冷轧1 550 mm连退步进梁升降液压系统故障分析与改进
马 宁 陈 宏 王普超
(安阳钢铁集团有限责任公司)
通过对安钢冷轧连退线步进梁升降液压系统原理的分析,通过改变液压回路中二通插装阀控制盖板的形式,把回油节流调速回路改造成进油节流调速回路,从根本上解决了步进梁上升速度不可调以及系统压力下降的故障。
步进梁升降 二通插装阀 节流调速回路
0 引言
步进梁是冷轧线最常用的工艺设备之一,一般被布置在整条生产线的入口段或出口段,完成钢卷的输入或输出任务。根据工艺要求,步进梁与其周围设备协同工作,可实现钢卷的直径和宽度测量、对中、拆捆带、称重、打捆等等。其结构和工作原理决定了它可以与车间的吊运设备很好地配置,以实现快节奏、自动化生产。
步进梁根据驱动形式可分为电动或液压式,就升降形式而言,又可分为直接升降式,摆杆升降式,偏心轮杆升降式等类型。不论何种形式,其基本结构都是相似的,都是由固定鞍座、动梁、提升装置,横移装置四部分组成[1]。固定鞍座是焊接在运输方向上的马鞍形的结构支座,每个固定鞍座相距一定距离进行布置,动梁是通过上升、横移和下降、回退四个动作,在每一个运行周期内把步进梁上所有钢卷从一个固定鞍座移向下一个固定鞍座。
1 安钢冷轧连退步进梁控制方式和特点
连退步进梁为液压驱动,因滑阀结构限制,其流通能力小,且制造精度要求高,应用于大流量系统时,阀芯尺寸大,从而造成换向时间长,换向冲击大等后果。针对高压大流量工况,安钢冷轧连退步进梁液压回路采用了二通插装阀的控制方式。
一个二通插装阀通常是由插入元件、先导元件、控制盖板和插装块体4个部分组成的。插入元件是二通插装阀的主级或称功率元件,插装在阀体或集成块中,通过它的开启、关闭动作和开启量大小来控制液流的通断或压力的高低、流量的大小,以实现对液压执行机构的方向、压力和速度的控制。二通插装阀的特点:流通能力大,压力损失小,适用于大流量液压系统;主阀芯行程短,动作灵敏,响应快,冲击小;抗油污能力强,对油液过滤精度无特殊要求;结构简单,维修方便,故障少,寿命长;插件具有一阀多能的特性,便于组成各种液压回路;工作稳定可靠;插件具有通用化、标准化、系列化程度很高的零件,可以组成集成化系统[2]。
2 存在问题及原因分析
在调试步进梁动作的过程中,经常出现两种故障:1)步进梁在空载上升过程中调整速度后,步进梁上升时动作忽快忽慢,达不到平稳上升的状态,如果发生在托举钢卷时将会造成设备或人身安全事故,这显然有悖于工艺设计要求;2)上升时回路压力下降,设备无法稳定运行。
2.1 入口步进梁液压升降系统原理与故障分析
2.1.1 入口步进梁升降系统控制原理
步进梁升降液压系统上升、下降时的工作原理为:步进梁上升时,2位四通换向阀a得电压力油通过25.3、25.4两个单项节流阀进入到17.1、20.2两个插装阀控制盖板18.1、22.1的控制油口X,使这两个插装阀油路关闭,同时压力油通过15.1球阀进入20.1插装阀的B口,进入油缸的无杆腔,油液通过17.2插装阀的A口回油箱;步进梁下降时2位四通换向阀b得电压力油通过25.1、25.2两个单项节流阀进入到17.2、20.1两个插装阀控制盖板19.1、20.1的控制油口X,使这两个插装阀油路关闭,同时压力油通过15.1球阀进入17.1插装阀的B口,进入油缸的有杆腔,油液通过20.2插装阀的A口回油箱。入口步进梁升降系统控制原理如图1所示。
通过对步进梁升降液压系统原理分析,得出系统回路能满足步进梁上升下降设计要求的结论。
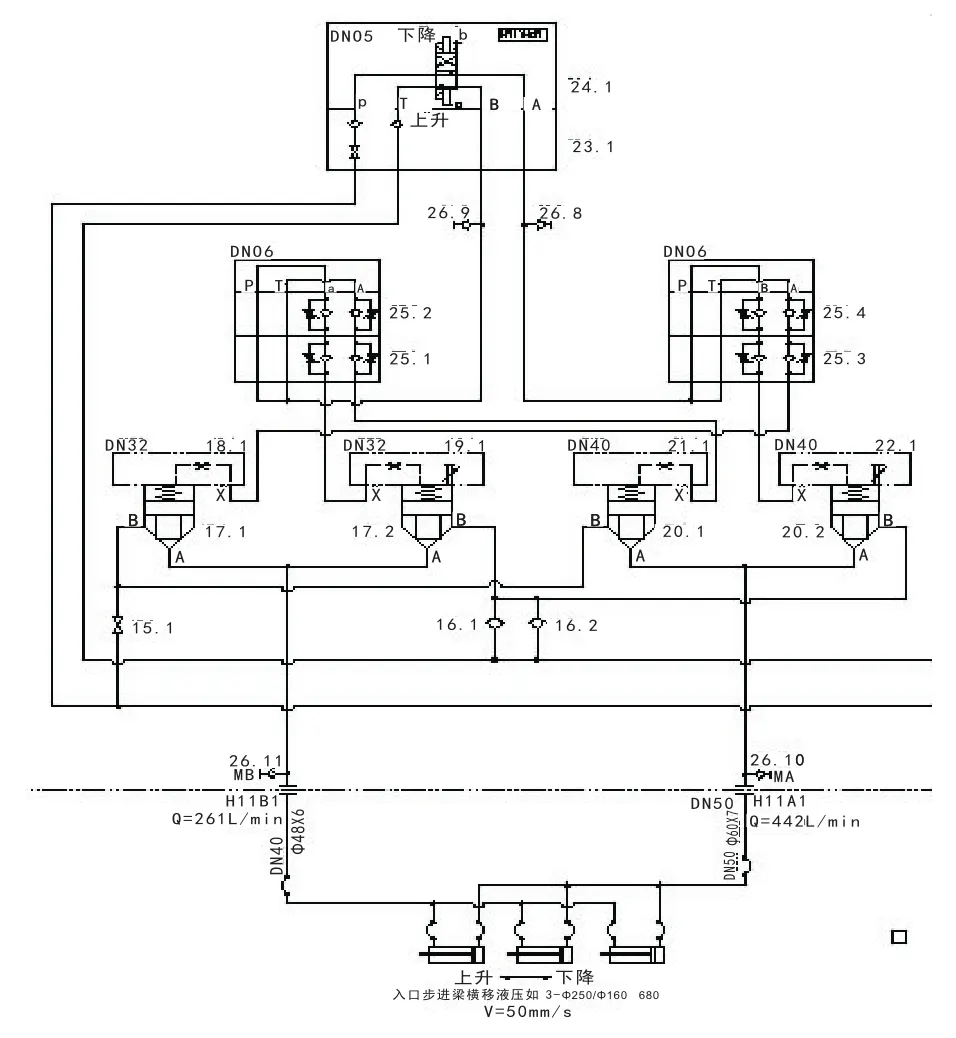
图1 步进梁升降系统原理
2.1.2 步进梁上升速度忽快忽慢的故障分析
步进梁上升时,插装阀17.2的控制盖板19.1带有行程限位器,上升时插装阀17.2作为系统回油通过控制盖板19.1的行程限位器进行节流调速,当采用回油节流调速时,插装阀17.1控制腔压力为系统压力13 MPa,插装阀环形面积与高压相通也为13 MPa,因为上升时无杆腔与高压相通为13 MPa,而有杆腔的面积比无杆腔面积小,所以有杆腔的压力要大于13 MPa,这时插装阀17.1被打开,回油经过插装阀17.1进入高压管路,接着进入油缸无杆腔,形成差动连接,使油缸快速伸出,造成上升速度不可调。
步进梁下降时,插装阀17.1、20.2打开,插装阀17.2、20.1关闭,油缸缩回。同理分析,下降时有杆腔与高压相通为13 MPa,而有杆腔的面积比无杆腔面积小,所以有无杆腔的压力要小于13 MPa,这时插装阀关闭正常,因此,下降可以进行速度调节。
2.2 回路压力下降原因分析
步进梁上升动作时,2位四通换向阀a得电,油液瞬间通过插装阀20.1,管路内流动的液体因很快的换向和阀口的突然改变,在管路内形成一个很高的压力峰值,形成液压冲击。液压冲击影响液压系统的工作稳定性和可靠性,干扰液压系统的正常工作,造成系统压力下降。
3 改造方案
3.1 入口步进梁升降速度不可控改造
根据Rexroth二通插装阀方向阀的结构特点,将插装阀20.1的控制盖板LFA40D-7X/FX改为LFA40H-7X/FX型带行程控制器的控制盖板,将回油调速改为进油调速回路,从而避免了回油调速形成的差动回路,实现上升速度可调可控。改造后的二通插装阀如图2所示。

图2 改进后的二通插装阀
3.2 回路压力下降改造
回路压力下降可以通过调节图中画红圈处的节流阀和适当降低步进梁上升速度解决。调节节流阀25.1可以减慢插装阀20.1的开启速度,加入延时功能,从而可缓解瞬间流量过大。此外,在启用4台高压泵(出口液压站5台)后,如还会出现高压管路压力下降问题,可适当降低步进梁上升时的速度(调节更换控制盖板后的插装阀20.1的行程限位器),即可解决上升时回路压力下降的故障。
4 改造效果
通过上述改进措施的实施,步进梁液压缸上升时平稳可靠,通过速度调整达到了上升约50 mm/s的设计要求,为上卷和卸卷工序提供了可靠的设备基础,提高了整条机组的运行效率和生产能力。
5 结束语
在安钢冷轧1 550 mm连退机组调试过程中,针对步进梁液压升降系统出现的问题进行控制原理分析,找出症结所在并进行改进完善,为步进梁上卷卸卷提供了设备保障,对于提升整条机组的运行效率、提升产品质量奠定了坚实基础。
[1] 武汉钢铁设计研究院.板带车间机械设备设计[M].北京:冶金工业出版社,1983:52-53.
[2] 唐英千.液压集成元件--二通插装阀[J].锻压机械,1991(1):26-27.
FAULT ANALYSIS AND IMPROVEMENT OF 1 550 mm PROGRESSIVE DOWN BEAM HYDRAULIC SYSTEM IN ANGANG COLD ROLLING MILL
Ma Ning ChenHong Wang Puchao
(Anyang Iron and Steel Group Co., Ltd.)
The principle of walking beam lifting hydraulic system on continuous annealing line in Cold Rolling Compa⁃ny of Anyang Steel is analyzed, by changing the hydraulic circuit of two-way cartridge valve control panel, in the form of the oil return throttling speed control circuit into inlet throttling speed control circuit,fundamentally solves the walking beam rise speed regulation and system pressure drop of failure.
step beam lift two way cartridge valve throttle control circuit
2017—6—28