边柱倒装法安装储罐在工程中的应用
2017-11-27王宏利
王宏利
(安阳钢铁股份有限公司)
边柱倒装法安装储罐在工程中的应用
王宏利
(安阳钢铁股份有限公司)
边柱倒装法是利用小型机具完成大型储罐安装的施工技术,具有安全系数高、占用场地少、施工成本低、质量易保证等优点,本文根据工程实例,阐述了采用边柱倒装法完成立式圆筒形储罐的吊装施工工作。
储罐 边柱倒装法 技术
0 前言
边柱倒装法是一种先进的施工技术,采用该技术施工储罐具有施工周期短、占用场地少、施工成本低、安全系数高等优点。通过在安钢液体沥青外销改造工程中的应用实践,解决了施工技术难题,在质量、进度、安全等方面都取得显著的成效,十分具有在安钢类似的建设项目中推广的价值。
1 工程概况
安钢焦化厂液体沥青外销改造工程解决了焦油加工特别是沥青产品生产能力不足,满足不了煤气净化及焦油工序的正常生产问题,7 m焦炉和大高炉的生产得到了根本的保障。
液体沥青的生产不但能降低生产成本、减少环境污染、提升化产创效能力,而且投资省、实现了产品多样化,扩展了销售渠道。目前,济南钢铁公司加工厂、宝硕煤化、河北鑫宝煤化等厂家沥青销售均已液体为主。根据安钢现状及业界应用情况,既创效又环保的液体沥青外销改造项目的实施是非常必要的。
2 边柱倒装法与正装法的比较
焦化厂液体沥青外销改造项目的两座500 m3的液体沥青储罐,施工区域非常狭小,并且有运苯罐车通过,单个储罐重量15.153 t,加上罐顶支撑重约18 t,如采用正装法安装需200 t吊车远距离吊装,会大大增加施工成本和施工难度,而且会阻碍运苯罐车的通行。罐体直径8 540 mm,罐板厚度6 mm,表现在罐体板薄、直径大的特点,如果正装法施工,在组对和吊装过程中如果控制不好椭圆度极易产生变形。变形一旦产生很难修复。罐体高度9.8 m,如采用正装法需逐层搭设脚手架,施工费用高,且存在高空坠落的风险。
而采用边柱倒装法进行施工以上问题迎刃而解,首先占用空间小,因在罐体内设置边柱,不占用外部空间,只需用8 t汽车吊进行组对配合即可,大大降低时施工难度和施工成本。其次质量有保证,主要体现在:一是椭圆度易于保证,由于采用胀圈,壁板组对时非常易于找圆,能有效的保证椭圆度达到标准要求甚至更优,二是环缝焊接变形小,平整度好。在胀圈的张力作用下,使环缝焊接刚度大大增加,能够抑制环缝焊接的收缩变形,三是罐体的垂直度易于保证,因为每个边柱都可单独调节吊装高度,有利于控制并调节罐体的垂直度。最后,所有组对和吊装都只是在地面进行,避免了脚手架搭设的费用及降低了人工费用,且大大降低了安全风险。综上所述,通过两种施工方法的比较及现场施工的具体情况,经过多方论证决定对液体沥青储罐的安装采用边柱倒装法施工技术。
通过施工过程中安全、质量、进度、投资的控制,再到竣工后使用效果的检验,该技术的运用完全达到了预期的缩短工期,提高施工质量,节约成本,优化施工工艺等目的。针对该成果取得的显著经济效果,可以在安钢今后的建设工程中加以推广。
3 工艺原理和施工工序
3.1 工艺原理
边柱倒装法就是利用均布在罐壁内侧带有提升机构的边柱提升与罐壁板下部临时胀紧固定的胀圈,使上节壁板随胀圈一起上升到预定高度,然后组焊第二圈罐壁板。组焊后松开胀圈,降至第二圈罐壁板下部胀紧、固定后再次提升。如此往复,直至焊接完毕。施工示意图如图1、图2所示。
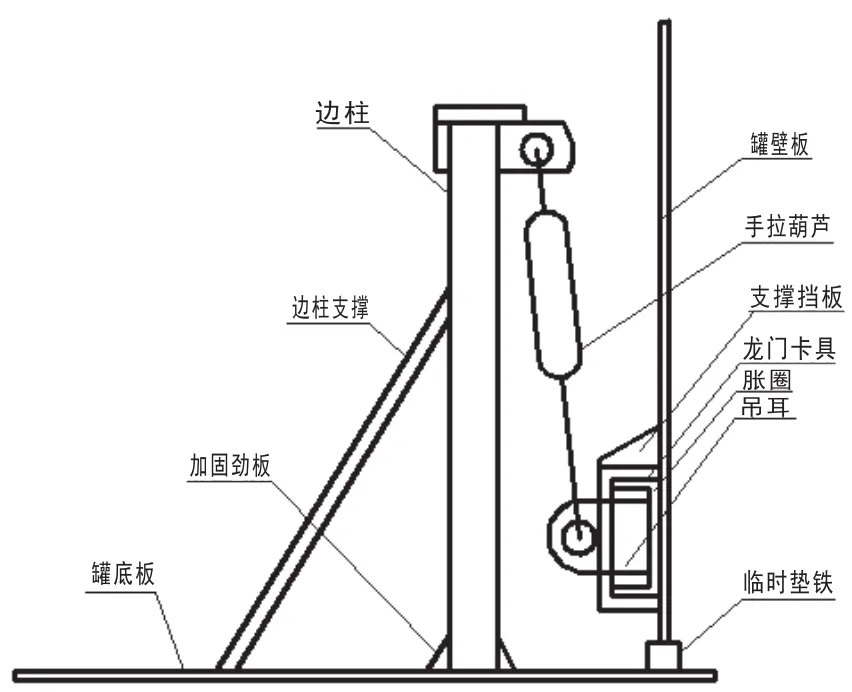
图1 边柱倒装法施工示意图(主视)
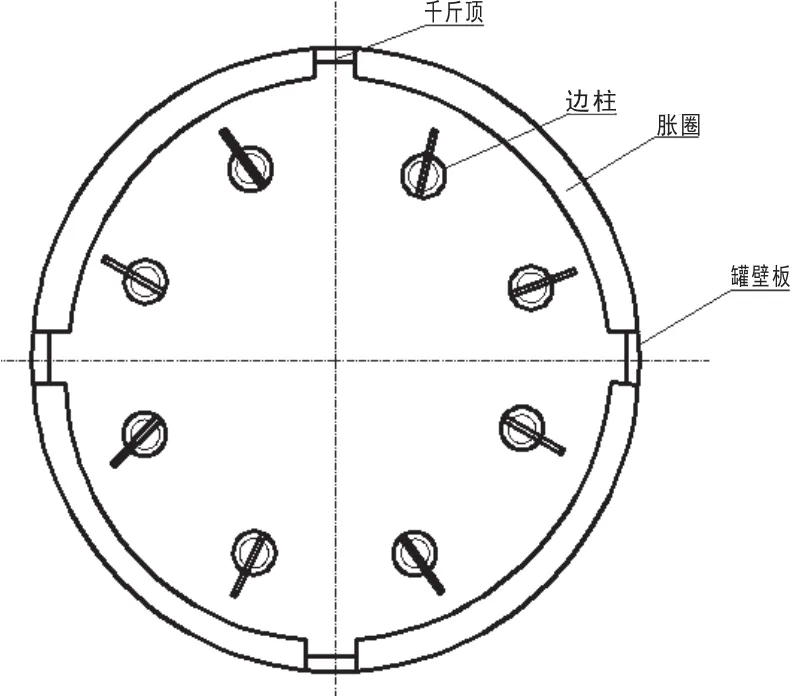
图2 边柱倒装法施工示意图(俯视)
3.2 施工工序
首先,施工工器具和人员的准备工作,然后和土建基础的交接预验收,验收合格完成交接后进行罐底板铺设、焊接、检验,完成后进行罐上部第一圈壁板的制安、焊接和检验,然后进行罐顶盖的制作以及罐顶盖与罐上部第一圈壁板的组对焊接,并验收合格后进行整体提升,提升高度为下部壁板的高度,提升后即可进行下部壁板的组对安装工作。罐体安装结束后进行充水试验,检验罐体有无渗漏,如有漏点需立即进行处理。充水试验合格后进行沉降观测,保证储罐整体无超标沉降。经安装、检漏合格及沉降检查合格后进行储罐总体验收,各工序均合格并经验收人员签字确认方可交工。边柱倒装法施工工艺流程如图3所示。
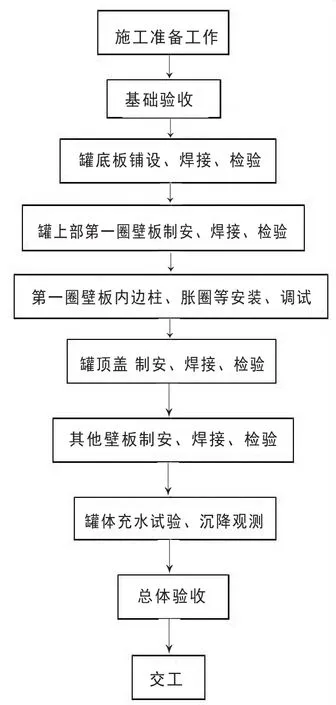
图3 边柱倒装法施工工艺流程
4 吊装载荷计算及主要机具配置
沥青储罐(不含底板)重量15.153 t,胀圈等附件按1.5 t,合计最大吊装重量为16.653 t,设8个起吊点,考虑不均匀系数K=1.5,单个起吊点最大载荷为 16.653×1.5/8=3.12 t<10 t。 根据计算结果得到的主要机具配置见表1。
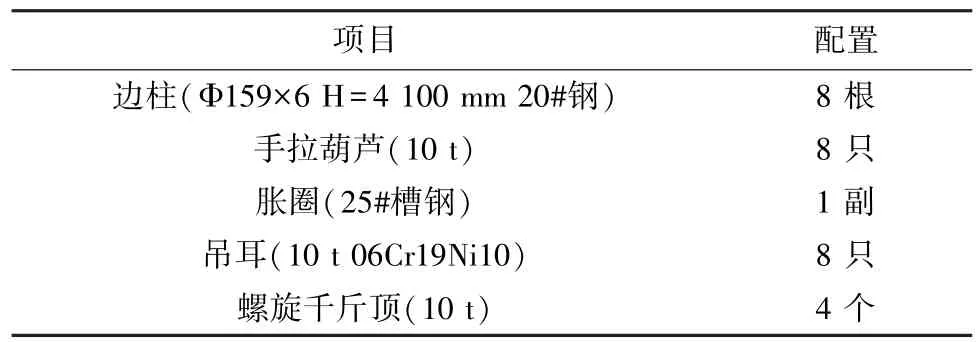
表1 主要机具配置
5 技术要点
5.1 边柱
边柱的布置按储罐的周长均匀分布,为改善罐壁受力状况,在不妨碍提升的情况下,边柱尽可能靠近罐壁安装,边柱吊点和罐壁吊点距离相等,保证每个边柱受力一致,按单个最大承载力3.12 t设计,边柱采用直径159 mm,壁厚6 mm的钢管,边柱沿圆周均匀设置8个,为了保证提升时边柱不发生侧向弯曲,在边柱底部设置加固筋板,并且在边柱受力反方向用钢管进行斜拉支撑。
5.2 手拉葫芦
手拉葫芦体积小、结构简单、易于操作、施工费用低,为罐体提升提供动力。罐体总重15.153 t,设置8只手拉葫芦,每只最大起吊能力10 t,提升时注意保持同步性,保证每个手拉葫芦平均分配载荷,各吊点同步起升,吊装的高度和速度相一致。
另外,起重前要认真检查吊钩、链条、齿轮是否完好,制动力矩是否有效。如果传动齿轮有裂纹,断齿或齿厚磨损达30%以上应该报废;链条产生塑性变形或直径磨损10%应该报废。制动力矩可采用试吊的方法检验,认定确实可靠后,方可进行正常作业。
5.3 胀圈
胀圈利用槽钢滚弧制成,曲率半径与储罐内径相同。胀圈在千斤顶顶紧力的作用下紧贴壁板,胀圈起到支撑壁板和壁板组对好后起弧,防止壁板变形,胀圈选用25#槽钢沿全圆周分为4段,每段胀圈配两根边柱,保证受力点均匀分布。
5.4 吊耳
10 t的吊耳8只,每个边柱配一只吊耳,在胀圈上焊接吊耳,需要注意的是吊耳不能与罐壁焊接,以免提升时手拉葫芦的倾角拉力造成管壁下侧向内受拉变形。
5.5 千斤顶
千斤顶采用10 t的螺旋千斤顶4个,用于连接胀圈、顶死胀圈,使胀圈紧贴壁板。
6 工艺特点
1)高空作业少,安全系数高。正装法罐内外需搭设满堂红脚手架,随着罐体的升高,高空作业风险大,而倒装法则无需搭设脚手架,除罐顶安装外,所有安装和检验的工作全部在地面进行,安全系数大大提高。
2)占用场地少,可在狭小的区域施工。只需在罐体内设置边柱进行提升作业。
3)施工机具可重复使用。施工机具除胀圈外可在各种规格的储罐中重复使用。
4)施工质量易保证。施工过程中,在胀圈的胀紧力作用下,易于对罐体圆度的控制,并且能够抑制环缝的收缩变形,因边柱调整罐体提升高度具有很强的灵活性,所以能够对罐体垂直度提供有效的保证。
5)适应性强。该施工技术适用于大、中、小型立式直筒形储罐的施工。
6)施工成本低,经济效益好。采用该技术,设置边柱8根、电动葫芦8只、胀圈1副、吊耳8只,边柱和胀圈可自行制作,其他工具为常用施工工具,其他人工、材料设备、措施费用等支出对建设成本基本不构成影响。两座储罐降低吊车台班使用费,200 t汽车吊按18 880元/台班计算,可节约吊车台班费用18 880元/台班×16台班≈300 000元,两座储罐节约搭、拆脚手架人工费用20人×200元/天×10天=40 000元。共计节约资金约34万元。
7 结语
边柱倒装法在安钢焦化液体沥青外销改造工程的应用,解决了施工场地受限以及储罐椭圆度、平整度、垂直度不易控制的施工技术难题,该施工技术具有操作简单、安全系数高、质量易保证、施工效率高等特点,推广及应用前景广阔。
[1] 樊兆馥.机械设备安装工程手册[M].北京:冶金工业出版社,2004:922.
APPLICATION OF SIDE COLUMN INSTALLATION STORAGE TANK IN ENGINEERING
Wang Hongli
(Anyang Iron and Steel Stock Co.,Ltd)
Side column flip chip approach is the construction technology of large storage tank installation using small e⁃quipment, has the advantages of high safety factor, less occupied site, low construction cost, and easy to ensure.This pa⁃per expounds the hoisting construction of vertical cylinder tank by side column flip chip approach.
storage tank Side column flip chip approach technics
2017—3—27