铝合金T型接头激光焊接实验研究
2017-11-24刘天亮田彩兰梁晓康罗志伟
刘天亮,田彩兰,董 鹏,梁晓康,罗志伟
(首都航天机械公司,北京 100076)
铝合金T型接头激光焊接实验研究
刘天亮,田彩兰,董 鹏,梁晓康,罗志伟
(首都航天机械公司,北京 100076)
针对激光焊接铝合金T型接头,系统研究了激光入射角度、激光功率、焊接速度对T型接头焊接形貌的影响。研究结果表明:激光入射角度处于30°~45°时较合理,入射角小于30°时,底板熔深太小,影响接头强度;入射角大于45°时,焊缝熔深太大,使底板焊透,同时造成接头不完全包覆。随着激光功率的增加,焊接熔深逐步增大,当激光功率达到2200 W时,T型接头实现双侧焊缝包覆,焊接性能较好。当焊接速度为0.8 m/min时,出现咬边缺陷;当焊接速度达到1.2 m/min时,无法实现焊接接头两侧的完好包覆。
激光焊接;T型接头;铝合金;焊接参数
高强铝合金薄壁焊接结构越来越多地应用到航空、航天、船舶等领域[1-2]。高强铝合金T型激光焊接除了具有一般激光焊接的特点外,其两侧倾斜焊缝的相互作用与焊缝形貌特征使其具有自身特点。Squillace等[3]研究了不同成分焊丝对接头力学性能的影响,结果表明其对焊缝成形、拉伸性能及断裂行为影响显著。Schumacher等[4]指出光束入射位置对接头的成形质量及其力学性能影响显著。Tao等[5]研究了送丝工艺对铝合金T型接头激光焊接的影响,研究表明采用较小的送丝角度时气孔缺陷较少。陈洁等[6]研究了双侧分别焊接的T型接头力学性能,指出接头拉伸强度由焊缝熔深与焊脚尺寸决定。杨志斌等[7]指出铝合金双侧激光同步焊接T型接头的焊缝质量与激光功率、焊接速度及送丝速度等工艺参数相关。何恩光[8]分析了线能量对残余应力分布规律的影响,结果表明激光焊接线能量增加时,纵向残余拉应力峰值降低,而横向残余应力峰值随着线能量的增加而变大,T型接头残余应力总体分布趋势与对接接头残余应力分布规律类似。许良红等[9]研究了多种形式铝合金的力学性能,结果表明铝合金元素的蒸发导致了焊接接头的软化。
本文研究了激光功率、焊接速度和激光入射角度对焊缝形貌的影响,得出激光焊接T型接头的优化方向,为激光焊接T型接头提供技术支撑。
1 实验条件
实验采用高光束DC030 Slab CO2激光器,主要技术参数见表1。T型接头的焊接形式见图1,采用2A12硬铝合金试片,底板尺寸为400 mm×50 mm×1.5 mm,立板尺寸为 400 mm×50 mm×2 mm,母材的化学成分见表2。
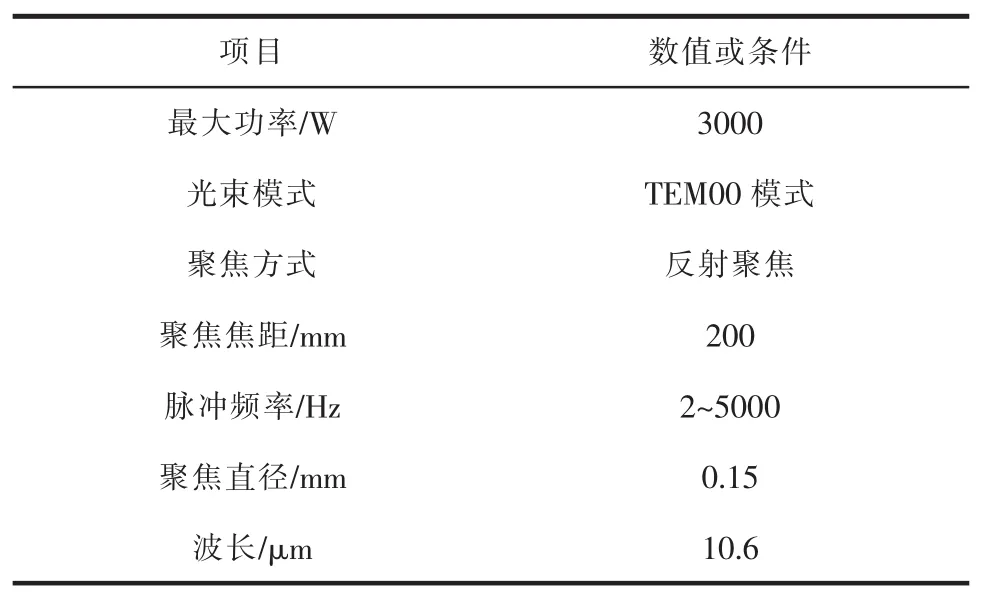
表1 激光器主要技术参数
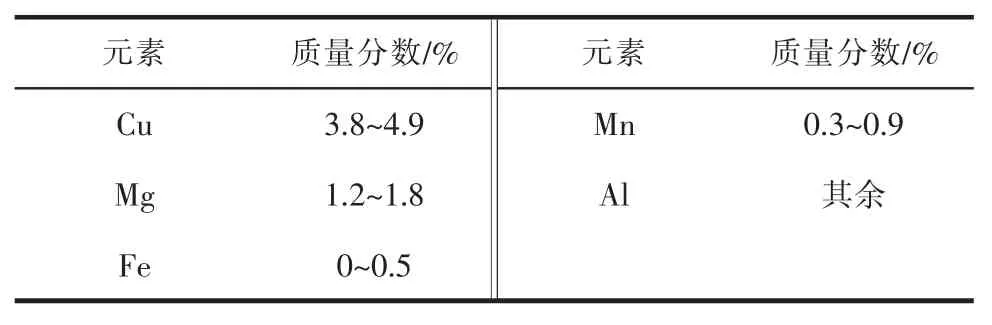
表2 2A12试片主要化学成分
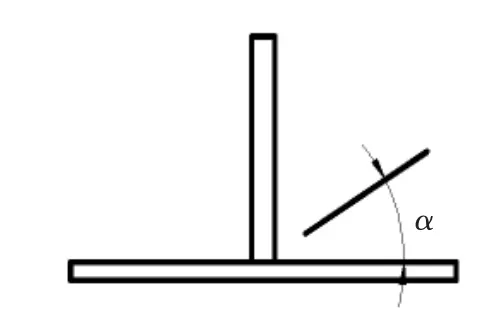
图1 T型接头焊接形式示意图
先用丙酮清洗去除试片油污,再以化学清洗方法去除其表面氧化膜,用清水洗净后待焊。在激光焊接过程中,采用设计的工装夹具固定试片,把激光头偏转一定的角度,调试好位置,先从一侧焊接,待焊好之后再进行另一侧的焊接。受T型接头熔池位置及其形状的影响,熔池熔液具有流动性,在重力作用下易在焊缝处形成向里的凹陷,给焊缝成形带来困难,因此,焊后采用光学金相显微镜等测试手段对焊缝形貌特征进行分析。
2 实验结果分析
2.1 激光入射角度对焊缝形貌的影响
以平板焊接时的最佳工艺参数为参考,T型焊接接头采用连续焊接方式,焊接工艺参数见表3。改变激光束与底板的角度α进行焊接实验,研究激光入射角度对焊缝形貌的影响。
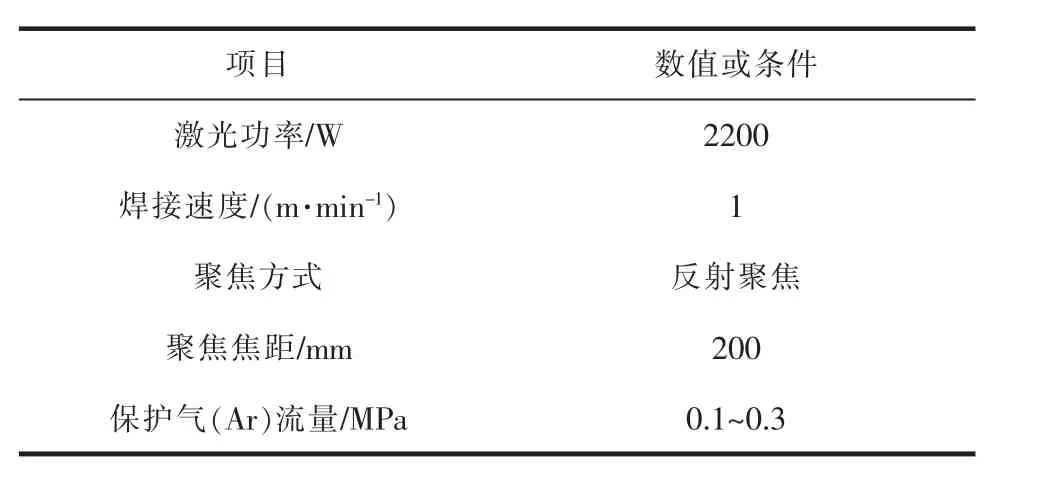
表3 T型焊接工艺参数
选取激光入射角度α在15°~60°之间,以此进行焊接实验。当激光在立板的偏移量为0(激光光斑均作用在T型接头底板及立板的交线上),激光功率为2200 W,焊接速度为1 m/min,激光入射角度分别为 15°、30°、45°、60°时的焊缝形貌见图 2。 可见,当α<30°时,保护气对等离子体的影响较大,易造成焊接过程不稳定;底板熔深太小,影响接头强度;匙孔倾斜较小,更易塌陷闭合。当α>45°时,焊缝熔深太大,使底板焊透,造成焊缝的无效熔深变大,能量的有效利用率低,且熔池倾斜角度过大,造成接头不完全包覆。
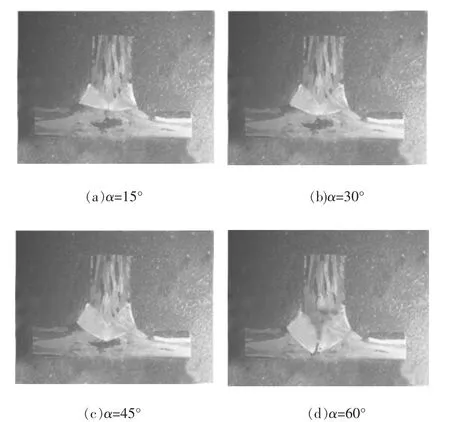
图2 不同激光入射角度下的焊缝形貌
2.2 激光功率对焊缝形貌的影响
当焊接速度为1 m/min,激光入射角度为30°,激光功率分别为 1800、2000、2200、2400 W 时的焊缝形貌见图3。可见,随着激光功率的增加,焊接过程中的能量输入增大,液态熔池停留时间较长,焊接熔深逐步增加。当激光功率达到2200 W时,焊接头实现了双侧焊缝包覆,焊接性能较好;当激光功率为2400 W时,焊接接头双侧包覆,焊缝饱满。
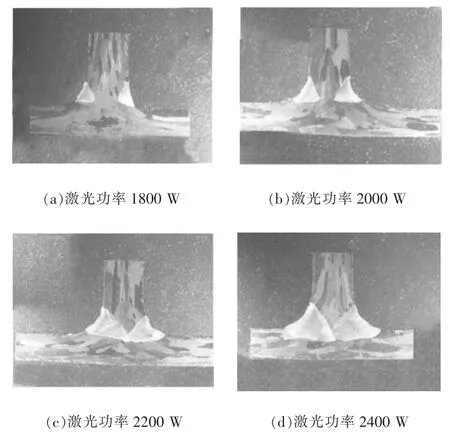
图3 不同激光功率下的焊缝形貌
2.3 焊接速度对焊缝形貌的影响
当激光功率为2400 W,激光入射角度为30°,焊接速度分别为 0.8、1.0、1.2、1.5 m/min 时的焊缝形貌见图4。可见,随着焊接速度的增加,激光作用时间变短,焊接过程中的能量输入变小,熔池变小,不能有效实现接头两侧焊缝的包覆,且焊缝熔深小、焊接质量差。当焊接速度为0.8 m/min时,熔池波动剧烈,易产生咬边缺陷;当焊接速度达到1.2 m/min时,无法实现焊接接头两侧焊缝的完好包覆,影响接头的焊接质量。
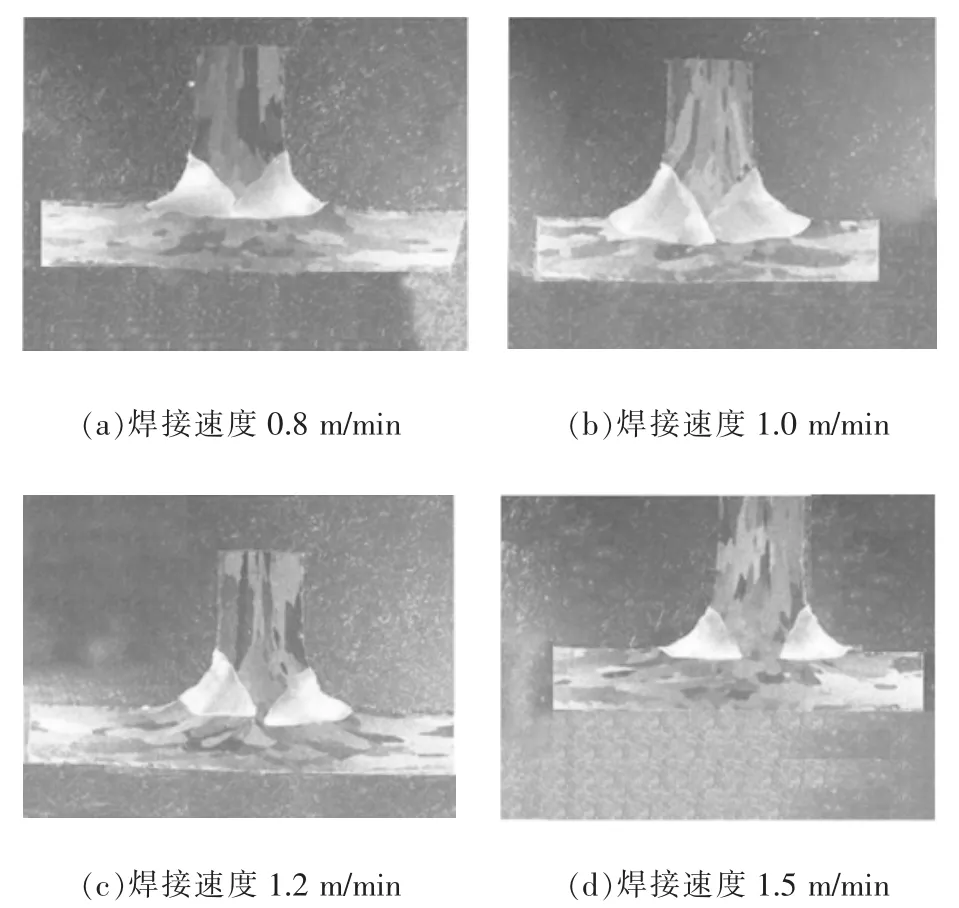
图4 不同焊接速度下的焊缝形貌
3 结论
为保证T型焊接接头熔深、熔宽适当并有效实现T型焊接接头两侧焊缝的包覆,本文通过实验研究了激光入射角度、激光功率、焊接速度对焊缝形貌的影响规律,得出如下结论:
(1)激光入射角度 α 应在 30°~45°范围内。 若α<30°,则底板熔深太小,影响接头强度;若 α>45°,易导致焊缝熔深太大,使底板焊透,同时造成接头不完全包覆。
(2)随着激光功率的增加,焊接熔深逐步增大,当激光功率为2200 W时,焊接头实现了双侧焊缝包覆,焊接性能较好。
(3)随着焊接速度的增加,焊接过程中能量输入较小,不能有效实现两侧焊缝的包覆,焊接质量较差。当焊接速度为0.8 m/min时,熔池波动剧烈,易产生咬边缺陷;当焊接速度达到1.2 m/min时,无法实现焊接接头两侧焊缝的完好包覆,影响接头的焊接质量。
[1]LEYENS C,PETERS M.Titanium and Titanium alloys:fundamentals and applications[M].Weinheim:WILEY-VCH Verlag Gmb H and CoK Ga A,2003.
[2]TOFTEGAARD H,LYSTRUP A.Design and test of lightweight sandwich T-joint for naval ships[J].Composites Part A:Applied Science and Manufacturing,2005,36(8):1055-1065.
[3]SQUILLACE A,PRISCO U.Influence of filler material on micro-and macro-mechanical behavior of laser-beam-welded T-jointforaerospace application [C]//Proceedingsofthe Institution of Mechanical Engineers.Part L:Journal of Materials:Design and Applications,2009,223:103-115.
[4]SCHUMACHER J,ZERNER Ierner,NEYE G,et al.Laser beam welding of aircraft fuselage panels[C]//Scottsdale:Proc.ICALEO,2002:2567-2576.
[5]TAO Wang,YANG Zhibin,CHEN Yanbin,et al.Double-sided fiber laser beam welding process of T-joints for aluminum aircraft fuselage panels:filler wire melting behavior,process stability,and their effects on porosity defects[J].Optics and Laser Technology,2013,52:1-9.
[6]陈洁,杨志斌,占小红,等.铝合金T型接头激光双侧填丝焊接工艺研究[J].应用激光,2011,31(2):130-134.
[7]YANG Zhibin,TAO Wang,LI Liqun,et al.Double-sided laser beam welded T-joints for aluminum aircraft fuselage panels:Process,microstructure,and mechanical properties[J].Mater Design,2012,33:652-658.
[8]何恩光,巩水利,吴冰,等.激光焊接T型接头残余应力测试[J].电加工与模具,2010(6):32-35.
[9]许良红,田志凌,彭云,等.高强铝合金的激光焊接头组织及力学性能[J].中国激光,2008,35(3):456-461.
Experimental Study on Laser Beam Welding for the Aluminum Alloy T-joints
LIU Tianliang,TIAN Cailan,DONG Peng,LIANG Xiaokang,LUO Zhiwei
(Capital Aerospace Machinery Company,Beijing 100076,China )
Influences of laser incidence angle,laser power and welding speed on welding appearance of laser beam welded Aluminum Alloy T-joints were systematically investigated.The study results showed that laser incidence angle was reasonable when it between 30°~45°.When laser incidence angle was less than 30°,bottom board weld penetration was so small that joint strength disqualification.When laser incidence angle was more than 45°,weld penetration was so deep that bottom board was welded through,and angle was so big that vertical slab can′t fusion completely.With laser power increase,weld penetration was also increase.When laser power was 2200 W,two sides T joints fuse together,at the same time welding joints had high quality.The last,when the welding speed was 0.8 m/min,welding undercut defects was happened.When the welding speed was 1.2 m/min,two sides welding joints can′t fuse together.
laser beam welding;T-joint;aluminum alloy;welding parameter
TG457
A
1009-279X(2017)05-0043-03
2017-07-02
刘天亮,男,1985年生,工程师。