猪肉-玉米挤压膨化制品双螺杆挤压工艺参数的优化研究
2017-11-22杜庆飞蔡华珍
杜庆飞,李 玲,陶 严,蔡华珍
猪肉-玉米挤压膨化制品双螺杆挤压工艺参数的优化研究
杜庆飞,李 玲,陶 严,蔡华珍
以猪肉和玉米为原料,对双螺杆挤压工艺参数进行研究,以期开发新型猪肉-玉米挤压膨化休闲食品。通过单因素和正交实验优化了猪肉-玉米挤压膨化制品双螺杆挤压工艺参数,结果显示:猪肉粉添加量为3%,螺杆转速30 Hz,机筒三区温度170℃,湿度14%。此条件下膨化度为1199%。4个因素对膨化度影响大小顺序为:湿度>螺杆转速>机筒三区温度>猪肉粉的添加量。
挤压膨化;玉米粉;猪肉粉
我国是猪肉的消费大国,猪肉也是人们常见的动物性食品原料,猪肉消费占比60%以上[1],膨化食品更是比较时尚的休闲食品,深受各个年龄层次的人们的喜爱,我国大多数挤压膨化食品的原料为玉米,大米,小米,薯类,豆类,蔬菜,主要产品有基本的主食、早餐、休闲食品和传统膨化食品[2]。以肉类为原料开发研制膨化肉制品能有效提高膨化食品的营养价值,提高蛋白质的消化率、提高膳食纤维溶解性,具有非常诱人发展前景的食品加工技术[3]。
因此,本文选择猪肉和玉米粉为主要原料,对双螺杆挤压工艺条件进行研究[4-5],优化猪肉-玉米挤压膨化制品双螺杆挤压工艺参数,开发新型猪肉-玉米挤压膨化休闲食品,为猪肉挤压膨化休闲食品产业提供一定的理论参考和依据。
1 材料与方法
1.1 主要物料
猪后腿肉,双汇集团;玉米粉,天津佳旺粮食加工有限公司。均为当地超市采购。
1.2 主要设备
SYSLG30-IV型双螺杆挤压试验机,济南赛百诺科技开发有限公司;M-20B切片机,杭州科博仪器有限公司;BPG-9070A型鼓风干燥箱,上海一恒科学仪器有限公司;SL-100型高速多功能粉碎机,浙江省永康市松青五金厂;TP300001型电子天平,上海越平科学仪器有限公司。
1.3 方法
1.3.1 工艺流程
原料肉→解冻→预处理→干燥→磨粉→过筛→猪肉粉
↓
原料混合→挤压膨化→切割→烘烤→调味
↑
玉米粉
→成品
1.3.2 操作要点
(1)解冻:在4℃的冷藏室解冻12小时。
(2)预处理:去除脂肪、结缔组织及骨头,用切片机进行切片。
(3)干燥:采用热泵冷风干燥机对切好的肉片进行干燥,注意温度不能太高,温度20℃,风速50km/h。且干燥室内充氮进行干燥防止干燥过程中肉片少有的脂肪发生氧化。
(4)磨粉、过筛:将干燥的肉片用高速粉碎机进行磨粉,然后利用振动筛过60目筛。
(5)原料混合:将处理好的猪肉粉与玉米粉按照一定的比例进行充分混合。
(6)挤压膨化:将准备好的原料放入进料桶内,选择合适形状的模头进行挤压膨化,在进料前先进较湿物料润机器,使其能够顺畅挤压膨化。
(7)切割成型:根据需要调节切割频率对挤压出的产品进行切割。
(8)烘烤:挤压出的成品含有较高的水分,不能满足产品的质量要求,需要将挤压出的半成品放进烤箱进行焙烤来提高产品的酥脆的质地和口感,在焙烤的过程中产品的水分再次降低更有利于提高产品的货架期。
(9)调味:可根据大众的喜好进行不同口味的调制,增加产品的种类。
1.3.3 单因素实验
(1)猪肉粉添加量单因素实验
以玉米粉为基准,猪肉粉添加量分别选取0%、2%、4%、6%、8%,固定湿度15%,设置机筒三区温度为160℃,螺杆转速为30 Hz,考察不同的猪肉粉添加量对猪肉-玉米挤压膨化制品膨化度的影响。
(2)物料湿度单因素实验
以玉米粉为基准,固定猪肉粉添加量为4%,物料湿度分别选取13%、14%、15%、16%、17%,设置机筒三区温度为160℃,螺杆转速为30 Hz,考察不同的物料湿度对猪肉-玉米挤压膨化制品膨化度的影响。
(3)机筒三区温度单因素实验
以玉米粉为基准,固定猪肉粉添加量为4%,湿度为15%,分别设置机筒三区温度为130℃、140℃、150℃、160℃,170℃,螺杆转速为30 Hz,考察不同的机筒三区温度对猪肉-玉米挤压膨化制品膨化度的影响。
(4)螺杆转速单因素实验
以玉米粉为基准,固定猪肉粉添加量为4%,湿度为15%,分别设置螺杆转速为20 Hz、25 Hz、30 Hz、35 Hz、40 Hz,机筒三区温度为160℃,考察不同的螺杆转速对猪肉-玉米挤压膨化制品膨化度的影响。
1.3.4 正交实验设计
在单因素实验的基础上,选取猪肉粉添加量(A)、螺杆转速(B)、机筒三区温度(C)、物料湿度(D)作为实验因素,以猪肉-玉米挤压膨化制品膨化度为考察指标,选取L9(34)正交表进行正交实验,优化猪肉-玉米挤压膨化制品双螺杆挤压工艺参数。
1.3.5 膨化度的检测
用游标卡尺量出随机取得的10份样品的宽度,计算10份样品中的各个的横截面积,进而算出平均值,计算出产品的膨化度[6]。
膨化度=样品横截面积/模口面积
2 结果与分析
2.1 单因素实验结果与分析
2.1.1 猪肉粉添加量对猪肉-玉米挤压膨化制品膨化度的影响
从图1以看出,猪肉粉的添加量从0%增加到2%时,产品的膨化度略有上升,但上升趋势不显著(p>0.05);猪肉粉的添加量从2%增加到8%时,产品的膨化度呈现显著性的下降趋势(p<0.05);选择适中的猪肉粉添加量(2%,3%,4%)带入正交实验,在膨化度影响较小的情况下,增加猪肉粉改善产品的风味和营养。
2.1.2 物料湿度对猪肉-玉米挤压膨化制品膨化度的影响
从图2以看出,湿度由13%增加到14%时,膨化度降低,但下降趋势不显著(p>0.05);湿度由14%增加到15%时,膨化度显著增大(p<0.05);湿度由15%增加到17%时,产品的膨化度显著降低(p<0.05),物料湿度的增加使得混合物料受热膨化效果变差;物料湿度为15%时产品膨化度最高,故可选择适中的湿度(14%,15%,16%)带入正交实验。
2.1.3 机筒三区温度对猪肉-玉米挤压膨化制品膨化度的影响
从图3以看出,当机筒三区温度由140℃增加到160℃时,产品的膨化度显著增大(p<0.05);机筒三区温度由160℃增加到180℃时,产品的膨化度显著降低(p<0.05);当机筒三区温度为15%时产品膨化度最高,故可选择适中的机筒三区温度(150℃,160℃,170℃)带入正交实验。
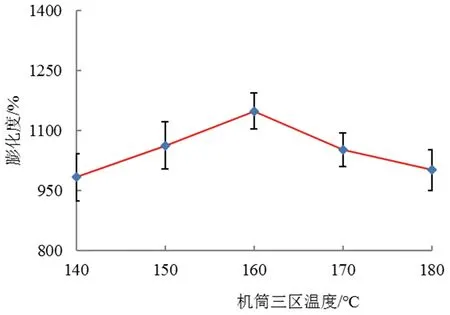
图3 机筒三区温度对膨化度的影响
2.1.4 螺杆转速对猪肉-玉米挤压膨化制品膨化度的影响
从图4可以看出,当螺杆转速由20 Hz增加到25 Hz时,产品的膨化度增大,但变化趋势不显著(p>0.05);当螺杆转速由25 Hz增加到30 Hz时,产品的膨化度显著增大(p<0.05);当螺杆转速由30 Hz增加到40 Hz时,产品的膨化度显著降低(p<0.05);膨化度在主轴转速为30 Hz时最好,故可选择适中的螺杆转速(25 Hz,30 Hz,35 Hz)带入正交实验。
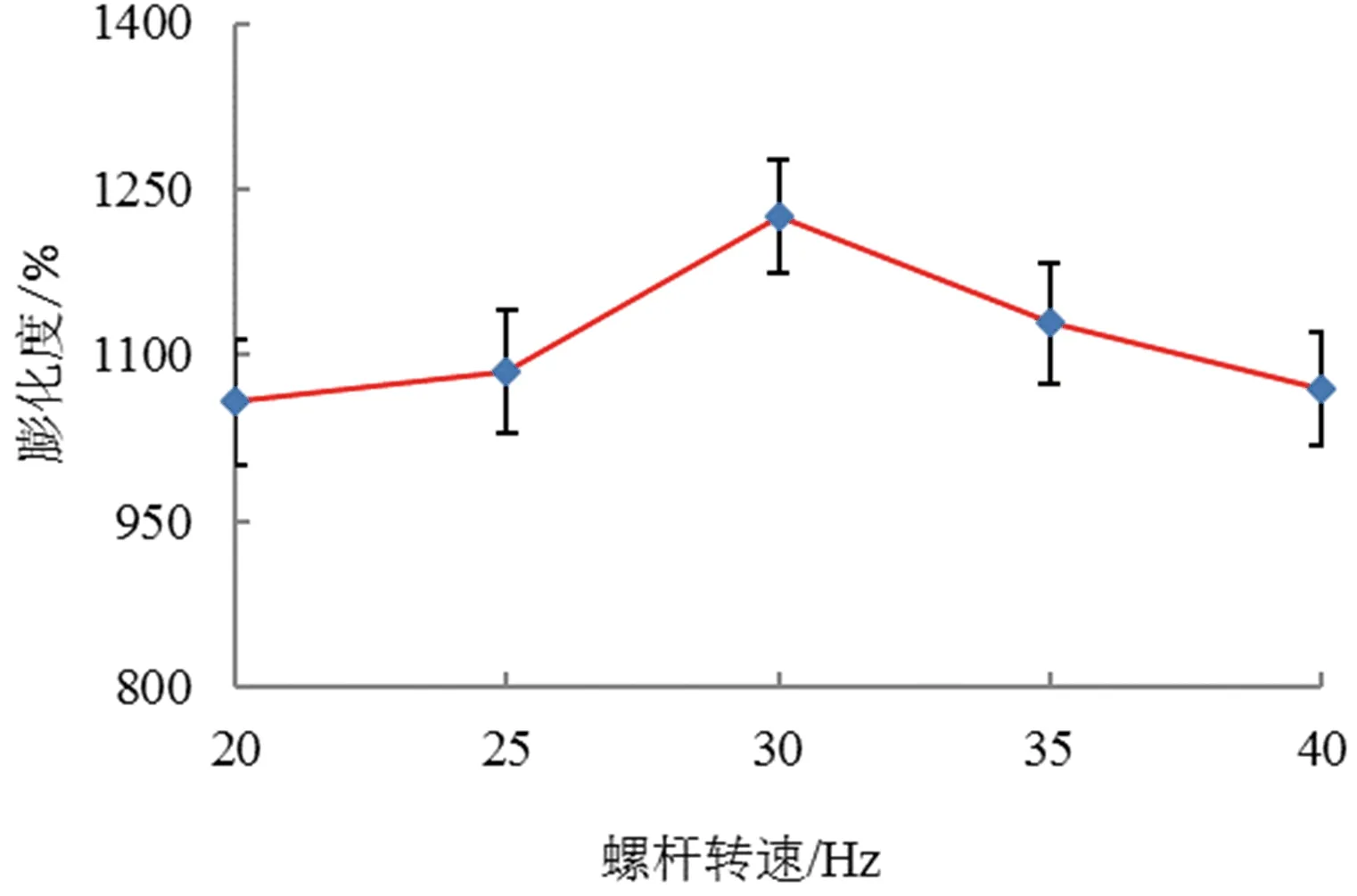
图4 螺杆转速对膨化度的影响
2.2 正交实验结果与分析
正交试验结果与分析见表2。
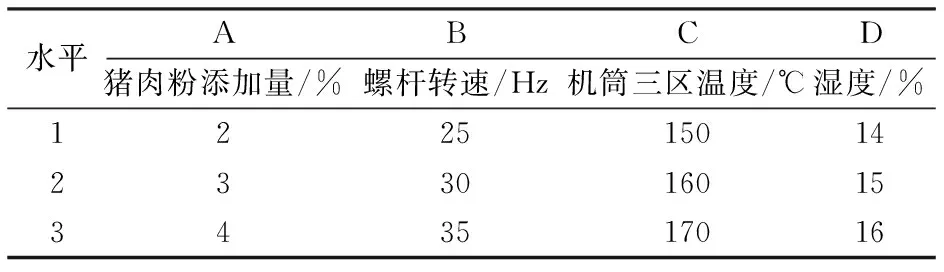
表1 正交试验因素水平表
(1)直观分析
由于本实验膨化度越大越好,由表中结果可以直接看出第5号实验组合条件A2B2C3D1的膨化度最大,是这9组实验里面效果最理想的
(2)计算分析
极差计算可知各影响因素的主次为湿度>螺杆转速>机筒三区温度>猪肉粉的添加量,即D>B>C>A,并得出较优猪肉-玉米挤压膨化制品双螺杆挤压工艺参数组合为A2B2C3D1,即猪肉粉添加量为3%,螺杆转速30 Hz,机筒三区温度170℃,湿度14%。直接分析与计算分析的最优结果一致,不需要进一步做验证试验。
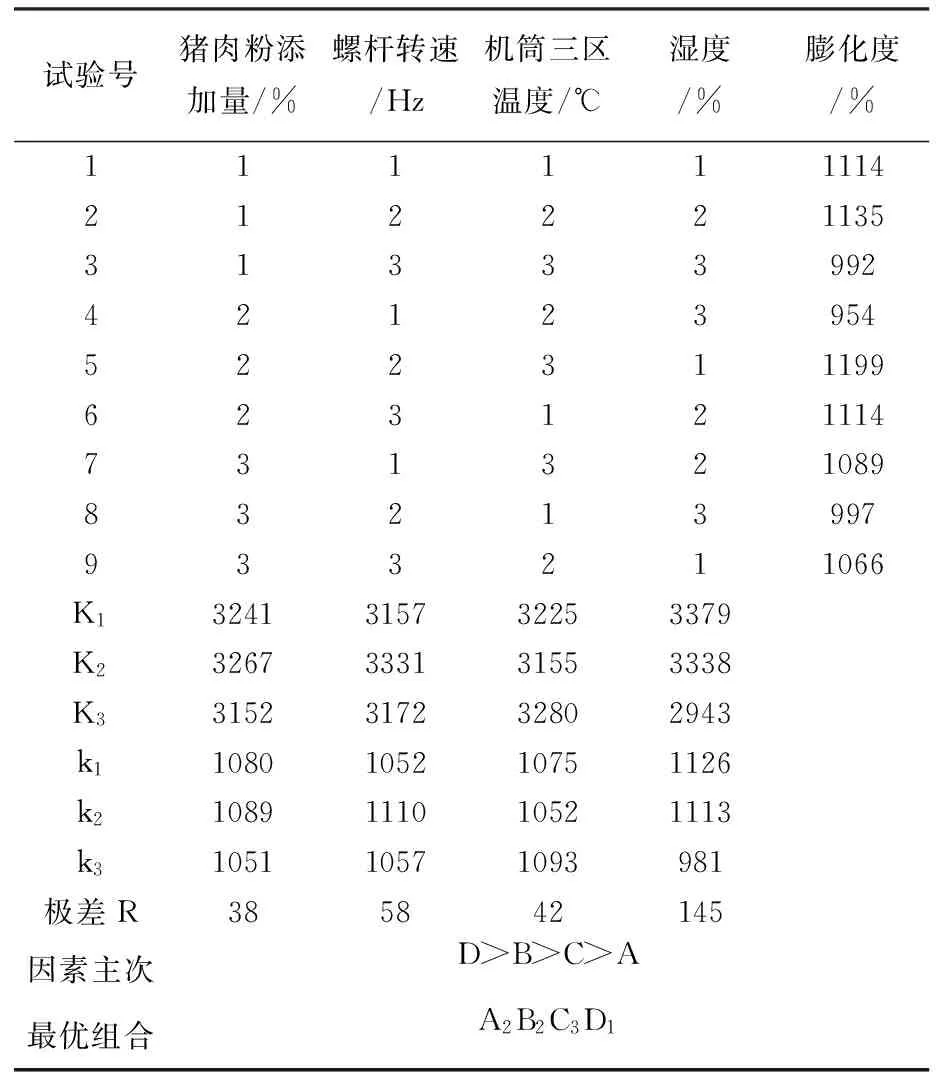
表2 正交试验结果与分析
3 结论
猪肉-玉米挤压膨化制品双螺杆挤压工艺参数较优工艺为:猪肉粉添加量为3%,螺杆转速30 Hz,机筒三区温度170℃,湿度14%,在此工艺条件下的产品的膨化度达到1199%,成品表面淡黄色,颜色均匀一致,猪肉风味适中,软硬适中,粗细均匀,形状规则。挤压膨化肉制品营养均衡,具有广阔的开发前景,本研究为挤压膨化肉制品的生产提供了基础数据。
[1] 2012-2016年中国肉制品行业发展前景预测与商业模式分析报告, 中商情报网http://www.askci.com/reports/201303/01102224192750.shtml.
[2] 罗庆丰,周丽静,连喜军. 玉米 大米 小米混合粉挤压膨化工艺参数的优化[J]. 农产品加工·学刊, 2008, 2008(11):39-42.
[3] 谢焕雄,王海鸥. 我国膨化食品加工技术概况与发展[J].农产品加工·学刊, 2006(9):40 -42.
[4] 叶琼娟,杨公明,张全凯,等. 挤压膨化技术及其最新应用进展[J].食品安全质量检测学报,2013,4(5):1330-1332.
[5] 张康逸. 双螺杆挤压加工米粉的操作参数对产品理化品质的影响[J].农产品加工,2013(1):83-86 .
[6] 王思明,赵丽芹,张曦. 荞麦面膨化食品配方优化的研究[J]. 食品与机械, 2010, 26(3): 138-140.
TS251
A
1673-1794(2017)05-0025-03
杜庆飞,滁州学院生物与食品工程学院助教;李玲,陶严,滁州学院生物与食品工程学院学生;通信作者:蔡华珍,滁州学院生物与食品工程学院教授(安徽 滁州 239000)。
滁州学院科研项目(2014GH45;2014GH43)
2017-04-12
责任编辑:刘海涛