基于FANUC系统的典型轴类零件数控编程与仿真加工
2017-11-17徐林林刘堂胜
徐林林,刘堂胜
(江西交通职业技术学院,江西 南昌330013)
基于FANUC系统的典型轴类零件数控编程与仿真加工
徐林林,刘堂胜
(江西交通职业技术学院,江西 南昌330013)
以FANUC数控系统为基础,对典型轴类零件进行了数控编程与仿真加工。首先制定了零件的数控加工工艺,包括分析零件图样,确定装夹方案、加工顺序及走刀路线,选择刀具及切削用量等;然后编制了数控加工程序;最后进行了仿真加工,对数控加工程序进行了优化。通过仿真加工提高了学习效率,可以方便快捷的找出程序中地问题,减少废品率。
FANUC数控系统;轴类零件;数控编程;仿真加工
随着科技的进步,数控技术得到了迅猛的发展,数控技术专业的教学方法与模式也随之跟进。数控系统的种类规格很多,在我国比较广泛的有日本FANUC、德国SIEMENS公司的产品,以及国产的广州数控系统、华中数控系统等[1]。本文以FANUC数控系统为基础分析典型轴类零件的数控编程与仿真加工,具体讲解轴类零件的工艺分析、数控编程、仿真加工等操作过程。期望能以此辐射其他种类零件的加工仿真过程与方法,体现仿真软件在数控加工教学过程中的重要作用。
1 零件的数控加工工艺分析
1.1 零件图工艺分析
根据零件的结构要求,应用绘图软件绘制的零件图如图1所示。零件有外圆和内孔需要加工,加工的面有圆柱面、圆锥面、曲面、螺纹等。该轴类零件的材料选用45#钢,有较好的切削加工性能,热处理和硬度没有提出要求。由于该轴类零件中间有凸起部分,以该部分为界,两边分别复合单调增减的原则,所以选择掉头加工。每次装夹加工时按照从右到左的顺序进行程序编制和加工。
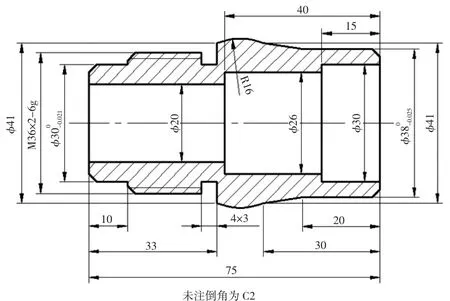
图1 零件图
通过分析零件图样,工艺措施为:
(1)该轴类零件图上,有部分带有公差的尺寸,由于公差比较小,编程时采用基本尺寸。
(2)左右端面均为多个尺寸的设计基准,注意尺寸的选择和加工速度的确定[2]。
(3)零件需要掉头加工,注意掉头的对刀和端面找基准。
1.2 毛坯的选择
该零件为轴类零件,材料为45#钢,各档直径相差不大,同时技术要求中未提出过高的强度要求,故选用型材中的圆钢。圆钢能满足设计要求和工艺需求,同时圆钢采购比较方便,毛坯准备方便。最终选用毛坯为φ50×80的棒料,已经预钻孔φ20为通孔。
1.3 加工工艺的制定
(1)确定装夹方案、加工顺序及走刀路线。
该零件既有内孔又有外圆,根据零件结构分析,零件采用三爪卡盘自定心装夹。加工顺序按由粗到精、由近到远(由右到左)的原则确定[3],每一次装夹,尽量加工较多的表面。按照以上原则,其加工顺序确定为:
1)第一次装夹工件左端:右侧内孔车削加工—右侧外圆车削加工。
2)第二次装夹工件右端:左侧掉头车外圆—左侧掉头车槽—左侧掉头车螺纹。
(2)刀具选择
1)45°硬质合金外圆车刀T0101:用于粗精加工各外圆柱面和倒角。
2)镗刀T0202:用于右侧内孔的加工。
3)宽4 mm切断刀T0303:用于切槽和切断。
4)硬质合金60°外螺纹车刀。
(3)切削用量的确定如表1.
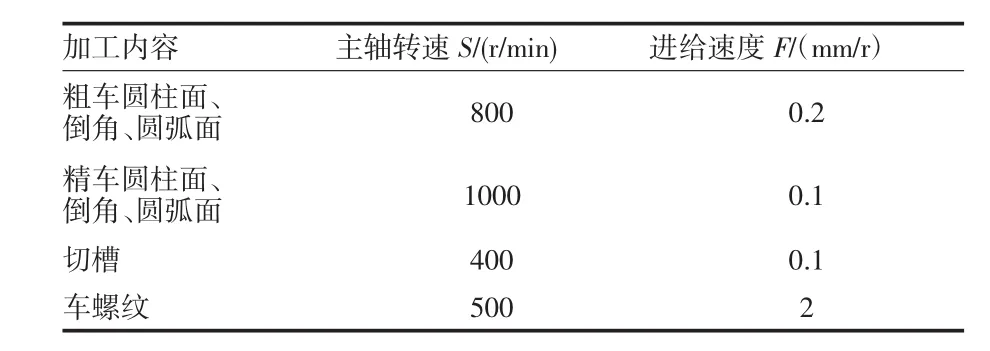
表1 切削用量
2 零件数控程序的编制
本文数控编程以FANUC数控系统为基础,数控仿真软件加工程序与实际机床加工程序要求是一样。零件右侧内孔部分由直线构成,并且满足单调递增的规律,故采用G71循环编程指令;外圆部分有直线有圆弧,不满足单调递增或单调递减的原则,故采用G73循环指令编程;左侧外圆采用G71循环指令编程,螺纹采用G92循环指令编程。
3 零件数控仿真加工
本文采用南京斯沃软件技术有限公司开发的斯沃数控仿真(数控模拟)软件,数控软件真实感强,效果逼真,通过软件可以使学生达到实物操作训练的目的。仿真加工时要注意参数的正确输入,对刀的准确性,基准的正确选择。根据仿真加工的结果,时时修改程序,直到加工出零件所要求的结构尺寸。
数控机床仿真加工的步骤为:启动仿真软件、选择数控系统;选择仿真加工环境;设置毛坯;选择刀具及其参数,试切对刀;调用加工程序,检查并调试;移动刀具至安全位置;仿真加工;测量工件并对程序进行优化,对工件进行误差与质量分析。
(1)设置毛坯
毛坯选择为棒料,材料为45#钢,已经预钻孔φ20为通孔,仿真软件中按要求设置毛坯如图2所示。

图2 毛坯设置图
(2)右侧内孔及外圆的仿真加工
打开仿真软件,选好工件和刀具,采用三爪卡盘装夹。试切对刀时,先试切外圆定好X坐标原点,然后试切端面定好Z坐标原点,完成本次外圆车刀和镗刀的对刀工作。仿真加工结果如图3、图4.
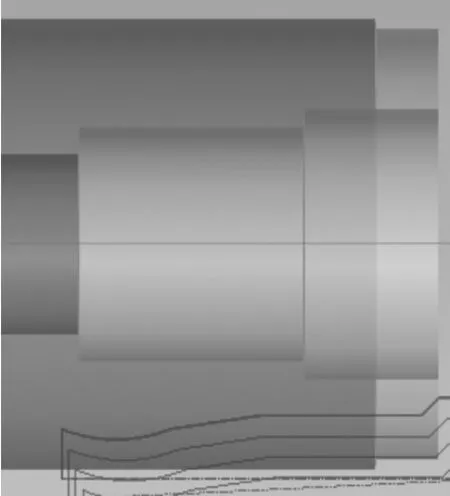
图3 右侧内孔加工图

图4 右侧外圆加工图
(3)掉头后外圆及螺纹的加工
右侧部分加工完成后,掉头重新装夹,注意试切端面时工件加工后长度为75 mm.加工完成结果如图5、图 6.

图5 掉头后外圆加工图
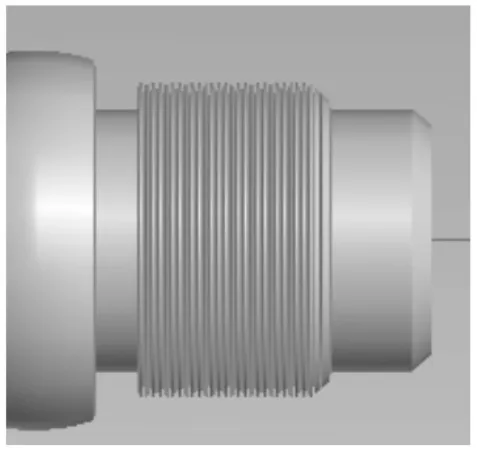
图6 掉头后螺纹加工图
经过仿真加工、测量工件尺寸、优化程序等过程后,最终仿真结果如图7、图8所示。
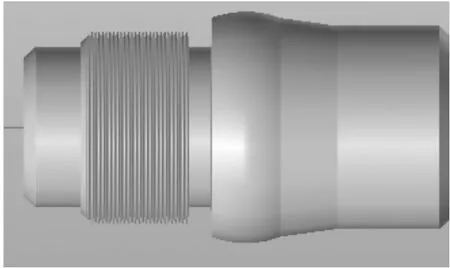
图7 加工完成图1
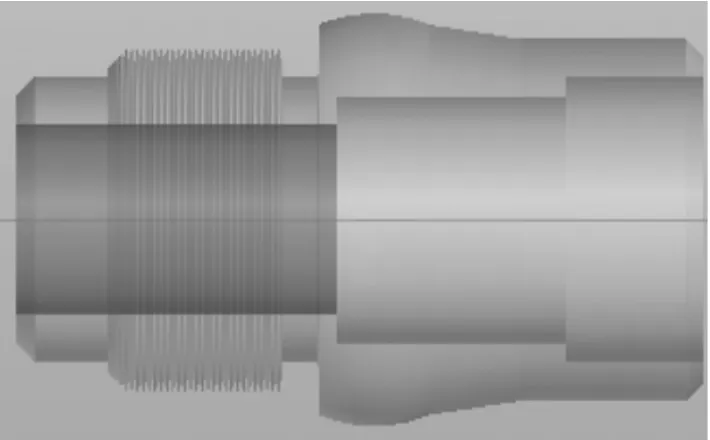
图8 加工完成图2
4 结束语
本文首先对典型轴类零件的数控加工工艺进行了分析,根据零件图样选择了合适的毛坯,确定了装夹方案、加工顺序及走刀路线,选择了加工刀具和切削用量;然后编制了数控加工程序;最后用数控仿真软件进行了仿真加工,验证了数控加工工艺及程序的可行性。有别于传统的数控编程与加工模式,这里增加了数控仿真软件的应用,通过仿真加工,学习者能高效直观地理解数控加工过程,很快找出数控程序中的问题。
[1]周 虹,董小金,张克昌.数控编程与仿真实训[M].北京:人民邮电出版社,2012.
[2]刘蔡保.数控车床编程与操作[M].北京:化学工艺出版社,2009.
[3]丑幸荣.数控加工工艺编程与操作[M].北京:机械工业出版社,2013.
Nc Programming and Simulation Machining of Typical Shaft Parts Based on FANUC System
XU Lin-lin,LIU Tang-sheng
(Jiangxi V&T College of Communication,Nanchang Jiangxi 330013,China)
Based on FANUC numerical control system,this paper has conducted numerical control programming and simulation machining for typical shaft parts.Firstly,the nc machining process of the parts is developed,including the analysis of the drawing of the parts,the determination of the clamping scheme,the processing sequence and the walking knife route,selecting the cutting tool and cutting amount,etc.Then the nc machining program was developed.Finally,the simulation process is carried out,and the nc machining program is optimized.Through the simulation process,the learning efficiency can be improved conveniently and quickly to find out the problems in the program and reduce the rejection rate.
FANUC CNC system;shaft parts;CNC programming;the simulation process
TG659
A
1672-545X(2017)09-0204-03
2017-06-25
徐林林(1982-),女,湖北鄂州人,讲师,硕士,研究方向:机电类。