两种目标曲线对冷轧带材实际板形的影响
2017-11-09郝成罡马英义曹盛强赵启淞黄善友苏丽萍
郝成罡,马英义,曹盛强,赵启淞,黄善友,苏丽萍
(广西南南铝加工有限公司,广西 南宁 530031)
两种目标曲线对冷轧带材实际板形的影响
郝成罡,马英义,曹盛强,赵启淞,黄善友,苏丽萍
(广西南南铝加工有限公司,广西 南宁 530031)
通过工程实践及经验,从铝合金带材轧制过程的实际板形演化过程、最终成品板形情况等方面比较了平衡与非平衡应力分布方式的板形曲线对冷轧带材实际板形的影响,为铝加工行业的同行在带材冷轧过程目标曲线的设计与优化方面提供一定的参考。
冷轧;带材;板形;目标曲线
0 前言
板形目标曲线是铝合金冷轧过程板形控制的核心部分,板形控制系统调节铝带板形(由板形仪测得的带材横向张应力分布)应达到的目标,它在很大程度上决定着带/板材的最终实物板形质量。虽然目前国内铝加工薄带生产企业较多采用进口冷轧机生产,使用的板形检测仪也较灵敏,但因为没有一套切合实际生产情况的板形目标曲线,最终产品出现了各种板形缺陷的问题[1~2]。此外,不同的铝加工企业的设备构成、产品种类及工艺方法各不相同,也对板形目标曲线的制定造成了一定的难度,必须在不断试验的基础上,积累经验,摸索出适合本厂的板形目标曲线。
本文根据某厂内部1850mm单机架四辊不可逆冷轧机与2800mm单机架六辊不可逆CVC冷轧机在平衡与非平衡应力分布方式的板形目标曲线作用下的轧制情况对比分析,探索了目标板形曲线对铝带材实际板形的影响情况。
1 国内外目标曲线的研究情况
目前国内外已有较多学者进行了带材冷轧目标曲线的研究,如:Usamentiaga.R[3]等人认为带材横向温度的不均匀分布会造成带材出现板形缺陷。他们将带材的横向温度分布转化为温度补偿曲线,然后将温度补偿曲线叠加到板形目标曲线上,得到修正后的板形目标曲线[3]。Neto等人根据实际生产情况,根据不同的带卷宽度、层数,设定不同的卷形补偿参数,并将其作用在目标板形曲线上,使实际板形质量得到了改善[4]。林振波[5]等通过理论分析说明了两种板形目标曲线的设定方法(分段设定法和参数设定法)的特定和差异性。刘宏民[6]等采用联立带材塑性变形模形和板形失稳判别模形的方法,得出了一套板形目标曲线的推导方法。另外,他们在考虑冷、热连轧机的实际生产状况下,将带材的板形和横断面形状最优作为目标,以带钢板形良好作为约束条件,得到了一种新的板形目标曲线的计算方法[7]。此外,台湾中钢公司[8]的某五机架冷连轧机轧制带钢的后续工艺为罩式退火、连续退火和电解清洗,在轧机的控制系统中采用分类设定轧机的板形目标曲线。
从以上各位学者的研究情况可知,虽然带材轧制的目标板形曲线的研究成果较多,对实际轧制具有一定的参考作用,但均是基于平衡应力状态下的板形曲线,还没有人对平衡与非平衡应力分布方式的板形目标曲线作用下的轧制情况进行过对比分析,作者认为有必要研究它们的差异性,这同时也是本文研究的目的所在。
2 板形目标曲线模型的建立
目前生产实践中普遍采用参数设定法进行板形曲线的设计,其标准曲线一般可表示为:

其中,B为带材宽度;K为一次标准曲线在边部的应力值;R为二次标准曲线在带材边部应力值;M为二次标准曲线在带材中部应力值;x为带材宽度方向坐标。
从公式(1)可以得出,当K=0时,标准板形目标曲线呈标准抛物线形式,如图1所示。

图1 二次抛物线板形目标曲线(K=0时)
从以上分析可以看出,只要确定了K、R、M这三个参数值,就能确定标准板形曲线。根据带材内应力自相平衡原理,带材横向应力应满足:

将公式(1)带入公式(2),可得

某厂2800mm单机架六辊不可逆CVC冷轧机板形目标曲线就是根据公式(1),在K=0的情况下进行设计的,采用R=-2M的应力平衡式目标曲线,设计结果如图2所示。

图2 应力平衡式板形目标曲线
而某厂另一台1850mm单机架四辊不可逆冷轧机采用原厂自带板形曲线,在K=0的情况下进行设计,采用R=-M的非应力平衡式目标曲线,如图3所示。

图3 非应力平衡式板形目标曲线
3 板形目标曲线对实际板形的影响
3.1 试验方法
试验方法采用基本相同的坯料条件(3003合金热轧卷、中凸度、宽度、厚度基本相等)、热辊方式(采用非成品道次卷材轧制后生产)、相同的测试平台、相同的轧制道次安排与循环轧制方式等,尽量避免干扰项对结果造成影响。
试验内容包括轧制前后板截面形状、凸度以及板形波浪情况对比,其中截面形状与凸度采用精度为0.001mm的千分尺进行测量,波浪情况采用切板后放置于专业平台检测的方式来判断。
3.2 试验过程
板形标准曲线的设定方案如表1所示。

表1 两种板形目标曲线设定方案
3.3 试验结果
采用以上轧制方案和目标曲线,轧制过程演化如表2所示。
从表2可以看出,非应力平衡模式与应力平衡模式板形曲线作用下的实际板形在第三道次之前基本均能保持坯料的原始板形,但都表现出了偏离目标曲线的情况。其中带材凸度的变化幅度较大,但其对最终成品道次的实际板形基本无明显影响,说明前三个道次轧制过程,可进行较大幅度的调整。
这可能是因为在板形控制中,受控制手段能力的限制和工艺参数波动的影响,实测板形曲线难以与目标曲线完全吻合,且在轧制过程中板形应力分布也会在小范围内波动。此外,附加因素对板形测量和控制也将产生不利影响。因此,当板形标准曲线差别不大时,受上述因素的影响,就可能不会使带材最终板形出现明显的差别。
第三道次之后表现出来一定的板形差异,尤其是成品道次非平衡应力模式曲线作用下的实际板形表现出了明显的中松。说明最后两个道次的轧制尤其关键,轧制过程目标曲线应力的分配是否平衡对带材最终实际板形有着更直接的关系。
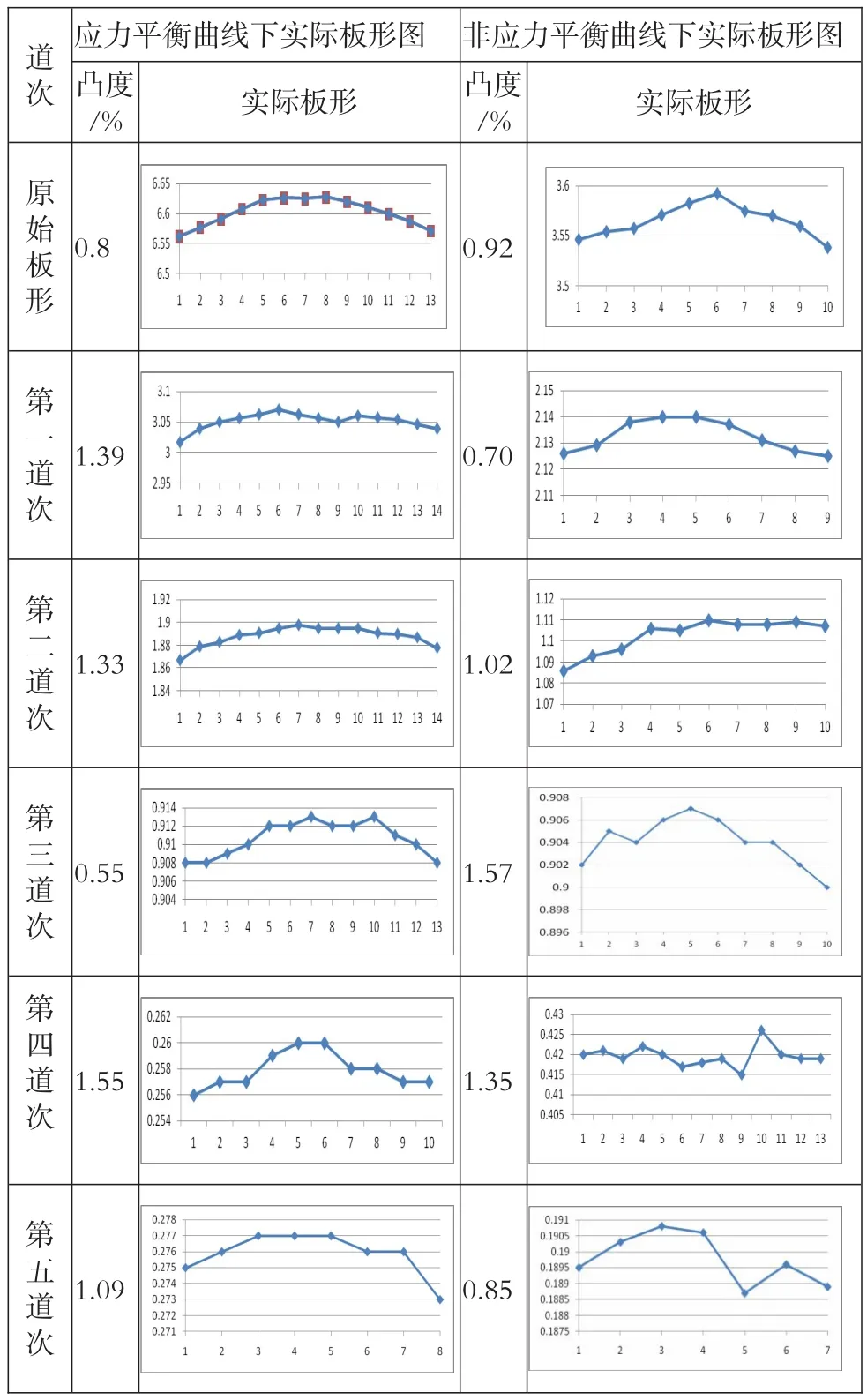
表2 两种模式板形目标曲线作用下实际板形演化过程
4 结论
结合上述两种不同应力分布模式的板形目标曲线对冷轧带材实际板形影响的分析情况,可总结如下:
(1)前面三个道次采用何种标准曲线进行轧制对成品板凸度有一定影响,且凸度可调节幅度较大,而对板形好坏影响不大。即开始道次主要是为了充分利用带材较厚、金属横向流动相对明显及轧后不易产生波浪这一特性,尽快减少板凸度,使之尽快达到成品所要求的精度范围。
(2)在第四道次以及成品道次,张应力分布与带材最终实际板形有着更直接的关系,采用应力平衡式目标曲线轧制的产品,明显较非应力平衡式目标曲线轧制的产品要更加平整一些。
[1]白剑,张清东,常铁柱,等.1420冷连轧机组第1机架板形控制目标曲线研究[J].钢铁,2007,42(10):56-57
[2]板形目标曲线设定模型的研究[D].山东:燕山大学,2014:1-15
[3]Usamentiaga R,Garcia D F,González D,et al.Compensation for Uneven Temperature in Flatness Control Systems for Steel Strips[C].Industry Applications Conference, 2006,1:521-527
[4]Neto L S,Ayhan T.Coil Build Up Compensation During Cold Rolling to Improve Off-line Flatness[J].Light Metals,2011,621-624
[5]林振波,连家创,刘宏民.ABB板形测量和控制系统及板形标准曲线[J].轧钢,1994,(4):20-24
[6]刘宏民,丁开荣,李兴东,等.板形标准曲线的理论计算方法[J].机械工程学报,2008,(8):137-142
[7]刘宏民,王东城,彭艳,等.连轧机板形标准曲线计算方法[P].中国,CN101623707,2010-01-13
[8]佳贝.ABB板形仪在台湾中钢公司五机架冷连轧机上的应用[J].钢铁,1996,(1):85
[9]王敬奎.铝板带冷轧轧制曲线对板形影响的研究[J].铝加工,2016(3):40-43
[10]林振波,段振勇,等.冷轧机板形标准曲线的分析及选择方法[J].钢铁研究学报,1997,(9):3
Effects of Two Different Target Curves on True Flatness for Cold-rolled Strip
HAO Cheng-gang,MA Ying-yi,CAO Sheng-qiang,ZHAO Qi-song,HUANG Shan-you,SU Li-ping(Guangxi Alnan Aluminium Fabrication Co.,ltd,Guangxi Nanning 530031,China)
Based on the engineering practice,the influence of distribution way of equilibrium stress and non-equilibrium stress on ac⁃tual profile is compared by analyzing actual profile variation during rolling and final profile situation of the strip,this research can be the reference to design and optimize cold rolling flatness target curve.
cold rolling;strips;flatness;target curve
TG334.9+4
A
1005-4898(2017)05-0017-04
10.3969/j.issn.1005-4898.2017.05.03
郝成罡(1985-),男,陕西延安人,材料学硕士,研究方向是铝合金板带材冷轧技术。
2017-07-10
