浅析国内外湿法制酸工艺差异及其应用
2017-11-08孟凡磊
孟凡磊
[兰精(南京)纤维有限公司,江苏南京 211511]
浅析国内外湿法制酸工艺差异及其应用
孟凡磊
[兰精(南京)纤维有限公司,江苏南京 211511]
介绍了硫化氢酸性气干、湿法制酸的技术特点,认为湿法制酸优于干法。对目前国内外应用广泛的3种湿法制酸技术进行了比较。重点论述了丹麦WSA、国产化湿法制酸工艺的技术原理、工艺流程、技术特点及在国内的应用状况、技术发展前景。国内湿法制酸工艺也已成熟,工艺运转率、酸回收率有了较高水平。
硫化氢酸性气 硫回收 湿法制酸 比较 WSA工艺 国产化
硫化氢在标准状态下是一种易燃的酸性气体,无色,低浓度时有臭鸡蛋气味,有毒且易燃易爆,不能直接排放,国家排放标准最高允许排放浓度不大于10 mg/m3。硫化氢又是一种重要的化工原料,对硫化氢气体进行回收,既是环境保护的要求,也是硫资源综合利用的需要。在我国,从含硫化氢的酸性气中回收硫的方法主要有硫回收和酸回收2种途径[1]。从H2S酸性气中回收硫或者硫酸的工艺相比较,直接制硫酸工艺流程简单、经济效益好,是优选的硫回收工艺。
目前,硫化氢酸性气制取硫酸的方法主要有干接触法和湿接触法2种路径。干接触法是将H2S 气体燃烧成SO2后,采用与传统的硫铁矿制酸工艺相似的方法冷却、净化、干燥、催化氧化和吸收获取硫酸;而湿接触法是H2S在高温炉膛内焚烧,在水蒸气共存的条件下将SO2催化氧化成SO3,直接进入冷凝器凝结成酸。干接触法制酸在工艺流程、操作性等方面劣于湿接触法工艺。湿法制酸技术比较简单,流程短,设备少,可回收废热,适合处理H2S 浓度波动较大的气体。近年来,随着制酸工艺技术的不断改进,拓宽了对原料H2S 酸性气的适应范围,提高了产品浓度并回收利用了工艺反应的废热,使硫化氢制酸的方法在国内外广泛应用。
选择制酸法工艺回收H2S酸性气除应考虑经济性、技术性外,尾气排放必须达到国家现行的环保指标。随着环保要求日益严格,煤化工、炼油、冶金、纤维生产等行业含硫化氢酸性气净化中的酸回收工艺都存在尾气处理问题,如果采用单一尾气处理装置,部分SO3、SO2排入大气中,会造成环境污染;如果采用高效尾气处理装置(如脱硫+ SCR脱硝),则装置工艺流程复杂,操作难度大,生产成本高。针对H2S制酸尾气排放问题,需有一套高效的尾气处理工艺来降低生产成本、提高生产过程能量的综合利用。
1 H2S酸性气湿法制酸工艺对比
据有关文献描述,H2S酸性气湿法制酸在不同时期具有不同的技术特征,其代表为德国鲁奇公司高温冷凝工艺(康开特工艺)、丹麦托普索公司WSA工艺及国产湿法冷凝制酸工艺。
1.1德国鲁奇高温冷凝工艺
德国鲁奇公司高温冷凝工艺(康开特工艺),是鲁奇公司继低温冷凝工艺后又推出的改良的湿接触法催化制酸工艺[2]。该工艺改善了低温冷凝工艺对原料气的适应性,拓宽了产品酸的浓度范围。该工艺过程为湿的H2S 气体与燃料气在焚烧炉内燃烧生成SO2,SO2在转化器内进行氧化,氧化后的气体进入文丘里冷凝器,与高度分散的热硫酸并流接触,生成硫酸。为了使气体进一步冷却和硫酸蒸气充分冷凝,在文丘里冷凝器后设有冷凝塔,进行第二阶段的冷凝。气体进入冷凝塔以前,补加一部分空气,以降低气体中水蒸气分压。剩余的气体在纤维除雾器中除去酸雾,收集到的酸液返回冷凝塔的循环酸系统。该工艺过程中SO3气体与水蒸气在高温下凝结成酸,因为操作温度越高,随硫酸冷凝的水蒸气就越少,产品酸的浓度就越高。该工艺特别适用于处理温度高、H2S浓度低的气体,可处理燃烧气中φ(SO2)低至1%的气体并保持自热平衡,产品硫酸的w(H2SO4)可达到93%。天脊煤化工(原山西化肥厂)引进并应用了该技术。
1.2丹麦托普索WSA湿法制酸工艺
丹麦托普索公司研发了湿法制酸工艺(简称WSA) ,将酸性气中的各种硫化物转化为浓硫酸,采用的冷凝装置为降膜式冷凝器[3]。工艺过程为原料气燃烧生成SO2,SO2湿气体经冷却进入SO2转化器生成SO3,SO3和水蒸气进入冷凝器在较高温度下直接冷凝成酸。该工艺的特点是:①流程简单、能效高,燃烧气φ(SO2)低于3% 时仍可自热运行;②硫回收率高,可达99%;③产生大量热能,副产中压或次高压蒸汽;④适用范围广,可处理各种含硫气体,操作弹性范围大,原料组成、气量大幅波动不会影响装置运行,尤其不受原料气中烃类组分影响。
与传统的硫酸生产技术相比,WSA技术需要的设备较少,因为在SO2转化成SO3之前含硫工艺气不需要干燥,这就使得WSA工艺具有较低的投资,操作和维修费用低。WSA工艺实际是一个催化反应工艺过程,特别适用于处理那些含硫较低而用常规制酸工艺无法处理的酸性气体。其应用范围可以是生产过程中产生的含硫酸性气,如冶金行业中的含SO2烟气、纤维及炼油行业中克劳斯装置的含H2S和SO2尾气、煤化工行业煤气化过程的含H2S气体、化肥行业合成气净化后的脱硫酸性气、石化行业中用气化工艺生产合成气产生的低浓度H2S废气以及黏胶行业的CS2和H2S废气等,几乎所有只要产生含硫酸性气的行业都能应用。兰精(南京)纤维有限公司引进并应用该技术建设的1套100 kt/a WSA制酸装置,运行平稳。
1.3国内H2S湿法制酸工艺
国内H2S湿法制酸工艺是近年来由中石化南京工程有限公司自主研发的,将H2S酸性气中的各种硫化物转化为浓硫酸,采用冷凝装置为“十字交叉”急速降膜冷凝器。工艺过程为原料气燃烧生成SO2,SO2湿气体经余热锅炉换热后进入SO2转化器,在催化剂作用下生成SO3,SO3和水蒸气进入冷凝器在较高温度下直接冷凝成酸。该工艺的特点是:①工艺流程简单、能效高、占地少、投资省;②燃烧气φ(SO2)低于2%时仍可自热运行;③硫回收率高,可达99.2%以上;④产品酸w(H2SO4)达到商品级的98%浓硫酸;除消耗催化剂及微量的D4(硅油)外不需要任何化学药品或添加剂;⑤反应转化率达99.1%以上,不产生废料,对环境没有二次污染;⑥产生大量热能,副产中压或次高压蒸汽用于发电;⑦适用范围广,可处理各种含硫气体,操作弹性范围大,原料组成、流量大幅波动不会影响装置运行,更不受限原料气中烃类等其它组分影响。
与其他酸回收工艺相比,该公司开发的H2S制酸工艺设备较少,SO2脱除率高,转化率达到99.1%;应用范围广,几乎所有产生含酸性气的行业都能应用;设备设计合理,床间换热器集箱设置在床间外部,便于检查及维修[4]。兰精(南京)纤维有限公司采用该技术投运了1套30 kt/a H2S制酸装置,运行稳定,回收率高,尾气中的硫排放符合最新环保排放标准。
1.43种制酸工艺对比
从工艺流程、操作弹性、能耗、回收余热、发电,到硫回收率和产品硫酸的纯度及等级来分析,托普索WSA工艺和国内工艺大体上相似并优于康开特湿法工艺。鲁奇康开特工艺、托普索WSA工艺及国内湿法冷凝工艺对比见表1。
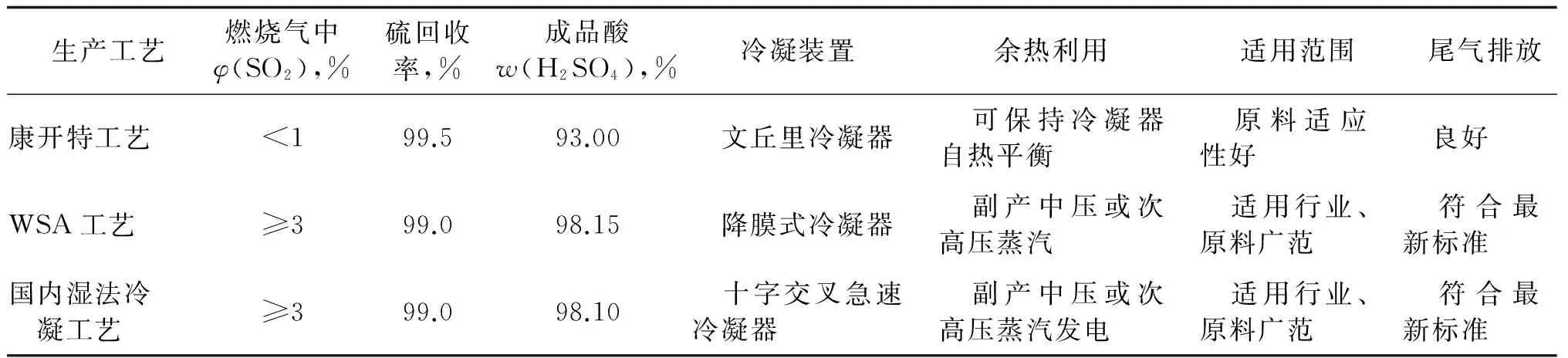
表1 鲁奇康开特工艺、托普索WSA工艺及国内湿法冷凝工艺对比
如能对引进的丹麦WSA技术进行消化吸收和创新、对现有国内H2S制酸工艺继续研发和改进升级,那么这2种酸回收工艺必将促进含硫废气处理在国内的广泛应用,对环境治理起到极大的促进作用。
2 WSA湿法制酸工艺原理
2.1H2S焚烧系统
WSA工艺流程如图1所示,含有硫化氢、二硫化碳或有机硫化合物的原料气在焚烧炉内焚烧,使硫化合物转化成SO2。燃烧所需的空气通过热空气鼓风机提供,所配的空气量按含硫化氢的酸性气完全燃烧生成SO2而定。焚烧炉分为还原段、氧化段,控制还原段燃烧温度在900~1 000 ℃,从而减少燃料型、热力型氮氧化物生成;氧化段温度为1 100~1 200 ℃,保证含硫化氢的酸性气体充分燃烧并转化为SO2。当焚烧低浓度气时,需要提供辅助燃料,以使燃烧室达到足够高的温度,确保燃烧完全。焚烧炉下游设有锅炉以中压或次高压蒸汽的形式回收焚烧热量,同时将燃烧气冷却到催化剂的工作温度400~420 ℃。
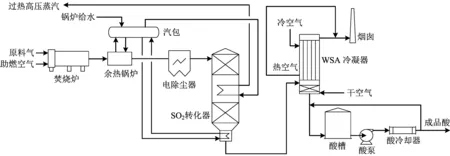
图1 WSA湿法制酸工艺流程
2.2SO2反应和废热回收系统
含有SO2和少量SO3的工艺气冷却后进入转化器。转化器分为3段,每段都装有托普索VK系列催化剂,SO2在转化器内氧化生成SO3,转化率可达到99.7%。反应式如下:
SO2+1/2O2→SO3+100.2 kJ/mol
(1)
转化反应为放热反应。在两催化床层之间设有冷却器,在确保下游床层进口的工艺气具有最佳操作温度的同时,将每段反应放出的大量反应热回收送入汽包中,副产6.0 MPa、250 ℃的饱和蒸汽。第一代WSA工艺采用熔盐作热载体,能回收气体中热量副产中压或次高压蒸汽;随后开发的第二代WSA工艺在冷凝设备上更有所创新,采用空气冷却的石英玻璃管降膜式冷凝器。由于熔盐在交换器内固化会导致管道系统和阀门受到损坏,故第三代WSA工艺利用低压蒸汽取代熔盐作热载体。在第一、二床层间,工艺气通过床层间的冷却器与中压或次高压蒸汽换热,温度从560~580 ℃降至400~450 ℃;在第二、三床层间,工艺气被6.0 MPa饱和蒸汽冷却,温度从460~480 ℃降至400~450 ℃;工艺气离开第三段催化剂床层后进入气体冷却器,被6.0 MPa饱和蒸汽进一步冷却,温度从400~420 ℃降至260~290 ℃( 硫酸蒸气露点以上) 。
2.3冷凝系统
从气体冷却器出来的气体经与酸雾控制单元来的含硅晶核气流混合,使酸雾长大。工艺气自下而上在管内流动,被管外的空气冷却,在WSA 冷凝器中冷凝成酸。反应式如下:
SO3(g)+H2O(g)→H2SO4(l)+151 kJ/mol
(2)
WSA冷凝器为立式管壳式降膜冷凝器,冷凝管由多组并联的玻璃管组成。为了增加强度、提高热交换系数,采用石英玻璃管替代原硼酸盐玻璃管。硫酸在冷凝器管壁上冷凝向下流动,酸温260 ℃,在硫酸冷凝器底部收集得到w(H2SO4)约98%的硫酸。离开冷凝器的尾气温度约为100 ℃,可直接进入烟囱,尾气中的酸雾和二氧化硫浓度可达到国家环保排放标准限值的要求。
2.4酸循环系统
WSA冷凝器中分离出的温度约为260 ℃的热成品硫酸与部分从硫酸冷却器来的低温循环酸(温度约40 ℃)混合后,温度降至60 ℃进入硫酸中间槽,再由酸泵送至硫酸冷却器冷却后循环使用,多余的硫酸作为产品送入成品硫酸中间罐。
3 国内H2S湿法制酸工艺原理
3.1H2S焚烧系统
硫化氢气体在焚烧炉中燃烧生成SO2和H2O,再由余热锅炉回收高温位热能。约420~430 ℃ 含水分的SO2气体离开余热锅炉后进入转化器。如φ(H2S)低于25%且有机物含量较小时,需要在燃烧炉内添加燃料进行辅助燃烧。
3.2SO2湿式催化氧化系统
SO2气体依次通过转化器内各段催化剂床层并经层间换热,最后一段出口SO3气体经气体冷却器冷却或过热器/省煤器回收热量后,温度降至260~300 ℃进入冷凝器。根据燃烧生成的SO2含量高低,转化器可设置成一段或二段,以保证最终SO2转化率99.1%[4]。
3.3冷凝成酸系统
经湿法转化后的SO3与气体中的水蒸气结合形成气态硫酸,与冷空气换热后在冷凝器中冷凝成液态硫酸。冷凝器是湿法制酸的关键设备,是一个垂直降膜冷凝器/浓缩器,装有耐酸并抗震的玻璃管。工艺气体在管子中被外部常温空气冷却,硫酸与热工艺气体逆向接触冷凝浓缩,流向底部。硫酸被收集在有砖衬里的冷凝器底部并在板式换热器中冷却到30~40 ℃,再用泵输送到成品储罐中。工艺气体离开冷凝器后温度约100 ℃,可直接送入烟道,同时在此温度下可保证成品酸较高的浓度,并控制气体中的酸雾含量。离开冷凝器的空气温度约200 ℃,一部分热空气作为焚烧炉的燃烧空气,其余可与烟道气混合用于增加排出浮力或用于锅炉水预热。
3.4酸循环系统
湿法制酸冷凝器中分离出的温度约为260 ℃的热成品硫酸与部分从硫酸冷却器来的低温循环酸(温度约40 ℃)混合后,温度降至60 ℃进入硫酸中间槽,再由酸泵送至硫酸冷却器冷却后循环使用,多余的硫酸作为产品送入成品硫酸中间罐。国内H2S湿法制酸工艺流程见图2。
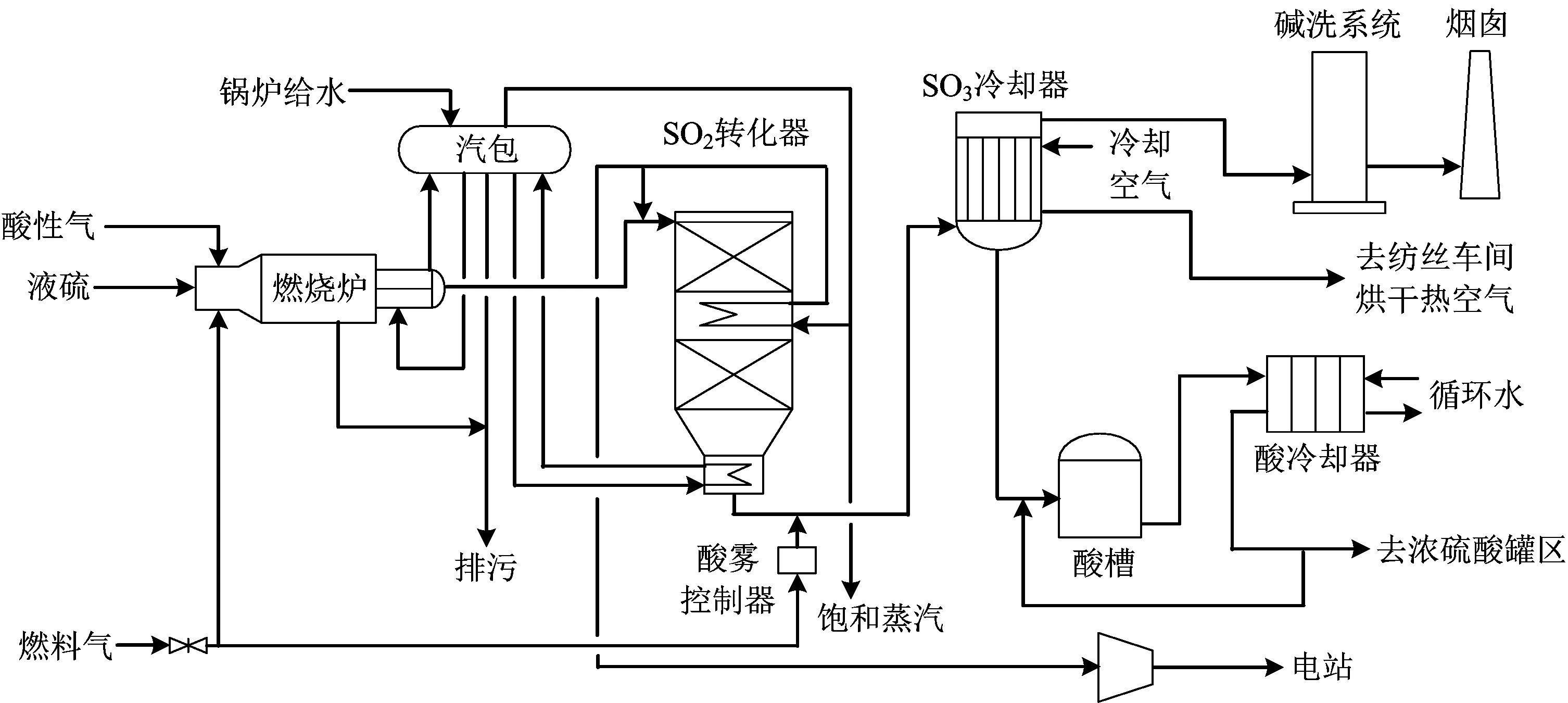
图2 国内H2S湿法制酸工艺流程
4 2种湿法制酸工艺在国内的应用
4.1应用现状
近5年里,托普索WSA湿法制酸和国产化H2S湿法制酸得到了广泛的应用。据不完全统计,国内建成或在建的应用此两种制酸技术的装置已有20多套,主要用于石油炼制、焦化和煤化工、黏胶纤维生产、冶金等行业,托普索WSA制酸工艺在国内装置总数远大于国内工艺湿法制酸装置。2种湿法制酸工艺优缺点详见表2。
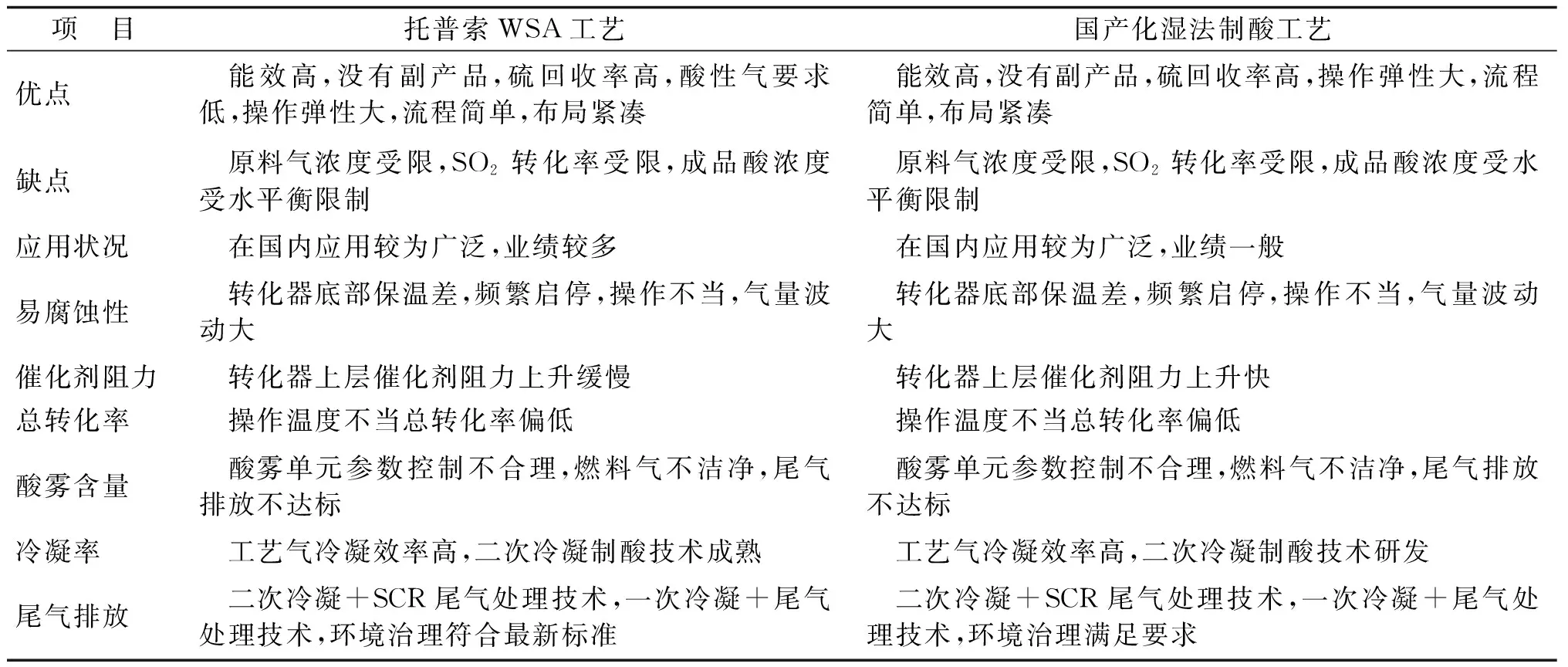
表2 2种湿法制酸工艺优缺点比较
4.22套装置运行的技术经济指标
兰精(南京)纤维有限公司2套废气湿法制酸装置运行平稳率、转化率、回收率、排放等指标均处于良好状态。技术经济指标见表3。

表3 托普索WSA工艺和国产化湿法制酸工艺运行指标
5 湿法制酸工艺展望
节能降耗、保护环境、实现经济社会和环境的协调可持续发展,是新世纪工业的必然选择,“绿色化、清洁化”成为炼油、石化、煤化工、化肥和冶金等行业追求的目标。综合湿法制硫酸工艺的优点和不足,面对日益严格的环保要求,湿法制硫酸工艺技术呈现出新的发展趋势。
5.1二次冷凝制酸技术
近几年,托普索公司开发了一种新的二次冷凝制酸技术——WSA-DC[5]。这一技术融合了WSA技术的尖端优势(主要是高能效)与二次转化技术的高转化率。与此同时,对WSA中间冷凝器的设计也作了适当的改进,从而使得处理φ(SO2)13%或更高浓度的原料气成为可能。而国内采用完全国产化的二次冷凝制酸技术的生产装置也已建成,并投产正常运行。
5.2一次冷凝制酸+尾气处理技术
由于日益严格的环保要求,湿法一次冷凝制酸工艺已不能满足现有尾气排放要求,一次冷凝制酸+尾气处理技术成了一种较好的选择。
[1] 平措.我国城市大气污染现状及综合防治对策 [J]. 环境科学与管理,2006,31(1):18-21.
[2] 杨育华.康开特法硫回收装置制硫酸工艺条件探讨[J].磷肥与复肥,1999(4):45-46.
[3] 董四禄.WSA工艺的设计与实践[J].硫酸工业,2002(6):31-32.
[4] 孟凡磊.30 kt/a废气制酸工艺运行总结 [J]. 硫酸工业,2016(2):43-44.
[5] FRANDS E J ENSEN, JENS K LAURSEN. WSA-DC——下一代高浓度高转化率WSA工艺[J]. 硫酸工业,2009(5):13-17.
Discussion of the differences and applications of wet acid process at domestic and abroad
MENG Fanlei
[Lenzing(Nanjing) Fibers Co.,Ltd., Nanjing, Jiangsu, 211511, China]
The technical characteristics of sour hydrogen, sour gas, dry and wet acid making are introduced. It is considered that acid making by wet process is better than dry process, and three methods of wet process of acid making which are widely used at home and abroad are compared.The technical principle, technological process, technical characteristics, domestic application and technical development prospect of WSA process in Denmark are discussed in detail. At present, the domestic wet process of acid production is gradually mature, and the process operation rate is improved and acid making rate.
hydrogen sulphide acid gas; sulphur recovery; wet acid process; compare; WSA process; localization
2017-08-15。
孟凡磊 ,男,兰精(南京)纤维有限公司高级工程师, 废气制酸&余热发电& CS2活性炭吸附装置部经理, 主要从事废气回收、公用工程部生产和维修管理工作。电话:13912943263;E-mail: f.meng@lenzing.com。
TQ111.16
B
1002-1507(2017)09-0009-05
