基于干膜的表面织构微沟槽阵列电解加工研究
2017-11-07朱嘉澄钱彩虹钱文清王开淼
薛 腾,朱嘉澄,钱彩虹,钱文清,王开淼
(南京航空航天大学机电学院,江苏南京210016)
基于干膜的表面织构微沟槽阵列电解加工研究
薛 腾,朱嘉澄,钱彩虹,钱文清,王开淼
(南京航空航天大学机电学院,江苏南京210016)
沟槽在耐磨减磨、热能交换、改善润滑等方面具有良好的效果。采用基于干膜的表面织构阵列电解加工技术,并根据沟槽的结构特点,制定沟槽加工工艺流程,搭建相关实验系统。研究结果表明:基于干膜的掩模电解加工技术可加工出形貌良好的沟槽。
沟槽阵列;干膜;电解加工;光刻电解加工
表面织构技术是改善摩擦副表面摩擦学特性的有效手段,其在降低摩擦、减小磨损、改善润滑、提高承载力等方面表现优异。沟槽也是一种表面织构技术,在工程实践中有多种应用。例如,沟槽可减小机械系统中摩擦副的摩擦。Ryk等使用激光在活塞环表面加工出织构阵列,并与没有加工出表面织构阵列的摩擦环进行对比研究,得出前者的摩擦比后者降低25%的结论[1]。再如,沟槽可改善机械设备与外界进行热交换的能力。汤勇等研究发现,在微型喷雾器表面加工出的微沟槽结构能显著提高热交换性能[2]。又如,沟槽结构有利于改善切削加工刀具的润滑性能。符永宏等研究了在车削条件下,微沟槽的间距和方向对刀具切削力、粘结性能的影响,得出沟槽织构自身具有减磨粘能力,且可提高刀具寿命的结论[3]。
近年来,对微沟槽加工方法的研究日益增多,常见的加工方法有超微机械加工[4]、激光加工[5]、电火花加工[6]、磨料射流加工[7]及电解加工等。本文针对电解加工工件表面无热影响层、工具无损耗、加工质量好的特点,采用基于干膜的掩模电解加工技术,在304不锈钢基片表面加工沟槽。目前,该技术多用于加工微坑阵列,而加工沟槽时的材料蚀除率较大,加工难度高。通过实验表明,基于干膜的掩模电解加工技术可加工出形貌良好的沟槽,且减化了工序,提高了加工效率。
1 加工原理
电解加工是利用金属在电解液中发生阳极溶解的原理,基于成形阴极将零件按一定形状和尺寸加工成形。本文采用与传统电解加工的液态光刻胶所不同的干膜光刻胶来完成对沟槽类表面织构阵列的电解加工。
传统的液态光刻胶存在以下缺陷:加工前需进行旋涂、前烘,加工后需后烘,工序较复杂,费时费力且有污染;对旋涂的均匀性要求较高,成本高。因此,本文采用干膜光刻胶进行电解加工,省略了旋涂及前后烘干的过程,可直接进行覆膜、曝光,大大简化了实验流程,提高了实验效率。
2 实验过程及分析
2.1 光刻
实验材料选用尺寸为40 mm×55 mm的304不锈钢基片和GPM220型干膜。光刻工艺流程如图1所示,包括前处理、覆膜、曝光、显影、烘干。
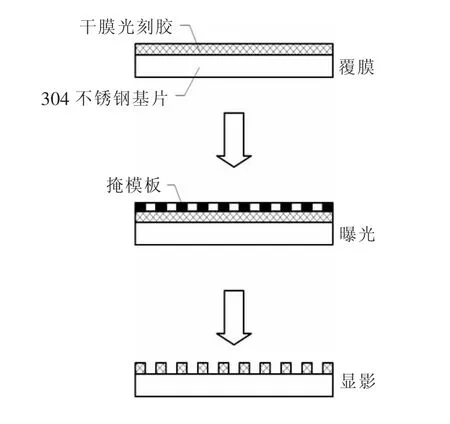
图1 光刻的工艺流程
(1)前处理。用洗洁精清洗不锈钢基片5 min,去除其表面杂质。
(2)覆膜。用覆膜机将干膜覆盖在不锈钢基片上。干膜光刻胶常温为固态,加热后软化,经高温胶辊挤压后,会紧密贴合在不锈钢基片上。
(3)曝光。设置好曝光时间等相关参数后,将覆膜后的工件放在载物台上进行曝光操作。所用光刻机型号为MJB4,其光源辐射强度为20.8 mW/cm2。
(4)显影。干膜光刻胶通过刻有沟槽纹路的掩模板进行曝光,由于采用负性干膜,曝光区域保留,未曝光区域被溶解去除。显影方式是在质量分数1%的Na2CO3溶液中上下震荡约4 min。
(5)烘干。将覆膜后的不锈钢基片置于吹风机下5 min,进一步蒸发有机溶剂。
经上述流程制备获得宽度为150 μm的光刻胶(图 2)。
图2 覆盖干膜的不锈钢基片
2.2 电解
2.2.1 沟槽电解加工系统
沟槽电解加工系统见图3,主要包括电解加工机床本体、电解液循环系统、电源系统、工件装夹夹具等。电解加工机床由具有良好抗腐蚀性能的不锈钢316L材料制成,其电解液系统主要由主泵、电解液槽、管路、过滤装置及阀组成,脉冲电源型号为3050DM。采用DVM5000型三维视频显微镜观察沟槽的三维形貌和尺寸。

图3 基于干膜的表面织构阵列的电解加工系统示意图
夹具设计与实验结果有着紧密联系,本实验采用的电解加工夹具为“侧冲夹具”(图4)。将进液口设计成扁平状,使电解液以平铺方式顺着沟槽方向流过工件表面,既优化了流场,又利于电解产物的排出,还可通过增加或减少垫板来调节加工间隙。

图4 “侧冲”电解夹具
2.2.2 沟槽电解加工实验探究
本实验研究了电压、占空比、有效加工时间对微沟槽阵列电解加工的影响。电解加工工艺参数见表1,加工结果见表2。
(1)电压对沟槽加工的影响
电压对沟槽形貌的影响见图5。可看出,随着电压的增加,沟槽的宽度和深度均明显增大。原因是随着电压增加,电流密度增大,材料的去除量增加,导致沟槽的宽度和深度增大。
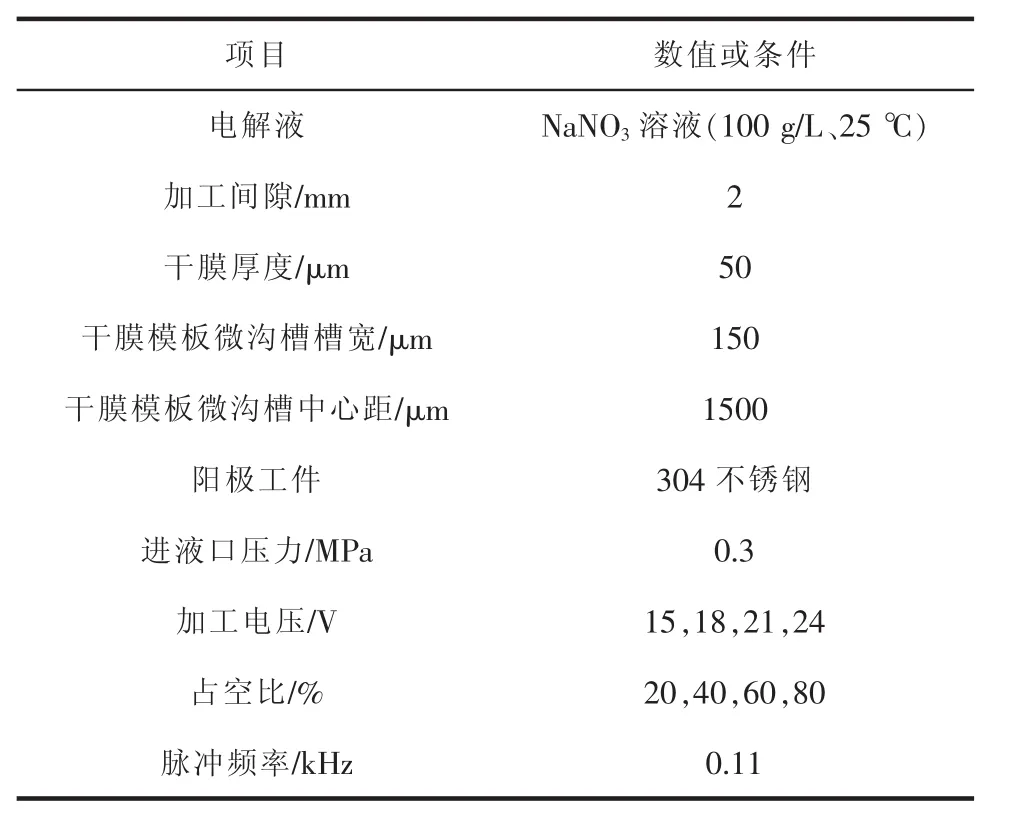
表1 沟槽电解加工工艺参数
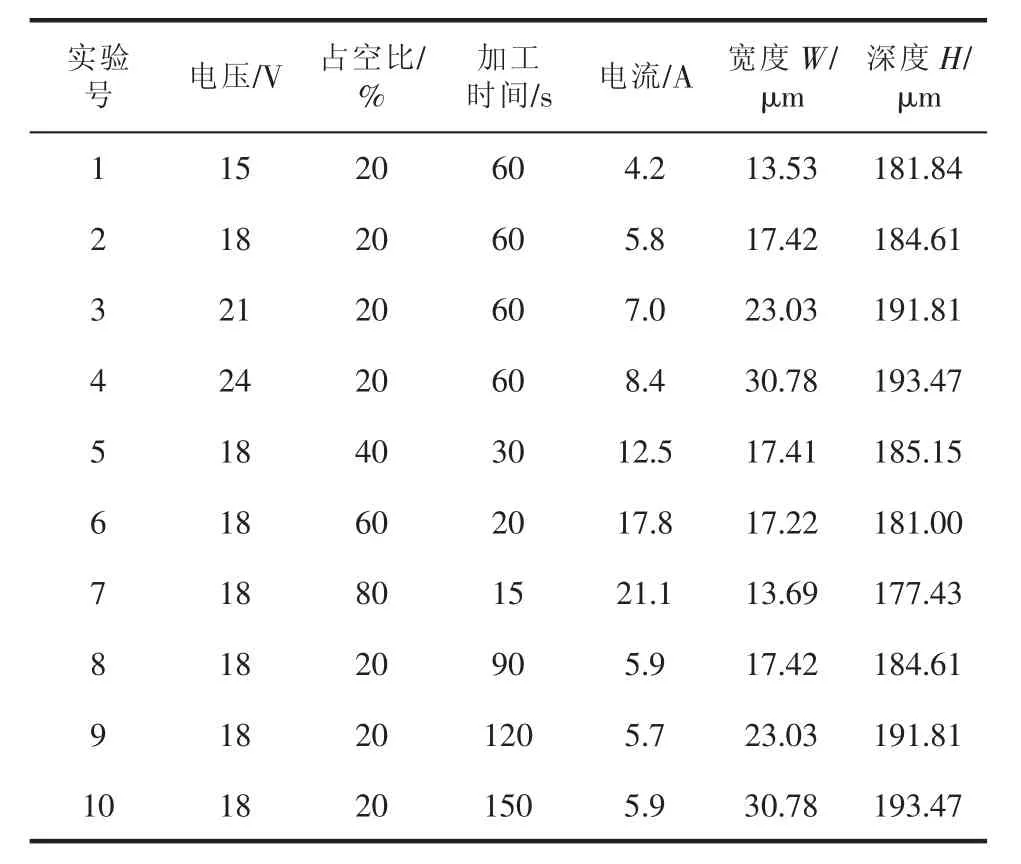
表2 沟槽电解加工结果
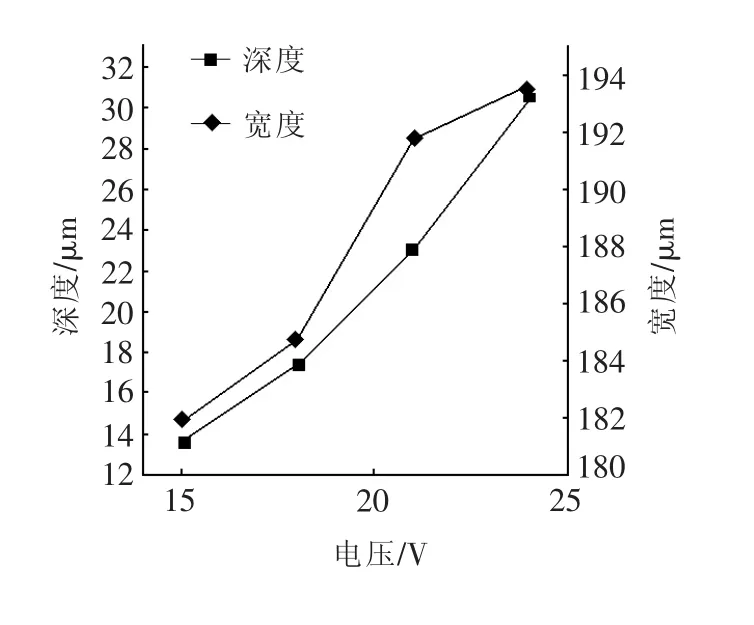
图5 电压对沟槽形貌的影响
不同电压下的沟槽形貌见图6。可见,当加工电压较低时,沟槽底部材料未被全部去除,故底部不平坦;随着电压增加,材料去除率增大,沟槽底部变得相对平坦,沟槽的横截面呈“U”型,加工精度较高。这是因为当电压较高时,沟槽中间和边缘的材料原来以相同的速度被去除,但电场边缘效应使沟槽边缘的电流密度比中间大,因此沟槽边缘形成更多的电解产物,产物的堆积增大了极间电阻,一定程度上又减少了沟槽边缘的电流密度,在一定时间后达到动态平衡,沟槽的横截面就被加工成“U”型。

图6 不同电压下的沟槽形貌图
(2)占空比对沟槽加工的影响
占空比对沟槽形貌的影响见图7。可看出,起初随着占空比的增加,沟槽的宽度和深度均无明显变化,但随着占空比进一步增加,沟槽的宽度和深度突然变小。
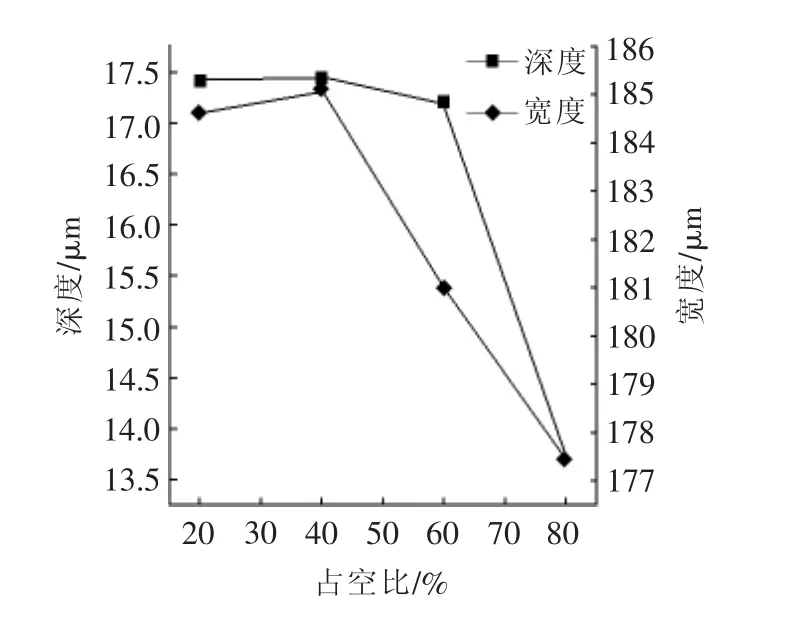
图7 占空比对沟槽形貌的影响
如图8所示,占空比对沟槽形貌的影响较大。低占空比时,沟槽形貌良好。但随着占空比增加,沟槽底部越来越小,沟槽尺寸也发生了很大的变化。这是因为低占空比时,电解产物有足够的时间被冲走,而随着占空比增加,电解产物的堆积速度大于电解液被冲走的速度,产物在底部的堆积增大了极间电阻,减小了电流密度,从而使加工电场分布不均匀,导致加工出的沟槽形貌较差。
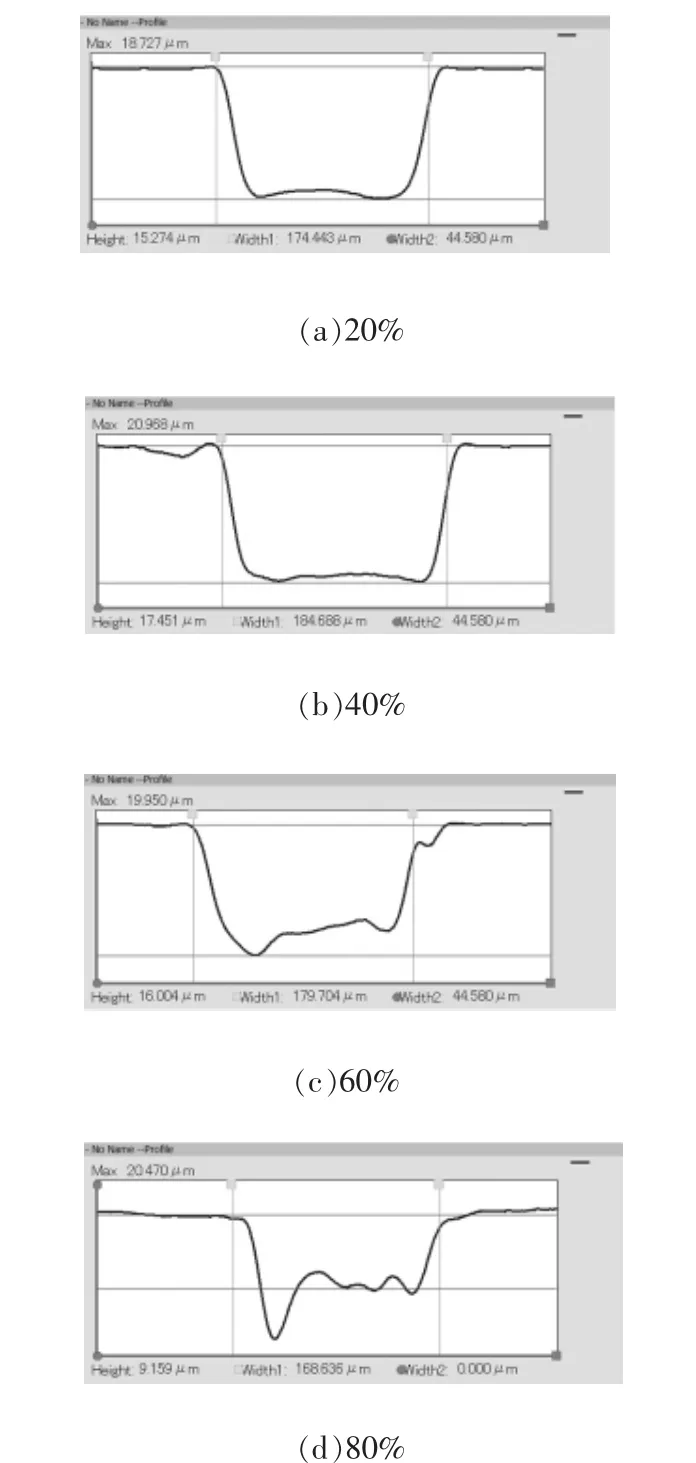
图8 不同占空比下的沟槽形貌图
(3)有效加工时间对沟槽加工的影响
有效加工时间对沟槽形貌的影响见图9。可看出,随着加工时间的增加,沟槽的宽度和深度显著增大,且在一定范围内呈线性增长。
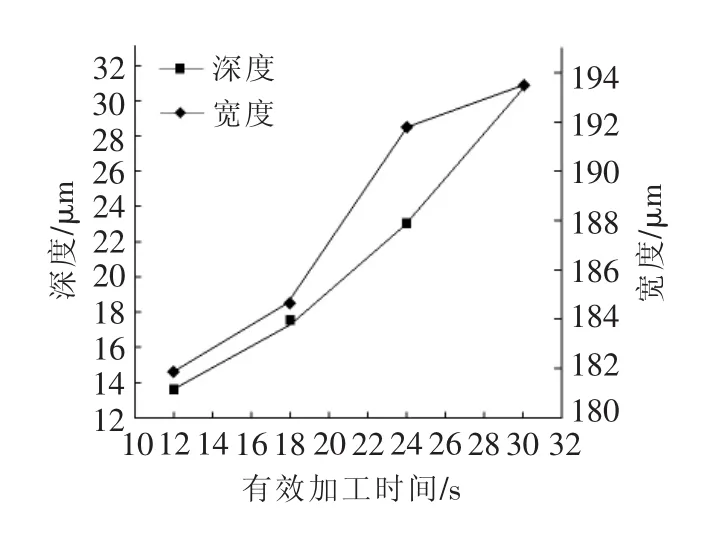
图9 有效加工时间对沟槽形貌的影响
由图10可见,沟槽底面中间部分会产生凸起。这是因为电场边缘效应使沟槽底部边缘的电流密度大于中间,导致沟槽底部边缘材料的蚀除速度比中间更快。在一定范围内,该现象在有效加工时间较低的情况下表现不明显,但随着有效加工时间增加会变得明显。

图10 不同有效加工时间下的沟槽形貌图
3 结束语
本文采用基于干膜的掩模电解加工技术在304不锈钢基片表面加工沟槽,利用自主设计的“侧冲”夹具装夹工件,并分别研究了电压、占空比、有效加工时间对沟槽加工形貌的影响。结果表明,采用基于干膜的掩模电解加工技术和“侧冲”方案,选择合适的电解加工参数,可加工出深度为几十微米、宽度为几百微米的微沟槽,且其表面形貌良好。
[1] RYK Q,ETSION L.Testing piston rings with partial laser surface texturing for fiction reduction[J].Wear,2006,261(7-8):792-796.
[2] TANG Yong,PAN Minqiang,LU Longsheng,et al.Performances of electrically heated microgroove vaporizers[J].Transactions of Nonferrous Metals Society of China,2007,17(5):981-986.
[3] 符永宏,肖开龙,华希俊,等.表面微沟槽车刀的切削试验与性能分析[J].中国表面工程,2013,26(6):106-111.
[4] 徐东鸣,岳晓斌.微细结构车削技术 [J].工具技术,2007,41(5):58-60.
[5] 王正国,莫继良,王安宇,等.沟槽型表面织构对界面摩擦振动噪声特性的影响[J].振动与冲击,2013,32(23):175-179.
[6] 张振夫.钛合金表面微结构电火花加工及其水润滑摩擦学特性研究[D].南京:南京航空航天大学,2009.
[7] 杜文正,雷玉勇,李劲松,等.电火花线切割加工与磨料水射流加工质量的对比研究 [J].矿山机械,2012,40(3):115-118.
Study on Electrochemical Machining of Micro-groove Arrays Using Dry-film Mask
XUE Teng,ZHU Jiacheng,QIAN Caihong,QIAN Wenqing,WANG Kaimiao
( College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China )
That micro-grooves have good effect in reducing the friction and wear of contacted friction pair surfaces,enhancing heat transfer and improving lubrication properties.A new method is proposed to fabricate surface textures by using through-mask electrochemical machining with dry-film mask.According to the profiles of micro-grooves,a process of fabricating the micro-grooves and the relevant test system are set up.The experimental results verify that it is feasible to fabricate microgrooves with good profiles by through-mask electrochemical machining using the dry-film mask.
groove arrays;dry-film mask;ECM;photoetching electrochemical machining
TG662
A
1009-279X(2017)04-0034-04
2017-04-13
国家级大学生创新创业训练计划项目(2016CX00501)
薛腾,男,1994年生,本科。
