轧制变形方式对TC6钛合金棒材组织及性能的影响
2017-11-03杨佩
杨 佩
(西部钛业有限责任公司,陕西 西安 710201)
轧制变形方式对TC6钛合金棒材组织及性能的影响
杨 佩
(西部钛业有限责任公司,陕西 西安 710201)
TC6合金变形温度范围窄,变形抗力大,轧制变形时易产生过热组织,文章通过改变两套孔型,对比研究了两种不同的轧制变形方式对TC6钛合金组织及性能的影响,并确定了TC6合金合适的轧制方式。结果表明:采用椭圆-圆孔型系统进行成品轧制时,可获得组织均匀且力学性能较优的TC6合金棒材。
TC6钛合金;变形方式;组织性能
钛合金具有比强度高、抗腐蚀性能好等一系列优点,TC6合金是目前应用最广泛的Ti-Al-Mo-Cr-Fe-Si系钛合金,为马氏体型α+β两相热强钛合金。TC6钛合金相当于俄罗斯牌号的BT3-1,Al在TC6合金中稳定并强化α相,同时加入Mo和Si,增加了β相的数量,有利于热加工和热稳定性的提高。Cr和Fe是β共析元素,通过强化α和β相提高中等温度下的强度[1]。
金属材料的性能取决于它的成分和组织,当成分一定时,影响材料性能的主要因素是其显微组织,而组织主要与其热加工过程相关。本文通过对比不同的轧制变形方式对TC6钛合金组织及性能的影响,探讨了TC6合金合适的轧制变形方式。
1 试 验
1.1 试验材料
试验采用西部钛业生产的直径为68 mm的TC6钛合金棒材,其化学成分见表1,合金的相变点为:980~985℃。原材料低倍组织致密,无裂纹及肉眼可见清晰晶。棒材高倍组织为典型两相区组织,所有原始β晶界已充分破碎,原材料显微组织如图1所示。轧制前原始坯料显微组织为典型的两相区组织,α相含量约为50%,等轴α组织均匀,尺寸在15~20μm。

表1 TC6坯料棒材化学成分 %

图1 轧制前棒材原始态显微组织
1.2 试验方法
加热制度:920℃/60 min;轧制设备:250轧机。
采用两种轧制孔型变形对棒材进行Φ68 mm→Φ35 mm轧制后等温退火:870℃/60 min炉冷到650℃/120 min空冷,取样对试样进行金相及力学性能检测。具体两种孔型轧制方案如下:
方案A如图2所示,采用椭圆-方孔型系统(5道次)轧制。
方案B如图3所示,采用椭圆-圆孔型系统(8道次)进行轧制。

图2 椭圆-方孔型系统
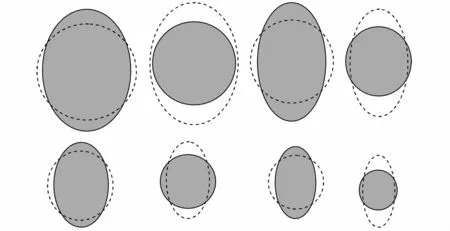
图3 椭圆-圆孔型系统
方案A优点是延伸系数大,没有固定不变的棱角,轧件多方向受力,稳定性好。缺点是变形非常不均匀。
方案B-优点是变形均匀,轧制前后轧件的断面形状能平滑过渡,可防止产生局部应力。缺点是延伸系数小,增加轧制道次,降低生产效率,轧件在圆形孔中容易出耳子。
2 结果及分析
2.1 轧制变形方式对TC6钛合金棒材组织的影响
棒材轧制退火后的显微组织如图4所示。显微组织是材料性能的内在表现形式,显微组织的形成由材料的热加工工艺所控制[2],对性能起着决定作用,加工方法和加工过程中的工艺参数都对组织有重要的影响。

图4 不同轧制变形方式轧制后的TC6钛合金棒材的显微组织(×200)
两种轧制变形方式下,等轴α组织尺寸大小相当,约为5μm,可见,73.5%的轧制大变形量对α组织的破碎效果较明显,但对比不同轧制方式的棒材组织,发现α相含量差别明显,方案A等轴α的含量约为30%,方案B中等轴α含量约为50%,其特征是在转变β基体上分布着等轴α相,等轴α形貌相近,球化程度较高。
方案A的α相含量低于基体组织,说明在轧制过程中终轧温度较高,溶质原子扩散速度加快,α相向β相转变增多,使得初生α相含量减少[3]。因此,试验可以通过控制轧制过程的变形方式来控制TC6钛合金中初生α相与转变β相的比例,实际生产过程中应选择合适的变形方式。
2.2 轧制变形方式对TC6钛合金棒材力学性能的影响
TC6钛合金随着轧制变形方式的变化,显微组织发生了转变。由于组织决定性能,因此钛合金的力学性能也随之改变,见表2。

表2 不同轧制方案TC6棒材的力学性能
由表2可以看出,方案B的室温力学性能优于方案A。这是由于等轴α含量高,增加了更多的α界面,在拉应力作用下,当外加应力大于位错开动的临界应力时,位错便开始运动。在位错运动的过程中,更多的α界面成为了位错运动的主要障碍,阻碍了位错的进一步运动,从而增加了位错运动的阻力,在宏观上即表现为抗拉强度和屈服强度的提高。当具有等轴组织的合金在外力作用下发生塑性变形时,等轴α相之间有良好的协调性,随着变形程度的增加在等轴α和变形β的相界面上产生空洞,α相颗粒能够阻碍空洞长大聚合发生断裂,初生α相颗粒越多平均自由程越短,空洞长大遇到的阻碍越大,拉伸试样在断裂前产生更大的变形,从而获得更高的拉伸塑性[3]。因此,椭圆-圆孔型系统相较于椭圆-方孔型轧制棒材具有更好的力学性能。
3 结 论
1.与椭圆-方孔型系统对比,采用椭圆-圆孔型系统进行轧制获得的TC6棒材等轴α含量更高。
2.与椭圆-方孔型系统对比,采用椭圆-圆孔型系统进行轧制获得的TC6棒材抗拉强度提高了100 MPa,屈服强度提高了约130 MPa,且延伸率提高了近40%。
3.TC6合金棒材在成品轧制时轧制,应该采用椭圆-圆孔型系统。
[1] 王金友,葛志明,周彦邦.航空用钛合金[M].上海:上海科学技术出版社,1985.113-221.
[2] 中国机械工程学会锻压学会.锻压手册(第一卷)[M].北京:机械工业出版社,2002.283-324.
[3] 《锻压技术手册》编委会.锻压技术手册[M].北京:国防工业出版社,1989.244-254.
Effect of Rolling Deformation on Microstructure and Mechanical Properties of TC6 Titanium Alloy Bars
YANG Pei
(Western Titanium Co.,Ltd.,Xi'an 710201,China)
The disadvantages of the deformation of TC6 alloy includes narrow temperature range,large deformation resistance,overheating microstructure.The effect of rolling deformation on the microstructure and mechanical properties of TC6 alloy bars were studied in this paper.The exactally way of rolling of TC6 alloy was confirmed.The results show that excellent mechanical properties and uniform microstructure were botained when rolling with a ovalround pass.
TC6 titanium alloy;deformation mode;microstructure and properties
TG113.22
A
1003-5540(2017)05-0052-02
杨 佩(1986-),男,助理工程师,主要从事钛及钛合金热加工工作。
2017-08-18