过氧化氢装置尾气回收系统控制方案
2017-11-01霍卫
霍 卫
(扬州惠通化工科技股份有限公司)
过氧化氢装置尾气回收系统控制方案
霍 卫
(扬州惠通化工科技股份有限公司)
在介绍过氧化氢尾气回收系统的构成和工艺流程的基础上,详细阐述了过氧化氢装置尾气回收系统中涡轮膨胀机和活性炭纤维吸附装置的控制方案。
尾气回收 过氧化氢生产装置 控制方案
目前国内外过氧化氢(双氧水)生产装置一般都采用蒽醌法,而重芳烃是蒽醌法生产过氧化氢的一种重要溶剂原料,因而在过氧化氢生产过程中会产生大量含有芳烃的尾气,一方面芳烃尾气会增加生产原料的消耗,另一方面人体吸入过量芳烃会对健康产生影响,且芳烃尾气遇高温明火或强氧化剂时容易燃烧甚至发生爆炸[1]。因此,从环保、安全和生产经济性考虑,回收生产尾气中的芳烃意义重大。采用涡轮膨胀制冷和炭纤维吸附相配合的尾气回收系统,可以有效回收过氧化氢生产过程尾气中的芳烃[1]。尾气回收系统的回收效率和效果在很大程度上取决于回收系统的自动化程度,对此笔者设计了过氧化氢生产装置尾气回收系统的控制方案。
1 尾气回收工艺简介
某过氧化氢生产装置的尾气回收系统由涡轮膨胀机和炭纤维吸附装置两部分组成(图1)。涡轮膨胀机是产生冷量的高速旋转设备,来自生产装置具有一定压力和温度的尾气先进入涡轮膨胀机,尾气经涡轮膨胀机使涡轮旋转,尾气膨胀做功因而内能减少、温度降低,部分芳烃因尾气温度降低而冷凝;未冷凝的尾气经涡轮膨胀机进入炭纤维吸附装置,炭纤维吸附装置首先利用活性炭纤维吸附尾气中的芳烃,然后再用水蒸气解吸脱附炭纤维上的芳烃。经过膨胀制冷和炭纤维吸附两级处理后,生产尾气中的绝大部分芳烃已被回收,且回收后的芳烃可以重复利用。另外,尾气回收系统还设有应对紧急情况的应急放空口。

图1 尾气回收系统工艺流程
2 涡轮膨胀机控制方案
涡轮膨胀机组由一台涡轮膨胀机以及与之相配套的润滑油系统和测控系统组成。涡轮转速、润滑油压力及轴承温度等参数都通过现场远传仪表引至中控室DCS,便于监测与控制。涡轮膨胀机进气口安装有一个故障关气动切断阀,在进气阀前安装了一个故障开气动切断阀用于紧急放空。正常工况下,进气阀打开应急阀关闭,尾气经过涡轮膨胀机处理后进入炭纤维吸附装置。
涡轮膨胀机属于精密设备,涡轮转速太快、润滑油压力过低或轴承温度过高,都会导致涡轮膨胀机损坏,因此需要在DCS上设置必要的联锁功能,以保护涡轮膨胀机。即联锁条件满足后打开应急放空阀,关闭进气阀让涡轮膨胀机停止工作。涡轮膨胀机进口压力过高还会导致膨胀机前氧化塔设备损坏,因此涡轮进口压力过高时也需要紧急打开应急放空阀对设备泄压。在DCS程序中需要设置涡轮膨胀机启动开关、紧急停车开关,联锁投用开关。涡轮膨胀机启动后,进气阀自动打开紧急放空阀自动关闭,涡轮膨胀机正常工作。按下紧急停车按钮后紧急放空阀自动打开,进气阀自动关闭(图2)。为防止涡轮膨胀机制冷量太大导致管道结冰而损坏设备,在涡轮膨胀机进口的尾气管道上增设旁路调节阀,该调节阀和膨胀机尾气出口温度组成控制回路,通过DCS建立PID回路可以自动控制膨胀机出口尾气温度。涡轮膨胀机的开停机、状态监控、温度控制和联锁控制都能在DCS上操作。
3 炭纤维吸附装置控制方案
炭纤维吸附装置由缓冲过滤罐、活性炭纤维吸附箱体、干燥风机、冷凝器、分层收集罐及监测控制系统等组成。涡轮膨胀机出口尾气进入炭纤维吸附装置后经过吸附、解吸脱附和干燥后,尾气中剩余的芳烃被回收。一般设置两个以上的炭纤维吸附罐和附属设备,并通过程序控制保证尾气吸附能够连续进行。炭纤维吸附系统的控制系统由PLC、触摸屏、控制阀和监测仪表组成,通过PLC程序实现了炭纤维吸附系统实时显示各工况、自动实现各个状态的切换。通过Modbus接口,PLC将炭纤维吸附装置的相关控制参数和数据传送给DCS,以便在中控室集中监控。
炭纤维吸附装置进口设置应急气动放空阀,从安全角度考虑该放空阀选择故障开形式。炭纤维吸附装置正常工作时应急放空阀关闭,尾气通过炭纤维吸附后排出;紧急情况下应急放空阀打开尾气放空。吸附时尾气入口阀和尾气排空阀自动打开,尾气通过入口阀进入活性炭纤维被吸附净化,净化后气体通过排空阀排空;解吸脱附时,入口阀和排空阀自动关闭,排液阀和蒸汽阀自动打开,水蒸气通过蒸汽阀进入吸附箱体,吸附在炭纤维上的芳烃被解吸脱附,解吸后的混合物经过排液阀进入冷凝器,冷凝后的芳烃水混合物进入分层收集罐,芳烃得以回收;干燥时,蒸汽阀自动关闭,干燥阀和尾气排空阀自动打开,干燥风机自动启动,干燥空气经干燥阀将吸附器降温干燥,实现活性炭纤维的再生;干燥结束后,干燥风机和干燥阀自动关闭,吸附装置重新进入吸附状态。通过PLC程序控制,实现吸附、解吸和干燥的工艺循环操作。现场所有控制阀都装有回讯开关并接入PLC,当阀门开关不到位时,触摸屏会发出故障报警程序暂停执行。鉴于设备安全考虑,部分控制阀之间设置联锁程序,吸附时排空阀不开到位入口阀不允许打开,解吸时排液阀不开到位蒸汽阀不允许打开,干燥时干燥阀不开到位干燥风机不允许启动。解吸过程中,当吸附箱体温度超过设定值,触摸屏发出超温报警,应急放空阀自动打开,尾气放空,吸附系统紧急停车。以上吸附、解吸和干燥过程时间参数都可以通过触摸屏设置。DCS通过Modbus通信协议读取PLC上的数据对吸附装置进行监控(图3)。
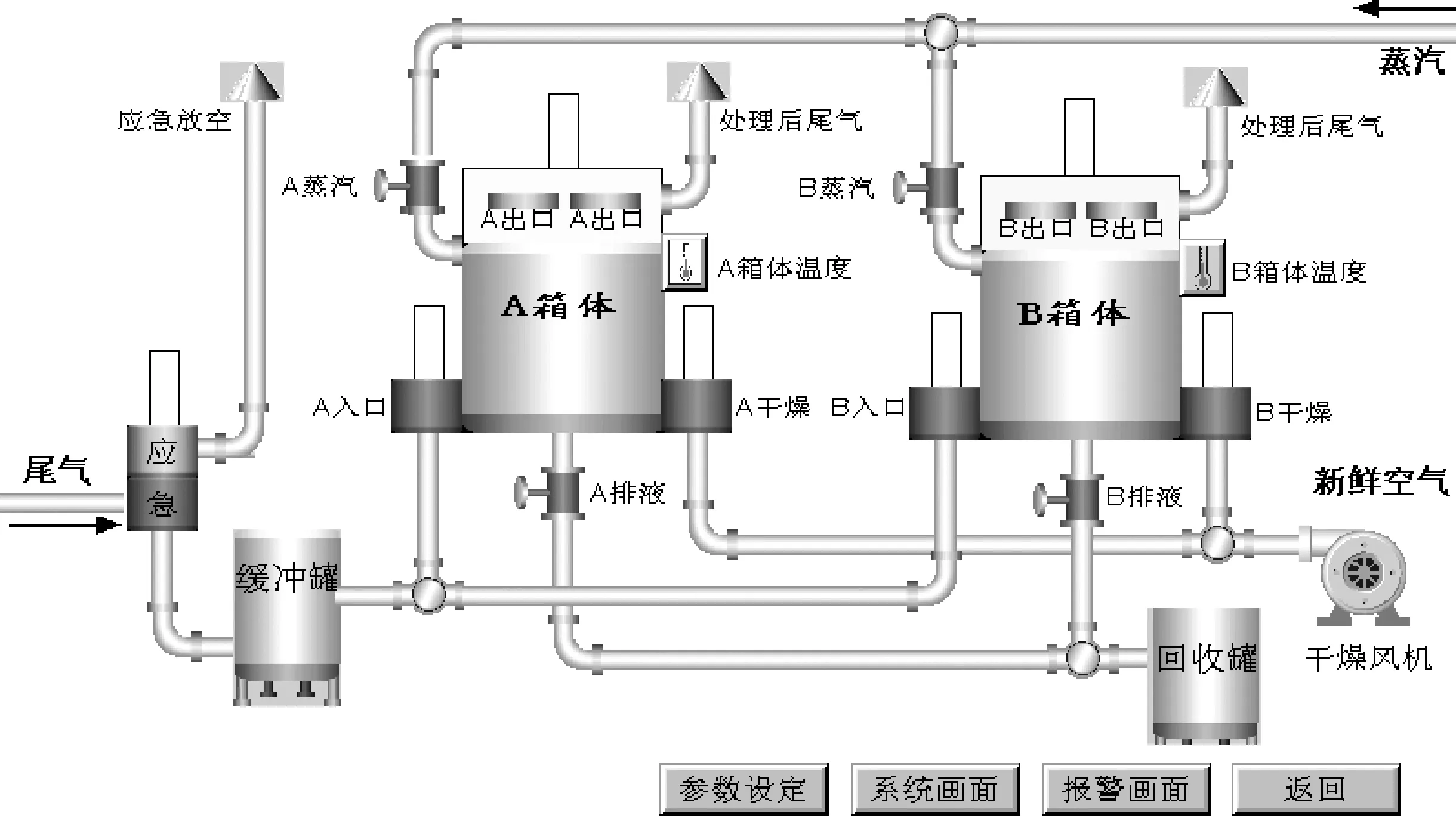
图3 炭纤维吸附装置控制界面
4 结束语
通过过氧化氢生产装置的尾气回收系统控制方案,操作人员可以在中控室通过DCS对过氧化氢装置尾气回收系统进行集中监控,整个尾气回收系统实现了全自动控制,程序中设置的各项联锁措施能够有效保证回收装置的安全性。尾气回收控制系统自投用以来,系统运行稳定可靠,达到了过氧化氢尾气回收装置的控制要求,提高了回收装置的自动化程度和安全性,降低了生产尾气对环境的污染,同时芳烃的回收再利用也为企业节省了生产成本。
[1] 赵飞云.双氧水氧化尾气芳烃最佳回收工艺的探讨[J].广东化工,2010,37(9):39~41.
TH862
B
1000-3932(2017)04-0410-03
2016-07-26,
2016-12-15)
霍卫(1982-),工程师,从事化工自动化设计工作,huowei_an@163.com。
