应用高产酯酿酒酵母丢糟加粮再发酵生产高档清香型白酒的研究
2017-11-01朱文旭胡晓静马宇坤郭凯凯张翠英肖冬光
龙 霄,吕 鑫,朱文旭,胡晓静,马宇坤,郭凯凯,张翠英,肖冬光
(天津市工业微生物重点实验室,天津科技大学生物工程学院,天津300457)
应用高产酯酿酒酵母丢糟加粮再发酵生产高档清香型白酒的研究
龙 霄,吕 鑫,朱文旭,胡晓静,马宇坤,郭凯凯,张翠英,肖冬光
(天津市工业微生物重点实验室,天津科技大学生物工程学院,天津300457)
为了充分利用酿酒业的副产品丢糟,进一步提高丢糟生产清香型白酒的质量,应用高产酯酿酒酵母,通过单因素试验,分别考察配糟比、酵母接种量、发酵时间对丢糟加粮再发酵的影响。结果表明,最佳的工艺条件为配糟比1∶3,酵母接种量0.5亿个/g,发酵时间6 d;在此发酵条件下,酒精度为8.8%vol,乙酸乙酯产生量可达506.5 mg/L,乳酸乙酯产生量可达560.8 mg/L。
微生物; 酿酒酵母; 清香型白酒; 丢糟; 乙酸乙酯; 乳酸乙酯
白酒丢糟是酿酒产业中的主要副产品,白酒生产过程中会产生大量的副产品丢糟,如果这些丢糟不及时加以处理,就会腐败变质,不仅浪费了宝贵的资源,还会严重污染周围环境[1]。充分有效地对酒糟加以综合利用,既可以减轻环境污染,又可以节约粮食、降低成本。因此,酒糟的综合利用对我国白酒产业的资源开发和环境保护具有十分重要的意义。
丢糟中大部分成分为未发酵完全的残余淀粉,还含有以磷为主的多种矿物质元素[2],它们是构成微生物细胞的物质基础;同时白酒丢糟的干物质中粗蛋白含量甚高,可以为微生物提供丰富的氮源,还含有18种氨基酸,其中天门冬氨酸和谷氨酸含量较高,尤以谷氨酸最为丰富[3],它们是形成白酒香气物质的重要来源。白酒丢糟中除富含丰富营养物质之外,也有大量的糠壳,如果用丢糟作为酿酒发酵的原料,丢糟中的谷壳不仅可起到疏松作用,也能使糟醅保持一定的含氧量,从而保证了正常的发酵并提高蒸馏效率。因此将丢糟用于生产清香型白酒,不但可以充分利用丢糟资源,提高清香型白酒的生产效率和品质,还可以建立起循环经济的生产模式,创造更大的社会价值。
在白酒发酵过程中,酿酒酵母的主要功能是酒精发酵,其次是产生一定量的高级醇,一般不产酯。本实验室在探明酿酒酵母乙酸酯代谢机理的基础上,选育了1株高产酯酿酒酵母,实现了酿酒酵母产酒产香同步[4]。本研究在丢糟再发酵过程中通过应用高产酯酿酒酵母作为发酵微生物生产高档清香型白酒,以期实现丟糟的高值化利用。
1 材料与方法
1.1 材料、仪器
原料:丢糟、高粱、稻壳均由某白酒厂提供。
菌种:酿酒酵母 PY1、PY2、SY1、SY2、WY1、WY2和AY15均为实验室保存,MY15为本实验室选育[5]。
高粱汁培养基:高粱粉∶水=1∶4,加液化酶50 U/g,85~90℃保温15 min,加热煮沸0.5 h,降温至60℃,加糖化酶500 U/g,糖化4 h,降温至40℃,加酸性蛋白酶8 U/g,水浴30 min,过滤,调糖度至12 °Bx,添加硫酸铵6 g/L、磷酸氢二钾2.4 g/L、硫酸镁1.2 g/L,115℃高压蒸汽灭菌20 min。
气相色谱仪及色谱柱:Agilent7890C;LZP-930柱(50 m ×0.32 mm × 1.00 μm)。
1.2 白酒发酵实验
12°Bx高粱汁培养基100 mL,接入培养好的酵母二级种子2 mL,30℃下密封发酵5 d,发酵结束后蒸馏并对酒样进行分析。
1.3 丟糟加粮再发酵生产工艺
实验采取的工艺流程如下:

1.4 分析方法
1.4.1 酒精度、总酸、总酯、淀粉的测定
分别采用酒精计法[6]、酸碱滴定法、皂化法和斐林法[7]测定酒精度、总酸、总酯和淀粉。
1.4.2 主要风味物质的测定
发酵结束后蒸馏发酵液得到含有主要风味物质的待测样品,采用气相色谱法测定。
气相色谱条件:200℃;检测器:FID检测器;载气:高纯氮,流速2.5 mL/min;检测条件:50℃保持8.0 min,5℃/min升温至150℃保持15.0 min;进样量:1.0 μL;分流比为10∶1。
2 结果与分析
2.1 高产酯酿酒酵母发酵性能分析
将实验室保存的7株酿酒酵母PY1、PY2、SY1、SY2、WY1、WY2和AY15与高产酯酿酒酵母MY15进行白酒发酵实验,检测高产酯酿酒酵母MY15的产酒和产酯性能,实验结果见表1。
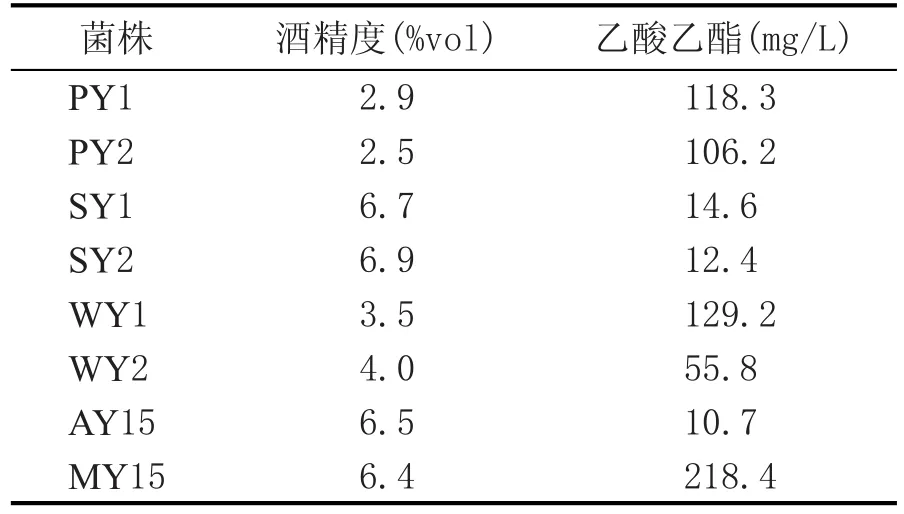
表1 酿酒酵母各菌株发酵性能
高产酯酿酒酵母发酵酒精度为6.4%vol,与其他3株酿酒酵母SY1、SY2和AY15产酒精度相当;但从产酯性能来看,与7株酿酒酵母菌株相比,MY15菌株乙酸乙酯产生量最高,可达218.4 mg/L。实验结果表明,高产酯酿酒酵母MY15产酯性能高,产酒产香同步,适合作为丟糟加粮再发酵生产清香型白酒的发酵菌种。
2.2 丢糟加粮再发酵最适配糟比的确定
细粉高粱经润粮后与稻壳一起蒸料、糖化,同时接入酿酒二级种子液(0.3亿个/g原料)培菌24 h,调整不同配糟比(1∶2.5、1∶3、1∶3.5、1∶4)进行配糟发酵,发酵6 d。发酵结束后进行检测与分析,结果见表2。
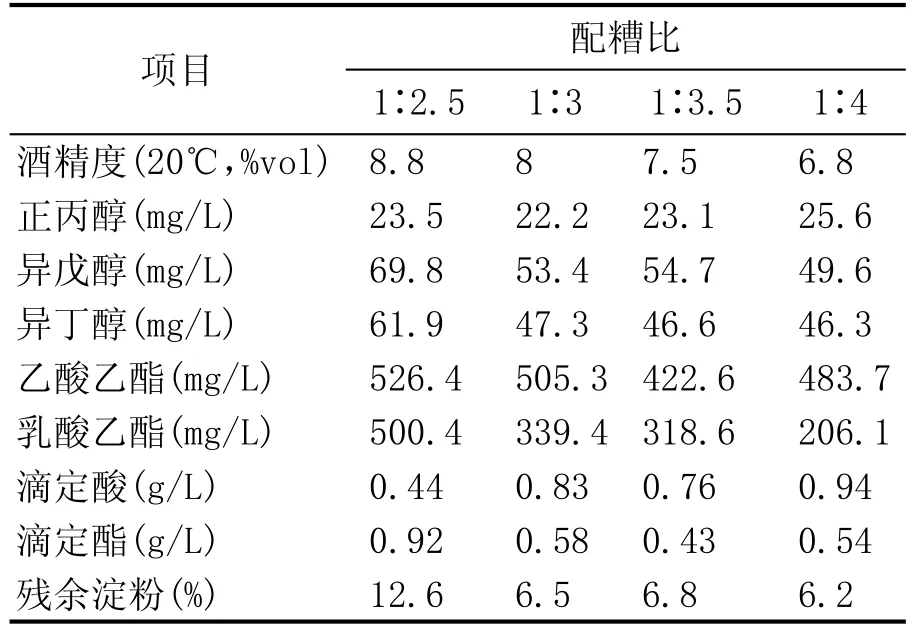
表2 丢糟加粮再发酵配糟比的确定
从表2可以看出,当配糟比为1∶2.5时,乙酸乙酯及乳酸乙酯的含量都达到最高,但此时的残余淀粉为12.6%,发酵不完全;随着配糟比减小,残余淀粉含量降低,当配糟比为1∶3时,残余淀粉较低且总酯含量相对较高,因此确定最适配糟比为1∶3。
2.3 丢糟加粮再发酵最适酵母接种量的确定
酵母二级种子液使用量分别为0.2亿个/g、0.3亿个/g、0.4亿个/g、0.5亿个/g、0.6亿个/g原料,配糟1∶3,发酵6 d。发酵结束后进行检测与分析,结果见表3。
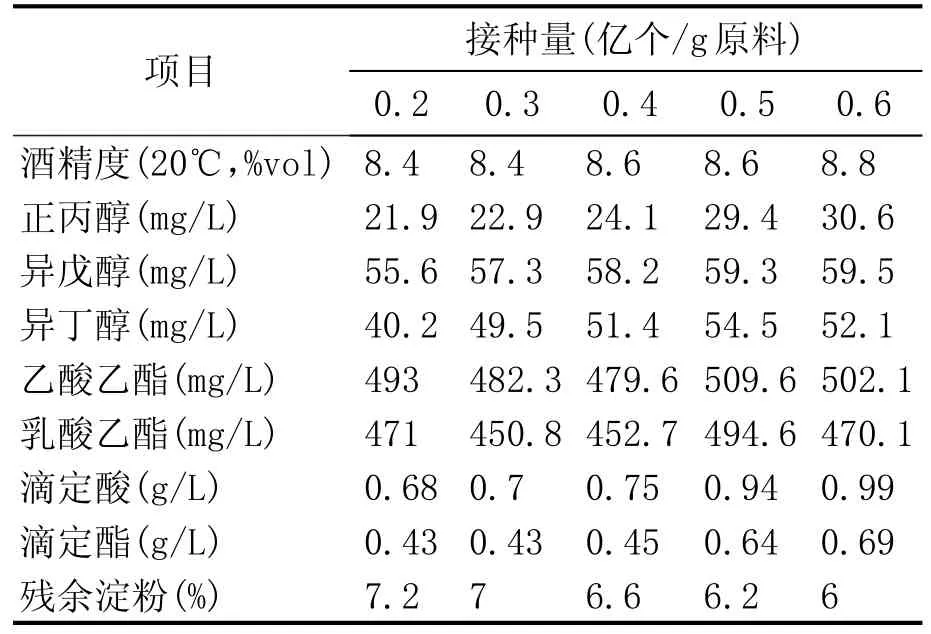
表3 丢糟加粮再发酵酵母接种量的确定
由表3可以看出,不同酵母接种量对发酵酒精度影响不大,当高产酯酿酒酵母用量为0.5亿个/g原料时,总酯及乙酸酯含量相对较高,因此高产酯酿酒酵母的用量确定为0.5亿个/g原料。
2.4 丢糟加粮再发酵最适发酵周期的确定
酵母二级种子液(0.5亿个/g原料)培菌24 h,然后进行配糟1∶3发酵,发酵时间分别为4 d、5 d、6 d、7 d,发酵结束后进行检测和分析,结果见表4。
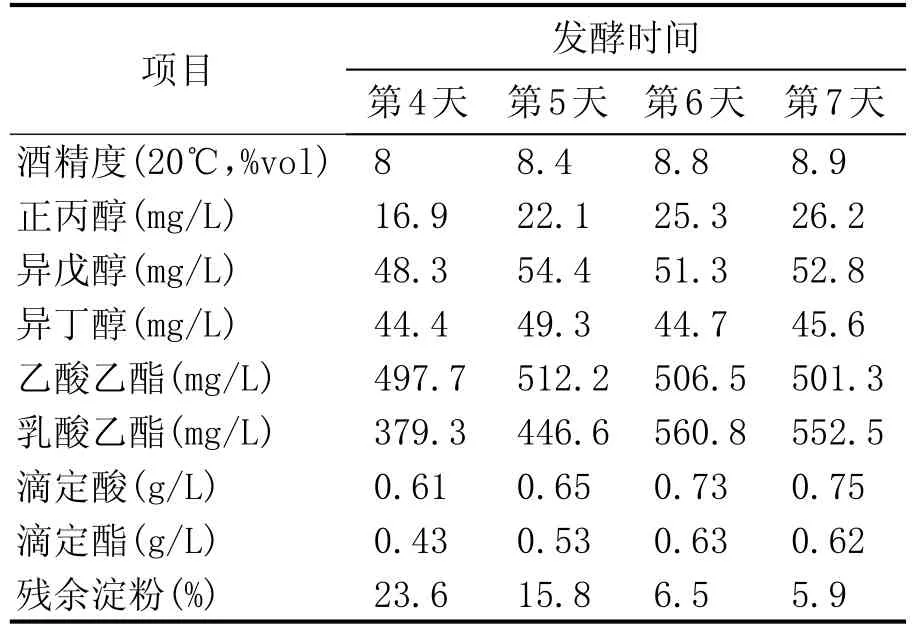
表4 丢糟加粮再发酵时间的确定
从表4可以看出,发酵第6天时,残余淀粉剩余较少,为6.5%,酒精度为8.8%vol,且第6天、第7天残余淀粉与酒精度相差不大;从总酯含量看,第6天时总酯较高,乙酸乙酯产生量可达506.5 mg/L,乳酸乙酯产生量可达560.8 mg/L,因此确定发酵时间为6 d。
3 结论
以细粉高粱和新鲜丢糟为主要原料,采用先培菌糖化后配糟发酵的方式发酵生产清香型丢糟酒。选择高产酯酿酒酵母为主要发酵菌种,通过考察发酵时间、酵母接种量和配糟比对发酵结果的影响,确定最优的发酵条件为:配糟比为1∶3,酵母接种量为0.5亿个/g原料,发酵时间为6 d。
[1]李进,梁丽静,薛正楷.中国传统白酒酿造丢糟资源循环利用研究进展[J].酿酒科技,2015(4):88-90.
[2]王超,张宿义,李德林,等.固态法白酒丢糟的资源化综合利用[J].酿酒科技,2015(12):103-107.
[3]张德荣,张蜀艳,唐自慧.丢糟综合优化利用研究[J].四川理工学院学报(自然科学版),2015,28(5):1-6.
[4]马红霞,李维,李晶晶,等.高产乙酸酯酿酒酵母在清香型白酒中的应用研究[J].酿酒科技,2015(5):8-10.
[5]LI W,WANG J H,ZHANG C Y,et al.Regulation ofSaccharomyces cerevisiaegenetic engineering on the production of acetate esters and higher alcohols during Chinese Baijiu fermentation[J].Journal of Industrial Microbiology&Biotechnology,2017,44(6):949-960.
[6]谢琳.比重计法测定黄酒中酒精度的不确定度评定[J].计量与测试技术,2006,33(5):35-36.
[7]王福荣.酿酒分析与检测[M].北京:化学工业出版社,2005.
Production of High-Grade Qingxiang Baijiu with Spent Grains by Adding New Grains and S.cerevisiae with High-Yield of Esters
LONG Xiao,LÜ Xin,ZHU Wenxu,HU Xiaojing,MAYukun,GUO Kaikai,ZHANG Cuiying and XIAO Dongguang
(Tianjin Key Lab of Industrial Microbiology,College of Biotechnology,Tianjin University of Science and Technology,Tianjin 300457,China)
In order to make full use of spent grains,by-product in liquor-making,S.cerevisiaewith high-yield of esters was applied,and the effects of the ratio of spent grains to new grains,yeast inoculating quantity,and fermenting cycle on the fermentation of spent grains were explored by single factor test.The optimum technical conditions were determined as follows:the ratio of new grains to spent grains was 1∶3,yeast inoculating quantity was 5×107/g,and fermenting cycle was 6 days.Under the above conditions,alcohol content of the produced liquor was 8.8%vol,the yield of ethyl acetate was up to 506.5 mg/L,and the yield of ethyl lactate could reach up to 560.8 mg/L.
microbe;S.cerevisiae;Qingxiang Baijiu;spent grains;ethyl acetate;ethyl lactate
TS262.3;TS261.4
A
1001-9286(2017)10-0028-03
10.13746/j.njkj.2017157
国家自然科学基金(31471724),天津市自然科学基金重点项目(14JCZDJC32900)。
2017-06-02
龙霄(1996-),男,河南开封人,本科生。
张翠英,教授,E-mail:cyzhangcy@tust.edu.cn。
优先数字出版时间:2017-08-17;地址:http://kns.cnki.net/kcms/detail/52.1051.TS.20170817.1401.004.html。
