饰品用贵金属合金及其钎焊工艺的发展
2017-10-23赵辰丰赵建昌张青科薛宏宇
赵辰丰 赵建昌 张青科 于 奇 薛宏宇
饰品用贵金属合金及其钎焊工艺的发展
赵辰丰 赵建昌 张青科 于 奇 薛宏宇
(郑州机械研究所新型钎焊材料与技术国家重点实验室,郑州450001)
概述了金、银两类贵金属及其钎焊工艺的发展。介绍了各类型饰品用金、银合金种类、特性和应用范围,并针对不同类型的金、银合金所适用的钎焊材料及钎焊工艺。首饰用贵金属合金所使用的钎料种类繁多,国家标准中已规定适用于各行业的银合金钎料(包括含钯钎料)48个牌号,金合金钎料19个牌号,但未进一步对饰品用贵金属钎料进行规定。近年来市场对饰品用贵金属合金的需求逐年增长,对其成分的安全无害标准亦有提升,故饰品用贵金属合金钎料的无害化、系列化和标准化已成为必然趋势,相关研究在制定行业标准、提高国际市场竞争力上具有重要意义。
贵金属合金 金合金 银合金 钎焊
0 序 言
自古贵金属金、银便因其良好的装饰性、耐蚀性及保值性,在世界范围内被人们作为制造首饰及装饰品、艺术品的重要材料。金银纯金属的质地都过于柔软、制品易损伤,随着制造工艺的发展,人们在纯金及纯银中添加合金元素,以提高其强度、耐蚀性、耐磨性,并可调节合金的颜色。加工性能更优良的金、银合金适用于制造结构更为精细复杂的物件,而精细结构间的连接也成为必须解决的问题[1]。
根据不同类型合金的性能要求,需选用合适的钎料及钎焊工艺。根据GB 11887—2012《首饰贵金属纯度的规定及命名方法》规定,首饰零部件的焊接、首饰配件的材料纯度应与主体一致。故钎焊时应选择与主体成分相匹配的钎料。
1 银合金
银合金作为货币流通已有近千年历史,通常以银铜合金形式流通,饰品用银一般选用银含量80%以上的银合金。银纯度等级与表示方法见表1[2]。
1.1 斯特林银
成分为Ag7.5Cu的银合金,得名于英国制币用银。高温固溶处理后具有良好延展性,且时效硬化性极佳。
1.2 贵金属类合金化银
向银合金中添加铂与钯等贵金属可提高合金电极电位、改善925银的抗变色能力,同时提升加工性能。向925银铜合金中添加3.5%(质量分数)的铂可使抗变色能力提升6倍。

表1 银合金纯度及其它表达方式
1.3 活性元素及稀土元素合金化银
银铜合金由于银铜间电化学反应及高温加工过程中氧原子扩散,其表面易氧化生成红斑及黑斑,且抗硫化性欠佳。
为提高银铜合金抗硫化及防氧化变色性能,可用锌、锡、银、锗等电极电位较低、热力学性能不稳定元素替代部分铜。此类元素可在银表面形成稳定的氧化物薄膜并在含硫气氛下起到保护膜作用,防止Ag2S的生成。
稀土类元素如钇、镧、铈可微量固溶于银形成固溶态,使合金具有较好的耐腐蚀性和较高的抗时效软化能力。添加超过极限固溶度的稀土元素,则可有效提高银的力学性能和热稳定性[3]。
2 金合金
金合金最重要的特征为其成色,成色通常以K表示,与金含量对应关系参见表2。
2.1 低合金化合金
低合金化金即高K金,金含量通常在99%以上,俗称为足金。

表2 金合金纯度与K值对应关系
对足金的合金化通常使用铱元素,并同时添加总含量在0.15%左右的钇和锆、镍或锡元素。合金化可提升足金的强度和硬度[4]。
2.2 白色金合金
常见高K白色金合金为镍、钯金合金,镍、钯元素与金合金化时出现“实际束缚态”可大幅吸收低能量光子,导致“漂白”效应。
由于镍对人体具有接触毒性,钯元素价格昂贵,以铁元素取代镍钯并以其他添加元素改善合金加工性能的无镍钯白金也成为了白色金合金的一大方向。低K白色金合金通常使用银调色。
2.3 彩色金合金
彩色合金以Au-Ag-Cu(Zn)系合金为基础,通过调节元素比例可产生从白色、红色、黄色、淡红、淡黄、黄绿等不同颜色。
另外向金中添加Ga,In,Al等元素可生成具有淡紫色AuAl2、蓝色AuIn2、淡蓝色AuGa2等呈特殊颜色的金属间化合物[5]。
商业化金合金主要种类如表3所示[6]。
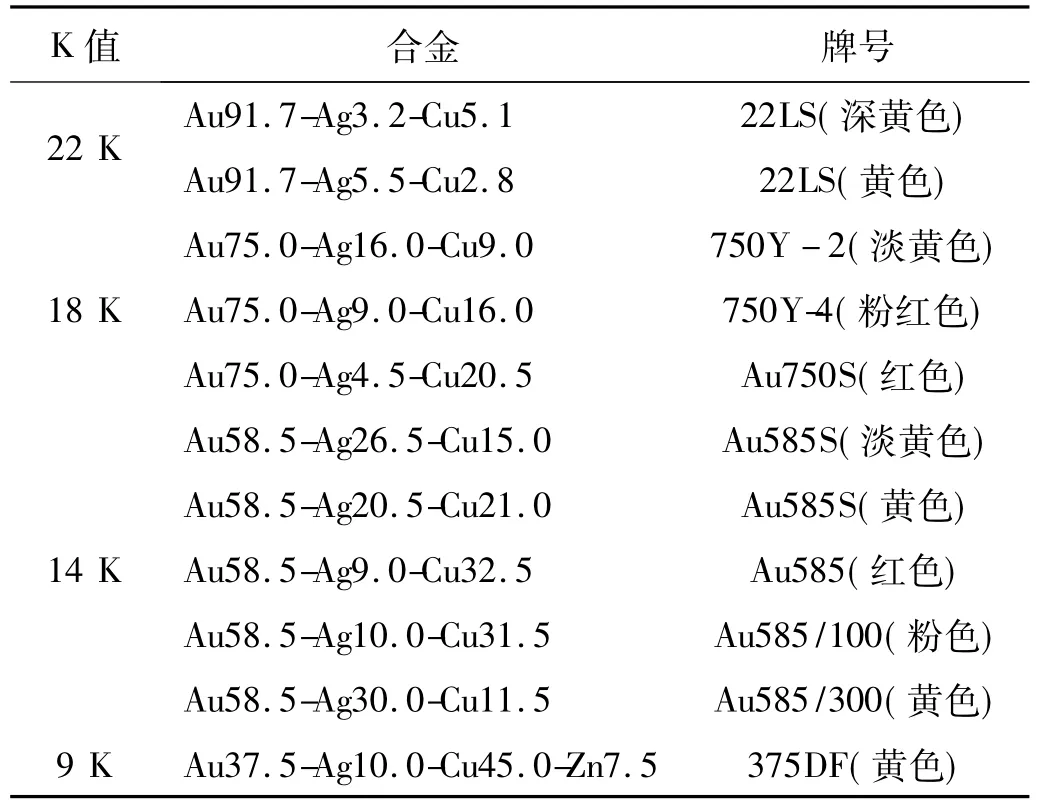
表3 商用彩色金合金
3 贵金属的钎焊
3.1 金合金钎料选用
Cd为传统K金首饰钎料合金化元素,可有效降低Au-Ag-Cu系合金熔点,提高钎料流动性与填缝能力,且含镉钎料力学性能优良。但因其熔化时易生成于人体有害的CdO烟尘,具有接触毒性,目前已淡出首饰品钎料市场。依据国家标准GB 2880—2012《饰品有害元素限量规定》及欧盟RoHS限令,钎料中的六价铬、汞、铅最大限量为 1×10-3,镉为 1×10-4,镍元素溶出量在0.2 μg/(cm2·week)。无害化的K金钎料成为金首饰钎料的发展方向[7]。
GB 18762—2002《贵金属及其合金钎料》中给出了19个牌号的金合金钎料,其金含量从10%(质量分数)到99.99%(质量分数)不等,其中镉含量符合饰品用金合金标准的牌号仅有 BAu1064,BAu82.5Ni950,BAu82Ni950及BAu80Cu910四个牌号,且其中两种含有大量镍添加。
对于不同类型的金合金,需选用合适的钎料及钎焊工艺。金饰品应选用成色和颜色与基底材料一致的钎料,22 K以上金合金应使用含金量99%钎料进行钎焊。同时金钎料应具有适当的熔化区间、优良的润湿性能和填缝性,钎焊接头应具有化学稳定性、适用的力学性能,钎料成分应对人体健康无害[8-9]。
同时为满足结构复杂首饰件的拼装连接,需要对相同金含量的钎料中合金元素的添加种类与量进行设计,使其具有高温、中温、次低温及低温四个温度梯度以完成3~4级的钎焊操作。9~22 K金的成色与熔化温度对应关系见表4。9~22 K金所需钎料要求其液相线温度至少比母材固相线温度低20℃,且为满足多级钎焊要求,需要较窄的熔化区间。

表4 金合金成色及熔化温度
表5为常见的不同种类K金合金钎料的成分及熔化区间。K金钎料一般为Au-Ag-Cu系钎料,在保证Au成色的基础上通过添加Zn,Pd并调节Ag,Cu比例来获得所需颜色,调节Ag,Cu比例降低熔点,如需进一步降低熔点则添加 Zn,Sn,In,Ga等低熔点合金元素。其中,Zn在Au中具有高达33.5%(原子分数)的固溶度,In,Ga在12%(原子分数)左右,Sn极限固溶度为6.8%(原子分数)。因此在Au中添加少量In,Ga,Sn可显著降低合金液相温度,但添加过多会使固相线降低,扩大熔化区间,造成不利影响[11-12]。
3.2 银合金钎料的选用
根据GB 11887—2012《首饰贵金属纯度的规定及命名方法》规定,足银与千足银的配件部分银含量不得低于92.5%,故银饰品的钎焊通常采用银含量92.5%(质量分数)以上的Ag-Cu-Zn(Sn)系合金。对于银合金的钎焊,需采用熔点较低的钎料,可使用的温度范围较广,通过调整合金成分可获得较广的适用温度区间[13]。但 GB 18762—2002《贵金属及其合金钎料》中给出48个牌号的银合金钎料,其银含量从10%(质量分数)到99.99%(质量分数)不等,其中镉含量符合饰品用金合金标准的牌号仅有 BAg962,BAg72Cu779及BAg50Cu780/875三个牌号。

表5 常见K金和金钎料成分及熔化区间
3.3 钎剂选用
贵金属钎焊时通常使用硼砂与硼酸作为焊剂,焊接温度高于850℃时采用75%(质量分数)硼砂与25%(质量分数)硼酸混合使用,硼酸300℃即分解,生成的B2O3与金属表面氧化物形成易熔硼酸盐,以达到去氧化膜的目的;硼砂(Na2B4O7·10H2O)加热至400~500℃脱水生成无水四硼酸钠,并在850℃以上熔融形成玻璃体。其中亦含有的B2O3,因此在高温区域也可使金属表面氧化物形成易熔硼酸盐,完成高温下的去膜。对于K金合金,其熔点随K值降低时,所使用的钎剂中硼酸比例也应随之适当增大。钎焊后需对焊缝处残留钎剂进行清理后再进行下一步的加工,以防止钎剂残留对后续工序造成影响。
3.4 钎焊方式
可采用火焰焊接,手工添加钎料与钎剂。火焰应选用中性火焰,即燃料气体与氧气各占50%,火焰长度适中,整体呈现蓝色,温度中等。不宜使用氧化性火焰或还原性火焰。前者特点为氧气含量较多、火焰细长呈现透明的蓝色、温度较高;后者则油气较多、火焰较短粗、颜色偏黄、温度较低,适用于退火和预热但不适用于焊接。
也可使用炉中焊或真空焊来焊接多焊点多焊缝的复杂零部件。当对银合金进行炉中钎焊时,应施予气氛保护,以防止大面积热处理过程中银表面出现氧化红印[9]。
4 结 语
金合金及银合金作为饰品用贵金属历史悠久,在几个世纪的发展过程中已衍生出种类繁多,特性各异的合金种类及牌号数十种,但制造过程中所使用的对应贵金属合金钎料从种类、成分与性能的系统性和规范性上来说都有欠缺。
贵金属制品的焊接可通过熔焊、压焊、钎焊等三种方式完成,钎焊因其焊接精度高、焊接温度较低、对母材无损害、可焊接异种金属及可一次性焊接多个连接点的特性,适用于焊接精密、微型、结构复杂、多焊缝多焊点或需要连接异种材质的贵金属件。
在贵金属制品的连接、镶嵌及维修工序中,焊接质量尤为重要。部件连接与宝石镶嵌的牢固性对于后续加工完成度、设计理念的表达及物品最终的质量有着直接影响。因而对于有宝石类镶嵌的金属首饰合金产品的钎焊材料的标准设置上应考虑存在多级钎焊的必要性,分种类分别列出各级所使用的钎料标准。
对于有细小结构的饰品件,钎料的形态多样化的必要性较为明显。超细丝、粉状、箔状钎料相对于传统的棒状、片状钎料更加适合于贵金属饰品行业。因而在对钎料外观规定上也宜偏重于此类型产品。
近年来人们对于饰品用材料的无毒无害性和安全性重视程度大幅增加,以及贵金属饰品长时间与人体接触的特点,贵金属饰品用钎料的成分无毒无害设计也是亟待满足的需求。参考医用金属成分标准,开发安全无毒、多系列、多功能、多形态满足市场安全性需求的饰品用贵金属合金钎料已成为重要的研究课题之一。
[1] Shafiee S,Topal E.An overview of global gold market and gold price forecasting[J].Resources Policy,2010,35(3):178-189.
[2] 薄海瑞,袁军平,周永恒.饰用银合金的开发及应用现状[J].铸造技术,2011,32(3):400-404.
[3] 陈澎旭,白晓军,李梦奇,等.饰品用银合金添加元素研究进展[J].黄金,2006,27(7):54-57.
[4] 向雄志,白晓军,黄应钦,等.饰品用金合金研究进展[J].材料导报,2006,20(1):31-34.
[5] 张永俐,李关芳.首饰用开金合金的研究与发展(1):彩色及白色开金合金[J].贵金属,2004,25(1):46-54.
[6] 向雄志,白晓军,黄应钦,等.饰品金合金微量添加元素研究现状[J].铸造,2006,55(7):668-672.
[7] 刘泽光.金首饰用无镉K金钎料的研究与发展[J].贵金属,2010,31(1):70-77.
[8] 石振凯,陶正炎.高成色金焊料在首饰工业上的应用[J].材料工程,1993(5):18-19.
[9] 龙伟民,张青科,朱 坤,等.绿色钎焊材料及无害化钎焊技术的发展[J].焊接,2014(1):3-7.
TG457.19
2016-12-21
河南省重大专项(141100211100)
赵辰丰,1990年出生,硕士,助理工程师。主要从事方向为钎焊、金属材料,已发表论文2篇。
