石油化工废水处理工艺分析与工程化设计
2017-10-21刘太恒王玉君郭朝阳李帅
刘太恒 王玉君 郭朝阳 李帅
摘 要:作为我国国民经济中的支柱性产业,在我国社会发展与建设中,石油化工起到了至关重要的作用。然而,在石油化工生产中,面临着严重的废水处理问题。本文在目前存在的几种石油化工废水处理工艺做出分析的基础上,来完成废水处理的工程化设计。
关键词:石油化工;废水处理;工艺分析;工程化设计
1 石油化工废水处理工艺技术
1.1 物理处理技术
物理处理技术一般包含膜分离技术与吸附法两种。其中膜分离技术更具有稳定性,其可以对石油化工废水色度、微生物及味道等做到有效处理,一般可分为超滤、微滤与纳滤等,该技术能够使油截留率达到97.7%以上。其中吸附法主要是借助固体物质的多孔性,来完成对污染物的吸附处理。一般都是利用活性炭进行吸附,该方法能够使废水COD、气味与色度得到有效改善,若是与臭氧氧化技术一起使用,那么所取得的效果将会更好。但是这种方法成本比较高,并且易造成二次污染。
1.2 化学处理技术
化学处理技术一般包含有氧治疗与光催化氧化两种。其中有氧治疗表示在对废水进行处理时,需要氧处理较多,如序列间歇式反应器活性污泥法,高效批量有氧生物反应器,生物接触氧化、膜生物反应器工艺等,单独使用需氧生物处理较少,主要是结合厌氧处理。其中,光催化氧化技术是將光辐射与氧化剂相结合,如O2、H2O2等,来对石化废水进行处理。例如选择TiO2、ZnO等作為催化剂,以太阳为光源,对石化废水进行处理,最终得到的产物为CO2,避免出现二次污染。
2 石油化工废水处理工程化设计
2.1 石油化工废水处理技术路线确定
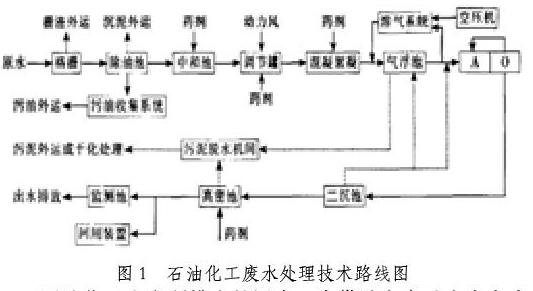
如图1所示,石油化工废水处理流程设计如下:
图1 石油化工废水处理技术路线图
石油化工生产所排出的污水,先借助自身重力来完成隔油处理,这段时间耗时约1.5h,当大多数浮油除去后,会进入到中和池当中,在池中加入药剂来进行搅拌,在混合均匀后,对pH值进行调节,从而为除硫处理奠定基础。中和池出水,进入到调节罐当中,将pH控制在8-8.5间,加入催化剂,将曝气强度调整为3Nm3/m3,处理时间控制在6h。在硫化物氧化反应结束后,出水硫化物的质量浓度一般低于5mg/L。除硫之后的污水会进入到溶气气浮池当中,从而完成混凝、絮凝、气浮与刮渣等环节,从而把悬浮物等物质除去,回流比控制在30%,同时溶气罐的操作压力控制在0.6MPa。在对污水进行处理时,最关键的在于生化反应,本设计用的是带有预反应区的A/O生化池。气浮池当中的污水,凭借自身的重力,会进入到生化池当中,在缺氧与好氧的环境下,借助微生物来实施降解,使有机物降解为水、氮气与二氧化碳。污水在进入二沉池之后,会发生泥水分离,从而使得水质得到保障,从而有利于后续的使用。在对二沉池水进行处理时,需要借助絮凝池等,通过加药处理,使水中的悬浮物与有机物得到除去。
2.2 污水回用处理工艺设计
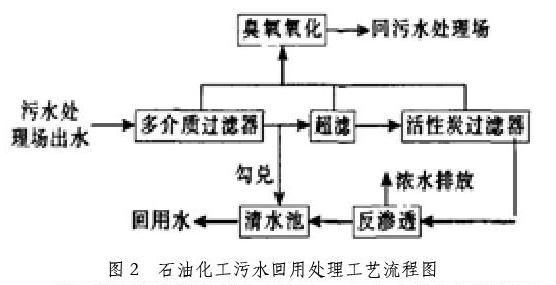
如图2所示,为石油化工污水回用处理工艺流程图。
图2 石油化工污水回用处理工艺流程图
对于高密度澄清池当中的污水,在出水后会进入到过滤器当中,从而使悬浮物得到除去,这时一些污水会进入到清水池当中,还有一部分会进入到过滤器当中完成超滤,从而使水中的一些无法降低的溶解性CODcr得到去除,并可对污水胶体实施截留,进而使得过滤器中的活性炭负荷得到降低。超滤出水会进入到活性炭过滤器中,来完成对有机物的吸附,从而使COD得到排除,并缓解RO系统的有机负荷,降低还原药剂的投入量,从而得到长久运行。活性炭出水,在高压泵作用下,进入到反渗透膜系统当中,然后除去离子后再进入储存池当中进行勾兑,使盐质量浓度低于500mg/L,从而促使水的循环利用。
3 总结
对于石油化工所产生的废水来说,因为受到生产性质等因素的影响,因此造成的废水种类相对繁多,同时在水质上也存在较大的差异。现如今,对于石油化工所产生的废水,有多种处理工艺,对于这些工艺需合理使用,并加以研究,从而使废水得到更便捷、经济的处理。
参考文献:
[1]初立国,薛鹏飞,张川,桂军友.浅析石油化工废水的处理方法[J].中国石油和化工标准与质量,2013(11):34.
[2]于秀娟.石油化工废水处理技术研究现状[J].科技风,2016(10):54.
[3]宋巍.浅析应用生物降解处理石油化工废水[J].黑龙江科技信息,2016(19):78.
