多台阶复杂结构零件的精冲工艺研究
2017-10-19高志生管明文许刚苏州东风精冲工程有限公司
文/高志生,管明文,许刚·苏州东风精冲工程有限公司
多台阶复杂结构零件的精冲工艺研究
文/高志生,管明文,许刚·苏州东风精冲工程有限公司
对多台阶复杂结构零件的精冲工艺进行了研究,分析了成形原理,对工艺进行了分析和优化,介绍了纵向连续精冲工艺的应用,并做了工艺试验。结果表明,采用纵向连续精冲工艺,极大地提高了零件的尺寸精度,是实现复杂零件冲压的有效方法。
精冲技术的应用极大地提高了零件剪切面的质量和生产效率。随着精冲技术的发展,精冲工艺由单工步落料冲孔复合精冲工艺,发展到多工步连续精冲工艺,再到纵向连续精冲工艺及多工步纵向连续精冲工艺。精冲件的复杂程度也在不断提高。由最初的平板落料件,到简单成形件,再到如今的具有复杂成形特征的零件。
纵向连续精冲工艺的特点,就是在同一个工步顺序完成不同成形内容。本文选择了一个典型的多台阶结构的零件作为研究对象,通过对其精冲成形工艺进行分析研究,介绍纵向连续精冲工艺的原理及应用。
工艺分析
零件结构
图1所示为零件结构尺寸。
该零件有三个台阶,零件尺寸及形位公差要求为,φ50mm和φ38mm半冲孔公差分别为±0.02mm和±0.015mm,且φ50mm和φ38mm半冲孔底面平面度为0.1。
此零件可采用多工步连续精冲,冲压过程的受力情况如图2所示,F1是落料和成形力;F2是落料时的压边力;F3是反顶力;F4是半冲成形的压料力。从图2中可以看出,冲压该零件需要有4个单独作用的力,仅靠精冲机床自身提供的3个力(这3个力是指去掉F4的F1、F2和F3,如图3所示)是存在风险的。

图1 零件结构尺寸

图2 多工步连续精冲工艺受力图

图3 靠精冲机床自身提供的3个力的受力图
半冲成形时没有压料力,半冲部位的材料就会发生流动,引起平面的形变,同时在连接部位会产生拉应力,当应力过大时还会产生裂纹(图4),对零件的使用性能造成较大影响。

图4 变形情况示意图
另外,该工艺的第一步成形的φ38mm内孔公差较严,在第二步冲压时如果发生变形,则该尺寸就会超差。为避免φ38mm孔的变形,可以采用在同一工步成形φ50mm和φ38mm半冲孔的方案,如图5所示。

图5 改进工艺受力图
此方案增加了φ50mm和φ38mm半冲孔的压料力F4和F5,可以保证两处的平面度;两半冲孔在垂直方向上分步进行,最终成形时两半冲孔凸模均在孔内,避免了成形时的孔径变形,可以很好的保证孔径尺寸精度。
工艺试验及分析
两种方案进行工艺试验
⑴采用二工步连续精冲工艺。第一步成形φ38mm半冲孔,第二步成形φ50mm半冲孔和落料。图6为该工艺冲压零件的断面放大图。

图6 二工步连续模冲压件断面放大图
从图6中可以看出,两台阶处的平面均发生了明显的变形,测量数据如图所示,平面度远远超出了图面的要求,同时因φ38mm与φ50mm之间的平面变形引起了φ38mm孔的孔径收缩,造成了孔径的超差。
⑵采用纵向连续精冲工艺。图7为纵向连续精冲工艺的模具结构示意图。
由图7可以看出,在冲压过程中,共使用了5个力,其中半冲和落料力F1是由机床主冲力油缸提供;落料时的压边力F2由机床的压边力油缸提供;零件的退料力和反顶力F3是由机床的反顶力油缸提供;F4和F5是增加的辅助力,F4用于提供φ38mm半冲孔的成形力、φ50mm半冲孔的压料力和退料力,F5用于提供φ38mm半冲孔的压料力和退料力。

图7 纵向连续精冲模具
图8为纵向连续精冲工艺冲压零件的断面放大图,从图8中可以看出,各台阶面的平面度都非常好,经检测,几个关键尺寸全部达到要求。
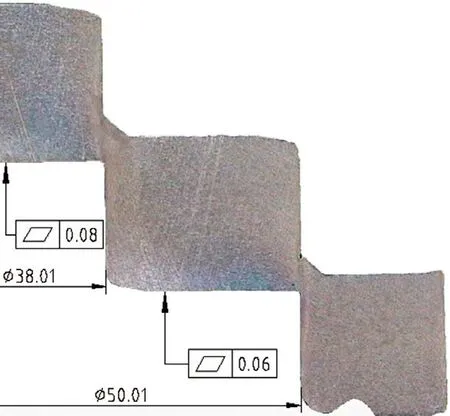
图8 纵向连续模冲压件断面放大图
试验分析
试验结果表明,采用纵向连续精冲工艺生产的零件,平面度及尺寸均比普通连续模生产的零件有极大的提高。该工艺的要点在于:增加了两个辅助力,辅助力通过特殊结构施加在模具上,为零件成形提供了必要的成形力和压料力,实现了在同一个工步中的三个动作(半冲φ38mm的孔,半冲φ50mm的孔和落料),保证零件尺寸的精度。
结束语
纵向连续精冲工艺为复杂结构零件的生产提供了一种高效、可靠的加工方法。纵向连续精冲工艺的优点十分突出,但纵向连续模的结构相对紧凑,对模具设计的要求及模具制造的精度要求都很高,相信随着精冲技术和模具制造技术的不断发展,纵向连续精冲工艺将会应用于越来越多的复杂结构精冲件的生产。
