内构件移动床固体热载体油页岩热解技术
2017-10-16赖登国战金辉陈兆辉韩振南武荣成许光文
赖登国,战金辉,陈兆辉,韩振南,武荣成,许光文,
(1中国科学院过程工程研究所多相复杂系统国家重点实验室,北京 100190;2沈阳化工大学能源与化工产业技术研究院,辽宁 沈阳 110142;3清华大学化学工程系,北京 100084)
内构件移动床固体热载体油页岩热解技术
赖登国1,战金辉1,陈兆辉3,韩振南2,武荣成1,许光文1,2
(1中国科学院过程工程研究所多相复杂系统国家重点实验室,北京 100190;2沈阳化工大学能源与化工产业技术研究院,辽宁 沈阳 110142;3清华大学化学工程系,北京 100084)
从化学反应工程角度分析了小颗粒油页岩热解技术存在的共性问题和初级热解与二次反应的关系,提出了定向调控热解产物流动及其与挥发分反应匹配的方法。针对小颗粒油页岩热解制备高收率和高品质页岩油的技术需求,创新性地提出了内构件移动床固体热载体油页岩热解技术,通过内构件调控热解挥发分在反应器内的流动,实现热解油气原位过滤除尘和选择性裂解提质,以解决现有固体热载体热解技术长期面临的所产页岩油中含尘量高、重质组分高和油收率低等问题。建立了10 kg·h−1内构件移动床固体热载体油页岩热解模式装置,验证了新工艺的可行性和先进性,展示出良好的技术应用前景。
油页岩;热解;二次反应;内构件;移动床;固体热载体
Abstract:From a chemical reaction engineering point of view,the relationship between primary pyrolysis and secondary reactions of small-size oil shale pyrolysis technologies was analyzed.A novel method was proposed to regulate pyrolysis volatiles to flow in an expected direction and to match their secondary reactions to flow/transfer fields in the reactor.A new technology of solid heat carrier pyrolysis was further developed on moving bed reactor with particularly designed internals to overcome challenges for small-size oil shale pyrolysis,including low oil yield,high contents of dust,and heavy components.In such internal-structured moving bed reactor,pyrolysis volatiles flew laterally across particle bed in order to realize in-bed dust removalviafiltering andin-situoil upgrade through ash-involved selective secondary reactions.A 10 kg·h−1laboratory setup built to assess the new solid heat carrier pyrolysis technology adopting internal-structured moving bed showed shale oil product at high yield and high quality from small-size oil shale.The results presented a good application prospective of the proposed pyrolysis reactor and process.
Key words:oil shale; pyrolysis; secondary reactions; internals; moving bed; solid heat carrier
引 言
我国煤炭资源丰富,油气资源短缺,是世界上少数几个以煤炭为主要消费能源的国家。我国石油资源短缺问题已成为制约我国国民经济和社会可持续发展的瓶颈因素之一[1]。随着我国石油需求对外依存度的逐年增大,开发利用包括非常规油气在内的石油替代能源具有重要的战略意义[2-3]。在各种非常规油气资源中,油页岩储量大,其所产页岩油的特性与原油相近,是重要的石油补充能源,也是目前世界上最具潜力的可经济性开采利用的非常规石油资源之一[4]。据预测,我国油页岩资源量达7200亿吨,大部分含油率在4%以上,等价页岩油约476亿吨,远高于我国石油的可采资源量[5-6]。面对常规石油供应的短缺和能源多元化的发展需求,油页岩的高效开发与利用对发展我国替代油气资源战略和缓解我国油气资源短缺问题具有重要意义[3,7]。
油页岩是一种含有 15%~50%有机质的沉积岩,具有片层纹理结构,主要是固体有机物赋存于无机矿物质骨架内,其灰分含量一般大于50%[4,6]。油页岩在隔绝空气或氧气的条件下加热至 500℃后发生干馏/热解反应,其所含有机质分解可以生成类似天然石油的页岩油。利用低温干馏技术提取油页岩所含油气可实现油页岩的高值化利用,作为燃油资源的回收率高[8-9]。
油页岩干馏技术根据加热介质的不同分为气体热载体热解和固体热载体热解两类技术(极少存在间接加热技术)[6]。至今开发和运行的气体热载体热解工艺主要采用直立圆筒形炉,利用燃烧加热的干馏气或在炉内通过半焦空气气化和燃烧的方式提供热量,具有炉型结构和工艺过程简单、操作方便、技术成熟等优势[10]。但为了保证良好的料床透气性,该工艺无法利用小颗粒油页岩进行热解制油,粒径小于15 mm的油页岩大多数废弃。此外,热解气体中混入燃烧烟气或(空气)气化生成气,大大增加热解气流量,致使热解油气的冷凝回收难度大,且产生的低热值干馏气应用有限,只能作为低劣燃料使用[11]。这类干馏炉内缺乏反应调控,热解油收率普遍不高,一般在铝甑油收率的70%左右。
固体热载体油页岩热解工艺采用高温固体颗粒作为热载体加热油页岩进行热解,通常使用可处理小颗粒原料的反应器,如回转窑、流化床等,传热快,油产率较高[12]。这类技术大多数采用燃烧页岩半焦生成的高温页岩灰及热焦作为热源,提高了资源利用率和系统整体热利用率。由于小颗粒油页岩加热速度快,热解获得的油中重质组分含量高;且粉粒状油页岩在反应器内有扰动,细颗粒/粉尘极易被快速释放的热解油气夹带,产物油中含尘量较高,加之重质组分含量高,容易造成后续管路堵塞,是目前制约该工艺放大和稳定运行的工艺难点和技术瓶颈[13]。L-R热解工艺获得的页岩油中含尘量高达40%,Toscoal和大连理工大学的DG工艺也达到15%~20%,高含尘油品极大地限制了产品油的利用,对油品后续加工和油尘分离操作造成了极大的难度[14-15]。因此,以获得高收率、低含尘量的油品为目的的固体热载体热解技术一直是研究和开发的热点。
我国油页岩炼油技术一直沿用20世纪30年代开发的抚顺干馏炉,只能处理块状油页岩,尚无成熟的小颗粒油页岩干馏技术[16]。现有固体热载体热解技术长期面临的页岩油产品含尘高、重组分多和油收率低等瓶颈问题,限制了其工业应用,大多停于中试或示范阶段[14,17]。大规模机械开采和破碎油页岩会产生30%~40%的粒径小于13 mm的小颗粒油页岩,通常被直接废弃,造成资源浪费和环境污染,油页岩利用率只有70%左右[18]。因此,亟待开发可实现工业化的小颗粒油页岩热解技术,获得收率高和品质优的页岩油,实现油页岩资源的全量利用。
1 热解制油反应工程基础
小颗粒油页岩热解制油大多采用固体热载体工艺,制约该工艺实现工业化的共性问题是热解油品质差(重质组分含量高和页岩油含尘量高)、油尘分离困难(含尘油固化)、油品提质加工难度大等[13]。研究人员大都将这些问题归结为热解反应时间过长和挥发分除尘效果差等原因,但进一步提高加热速率和产物冷却速率以缩短热解时间,以及开发高温在线除尘技术并没有获得期望的效果,大多数终止于中试或示范阶段[19]。
实际上,现有高温在线除尘技术并未从根本上解决挥发分含尘和含尘重质油固化堵塞管路的问题。原因在于,反应器外设置的除尘设备通过物理方式除尘,增加了气相产物的停留时间;而停留时间增加会导致热解油气发生后续的结焦和析碳反应,降低了油收率和品质,实质存在物理分离和化学反应(二次反应)之间的矛盾。因此,在油气生成之初实现原位过滤,减少热解油气的粉尘夹带,将粉尘截留在反应器内是获得热解油气低含尘的关键[13]。
图1为油页岩热解过程和对反应的分析[20-24]。油页岩热解主要包括有机质裂解析出挥发分 (初级热解) 和挥发分反应 (二次反应)。当油页岩受热到一定温度时,有机质发生断键生成大量热解自由基,自由基相互碰撞结合及稳定得到初次热解产物。在初次热解产物从油页岩颗粒以及颗粒床逸出的过程中,不可避免地会接触高温的环境或固体颗粒,发生二次反应,影响最终热解产物的收率和品质[25-26]。因此,要实现热解油的高收率和好品质,必须在初级热解过程中尽可能获得更多的热解挥发分,可通过对油页岩颗粒的快速升温实现高油气收率的保障。进而通过定向调控挥发分的反应,实现热解产物对热解油、热解气最终生成的分配优化,即通过挥发分反应的定向调控,保障高收率、高品质页岩油生成[13,27]。在固体热载体热解过程中,较快的升温速率会导致挥发分快速释放,因此有机质的裂解程度较低,干酪根或有机质中的大分子随热解挥发分进入热解油气,导致产物油的馏沸点偏高,重质组分含量高。适当程度的二次反应可以实现油中重质组分的裂解,生成轻质组分和气体,改善油品质,提高油中轻质组分含量。同时,页岩油中轻质组分含量提高,或将重质组分截留于反应器内,都有利于解决后续油尘分离、解决目前固体热载体热解工艺油品含尘高和管路堵塞的难题。因此,通过调控热解的反应过程和热解油气(挥发分)的流动传递,实现热解产物的定向流动及其与二次反应的匹配,是获得热解油高收率和品质的关键[28-30]。
2 内构件移动床固体热载体热解原理
基于上述分析,提出了内构件移动床固体热载体热解新技术,利用固体热载体快速加热油页岩颗粒,实现油页岩快速升温并热解释放大量热解挥发分,提供了获得高收率页岩油的基本保障。进而,通过内构件调控热解气相产物在反应器内的定向流动,在快速导出热解挥发分的同时,通过油页岩及其半焦颗粒床层的作用,实现床内粉尘过滤和页岩油中重质组分的选择性裂解提质,提高页岩油品质,同时确保页岩油收率。

图1 油页岩热解过程和反应分析[20]Fig.1 Processes and reactions of oil shale pyrolysis[20]
图2为内构件移动床固体热载体油页岩热解技术的工艺流程[31-32],其耦合了热解和燃烧过程,主要包括燃烧系统、热灰分配系统、原料进料器、固体颗粒混合器、内构件移动床反应器、物料回送和排出装置等。经燃烧器顶部的气固分离获得的热灰通过分灰器与通过进料系统输送的小颗粒油页岩在重力作用下通过混合器充分混合后,进入内构件移动床热解反应器。油页岩被热载体加热而释放气相热解产物。该气相产物穿过物料层进入中心集气管内构件中,然后从气相产物出口排出反应器,进入后续的油气收集系统。热解油气通过冷凝系统气液分离后,获得热解油产品。热解气一部分作为气体产品被加工利用,另一部分也可为半焦燃烧提供辅助燃料。热解反应后的固体物料,包括半焦和固体热载体,从物料反应器的底部出口排出,再循环送入燃烧器,与从燃烧器底部供入的空气或氧气反应。燃烧器的高温气固混合物经旋风分离,收集的高温固体颗粒作为高温热载体颗粒再次送入分灰器,烟气被排空或后续处理。

图2 内构件移动床固体热载体热解工艺流程[31-32]Fig.2 Schematic diagram of solid heat carrier pyrolysis technology in moving bed with internals[31-32]
图2的内置图为内构件移动床反应器的工作原理。移动床反应器可以最大限度抑制颗粒的运动,减少粉尘的生成和油气夹带。内构件设置于移动床反应器中,调控热解油气(挥发分)在床内横向流动穿过颗粒层,进入中心集气管内构件,并由位于该内构件上部的出口导出。中心集气管内构件上分布筛板和孔道,位于颗粒床内部,利用颗粒移动床自身作为过滤器,实现热解油气的床内油尘分离和粉尘过滤。热解油气出口与中心集气管内构件相连,沿着热解反应器及颗粒流动方向设置,产生的热解油气可快速进入由该内构件形成的气体流动通道,并导出热解产物,缩短了热解油气在床内的停留时间。同时,热解油气穿过颗粒床层,与降低了温度的颗粒 (如500℃左右)相互作用,高温下产生的挥发分中的重质组分被吸附于颗粒表面,发生裂解,本质上实现对重质组分的原位选择性裂解,提高热解油的品质,同时避免轻质组分的裂解而降低热解油收率。
综上,创新内构件移动床固体热载体热解技术有望突破性解决小颗粒油页岩热解制油的难题(热解油收率低、油中含尘量高和重质组分含量高),从而提供可连续稳定运行的产业化固体热载体内构件移动床热解技术。通过特定设计的内构件调控反应器内热解气相产物(挥发分)的流动和传递,不但解决了传统(立式逆流)移动床难以使用小颗粒原料的问题,还定向优化了热解反应及热解产物分布,同时实现了对热解油气粉尘的床内过滤和重质组分选择性吸附裂解,达到生产高收率、低含尘、低重质组分含量的热解油(页岩油)的目的。
3 内构件移动床固体热载体热解技术验证
为验证内构件移动床固体热载体热解新技术的可行性和效果,建立了10 kg·h−1连续运行的热解模式装置,处理粒径0~13 mm的小颗粒油页岩,图3为热解工艺流程[33-35]。装置主要包括热载体加热部分、原料和高温热载体螺旋进料、冷热固体颗粒混合器、移动床热解反应器和热解油气冷凝收集系统等。实验前,将小颗粒油页岩和热载体页岩灰分别放入原料仓和热载体仓,在反应器内加入一定量的页岩灰以获得期望的料位高度。反应器内颗粒床高度高于内构件顶部,保证热解油气必须穿过颗粒床层由中心集气管内构件导出,防止形成油气短路。实验开始时,将热载体提前加热至指定温度,反应器内物料加热到指定温度,以防止实验运行中热解产生的重质油在颗粒床层中冷凝。当热载体和反应器内颗粒达到各自的设定温度并稳定时,开启原料和高温热载体的进料螺旋,并且两者按一定的热载体与原料的质量混合比进料。冷热固体颗粒物料在挡板混合器内混合后连续落入内构件移动床热解反应器内,生成的半焦和热载体混合物通过排料设备连续地从反应器内排出,落入熄焦槽内,以维持反应器内料位高度不变。在混合器和反应器内生成的热解油气经过颗粒床过滤后通过中心集气管内构件导出反应器。
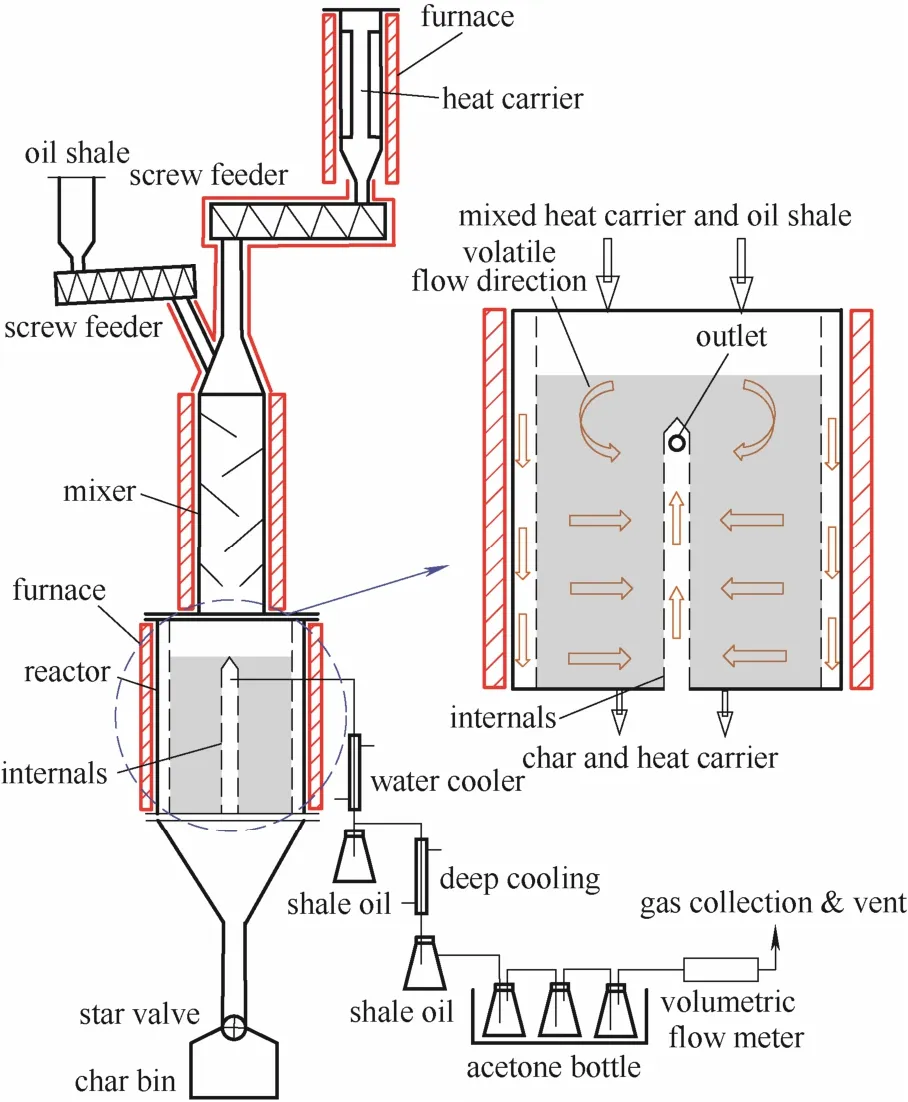
图3 内构件移动床固体热载体热解装置流程[33-34]Fig.3 Schematic diagram of moving bed reactor with internals by solid heat carrier[33-34]
由反应器内导出的热解油气产物,通过水冷和深冷等间接换热器收集大部分可冷凝的热解油和水,剩余热解油气分别通过放置于冰水浴内的丙酮吸收瓶进一步吸收热解油气中的轻质油,保证最后一个丙酮吸收瓶内不变色,确保几乎完全收集热解液体产物。热解气通过湿式流量计计量后排空,需要收集气体进行组成检测时,打开旁路用气袋收集热解气体样品。系统降温后用丙酮清洗反应器出口、冷凝和收集管路,得到的液体过滤除尘后用减压旋蒸法蒸出丙酮溶剂,旋蒸获得的液体产物和冷凝下来的液体产物合并,计算热解页岩油收率。
3.1 原料分析和产物表征
本实验采用吉林桦甸矿区的桦甸油页岩,筛分选取无法被抚顺干馏炉利用的粒径0~13 mm的油页岩颗粒作为实验原料。将油页岩放入 110℃空气烘箱内干燥6 h,脱除水分制备干基油页岩作为实验原料。桦甸油页岩的分析结果如表1所示,其灰分含量达到70%(质量分数)以上,铝甑分析油收率为10.15% (干基,质量分数)。实验所用热载体页岩灰由桦甸油页岩灰锅炉燃烧获得,同样筛分选取粒径0~13 mm作为实验用料。

表1 桦甸油页岩分析Table 1 Huadian oil shale analysis
采用美国安捷伦公司生产的Agilent 7890-B模拟蒸馏气相色谱仪对页岩油样品进行馏沸点及馏程分布分析,选择ASTM-D2887标准及行业标准SH/T 0558-95作为页岩油色谱模拟蒸馏分析的基本方法。通过模拟蒸馏分析可以将页岩油的馏程划分为:汽油(gasoline,初馏点~180℃),柴油 (diesel,180~350℃),馏分油 [vacuum gas oil (VGO),350~500℃]和重油 (heavy oil,> 500℃)。将汽油和柴油组分统称为轻质组分,重质组分包括馏分油和重油组分。
3.2 内构件的作用效果
通过内构件移动床反应器和传统移动床反应器 (无内构件) 油页岩热解产物的分布和性质考察了内构件的作用效果和原理。实验选取页岩灰和油页岩的质量混合比例为5:1,页岩灰温度700、750和 800℃作为操作条件,油页岩热解实际温度分别约为465、495和525℃。
图4对比了油页岩在有无内构件反应器内不同热解温度的页岩油收率和气体收率。油页岩在内构件移动床反应器内热解所得油收率均明显高于传统移动床反应器。在对应的热解温度465、495和525℃下,内构件反应器获得的热解油收率(质量分数)分别为8.75%、8.97%和8.34%,而无内构件反应器相应的油收率为8.04%、8.05%和7.73%,平均相对提高 8%以上。气体收率随着热解温度的升高逐渐增加,内构件反应器获得的气体收率相比于无内构件反应器也有显著提高,大约相对提高15%~22%。在页岩灰热载体温度为 750℃和反应温度为 495℃的热解条件下,在内构件移动床反应器内油页岩热解油收率达到铝甑油收率的90%,表明该新型反应器具有较好的油页岩热解适应性,添加特殊设计的内构件有助于获得较高的油气收率。
对热解页岩油的含尘量进行分析,采用滤纸过滤油中的甲苯不溶物 (即粉尘),干燥后的滤纸如图5所示。内构件移动床反应器内油页岩热解油中含尘量(质量分数)小于0.2%,而无内构件反应器热解页岩油中含尘量超过5.0%。因此,内构件的应用不仅有利于热解产物的快速收集,保证高油气收率,同时还可以有效抑制油气粉尘夹带,获得低含尘量热解油。

图4 不同热解温度下有无内构件反应器油页岩热解页岩油收率和气体收率[33]Fig.4 Comparison of shale oil and pyrolysis gas yields at different pyrolysis temperatures in reactor with and without internals[33]

图5 内构件移动床和无内构件反应器油页岩热解油的含尘量分析滤纸Fig.5 Filter paper for testing dust content in shale oil by pyrolyzing oil shale in moving bed reactor with and without internals
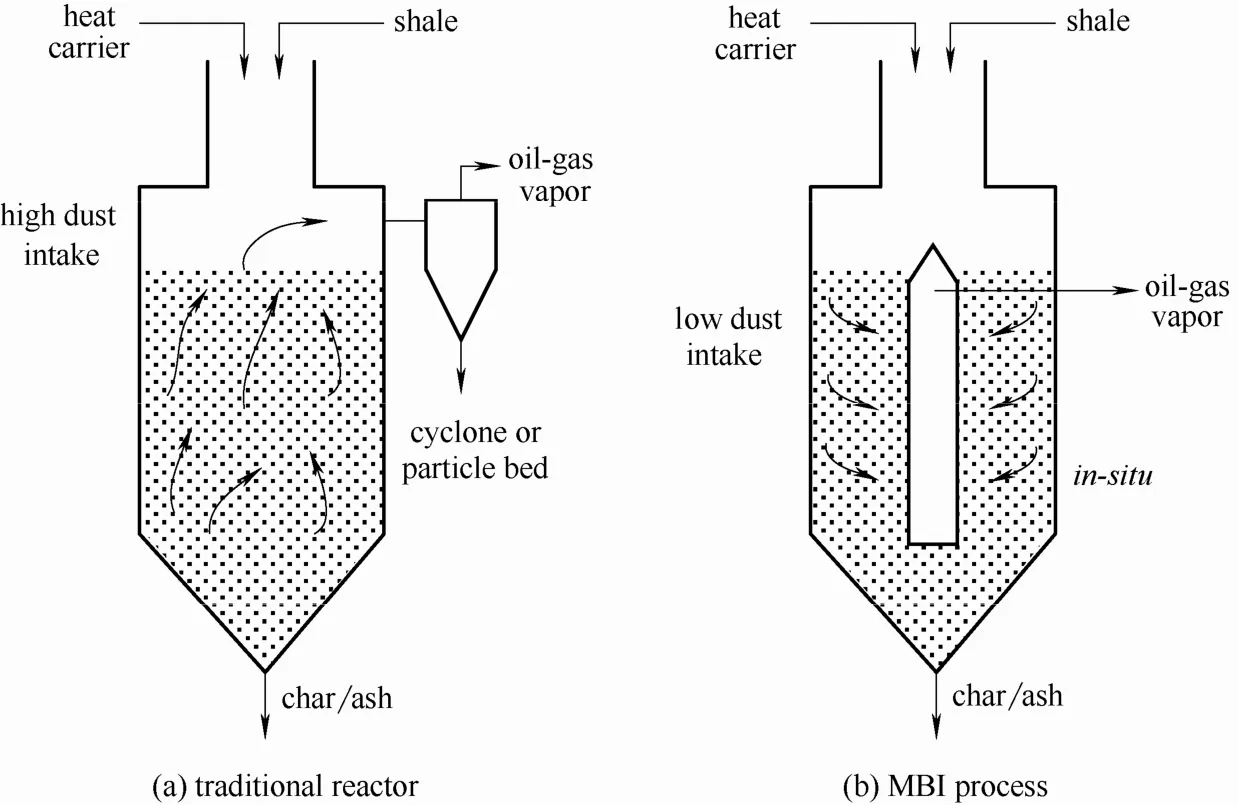
图6 传统反应器 (无内构件) 和内构件移动床反应器热解挥发分粉尘夹带分析Fig.6 Comparison of dust intaking with pyrolysis volatiles in traditional moving bed reactor (without internals) and moving bed reactor with internals (MBI process)
图6为传统反应器和内构件反应器的热解油气粉尘夹带和过滤除尘的工作原理。在传统移动床热解反应器内,热载体颗粒和油页岩颗粒混合后落入移动床反应器继续热解,在颗粒逐渐向下移动的过程中,热解挥发分向上导出,与颗粒流动形成气固逆流,夹带大量由混合和热解过程产生的细粉颗粒,形成高尘携带的热解油气。配合传统反应器的热解油气除尘,一般采用高温旋风分离器或者外置颗粒床进行油尘分离,效果并不理想。在内构件移动床反应器内,内构件在颗粒床内形成气体流动通道,在反应固体颗粒向下移动过程中,热解产生的挥发分横向穿过颗粒床通过中心集气管内构件可以快速导出热解反应器,与固体颗粒流动形成气固错流,有效分离了热解油气导出和颗粒混合及下落段,并缩短了热解油气停留时间,有利于热解挥发分的冷凝收集。热解挥发分须穿过移动颗粒床进入中心内构件,颗粒床可以作为内置颗粒过滤器,实现热解挥发分的原位除尘,有效截留夹带的细粉颗粒,减少热解挥发分的尘携带量[35]。
3.3 固体热载体及反应温度影响
在页岩灰和油页岩混合比例为5:1时,通过改变固体热载体温度可调整热解反应温度,以考察热解温度和热载体温度对热解产物分布及其品质的影响。由图7可知,随着热解温度升高,页岩油收率先增加后降低。在热载体温度为 750℃和热解温度为 495℃时,页岩油收率最高,达到铝甑油收率的88.4%。在热解温度较低 (如435℃) 的情况下,油页岩热解不完全,因此油收率和气体收率都较低。当热解温度较高时,如555℃和585℃,较低的热解油收率主要由于热解挥发分发生裂解反应生成轻质油和碳氢气体产物。热解温度控制在460~530℃范围内可以实现油收率达到铝甑分析油收率的80%以上。随着热解温度升高,气体收率和气/油比显著提高,特别是热解温度超过 525℃后增加尤为显著。裂解降低的页岩油收率和气体收率增加的部分基本相当,因此增加的气体收率主要由热解温度升高造成的热解油气裂解产生,选择热解温度 500℃左右可以控制油气二次反应在适度的范围,避免热解油气过度裂解,降低油收率。
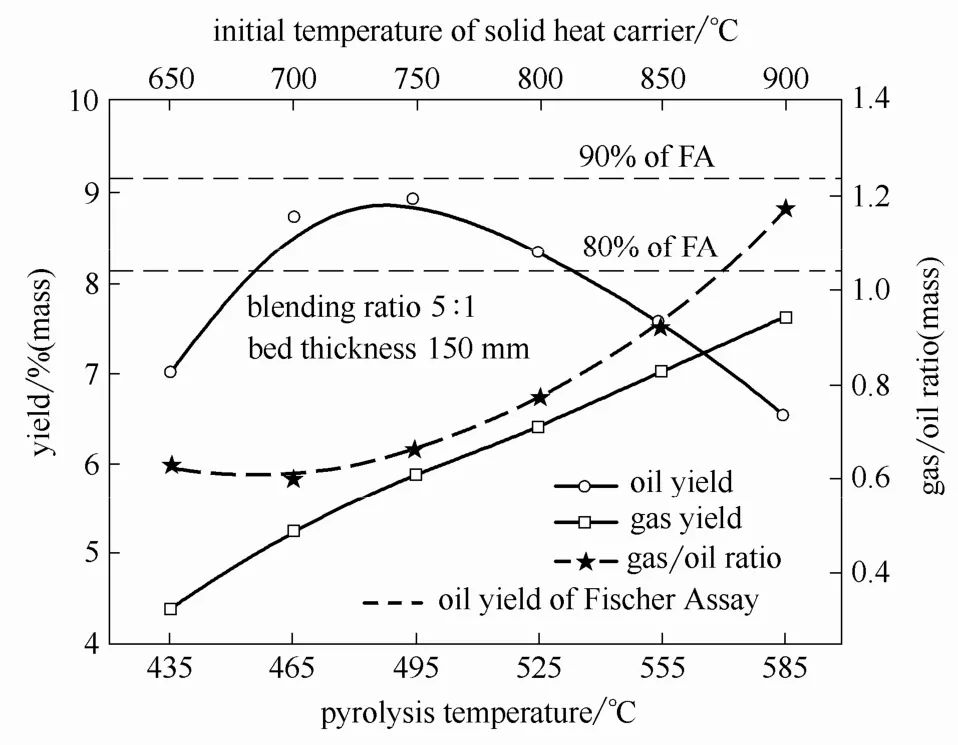
图7 油页岩热解油收率和气体收率随热载体温度或热解温度的变化[33]Fig.7 Shale oil and pyrolysis gas yields varying with solid heat carrier temperature or pyrolysis temperature[33]
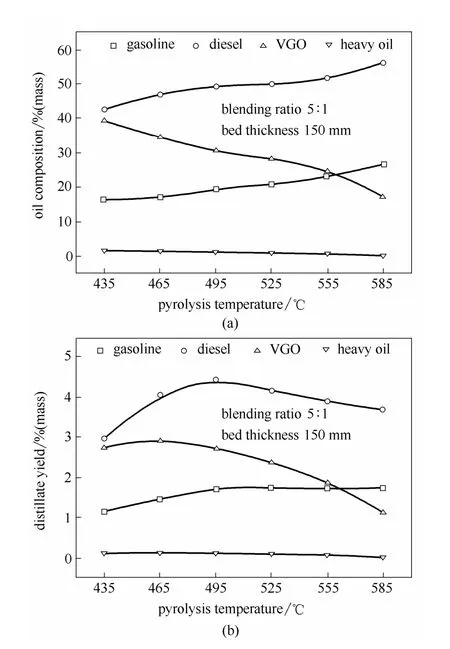
图8 热解页岩油品质随热解温度的变化[33]Fig.8 Shale oil quality varying with pyrolysis temperature[33]
热解页岩油的模拟蒸馏分析和各馏分收率分布如图8所示,随着热解温度由435℃升高到585℃,页岩油中的汽油和柴油组分含量显著增加,分别相对提高了 60.9%和 32.0%。在热解温度超过 495℃时,轻质组分含量(汽油和柴油组分含量之和)达到70%(质量分数)以上。当热解温度继续升高到585℃时,轻质组分含量达到 82.62%。馏分油和重油组分含量随热解温度升高逐渐降低,重油含量相对较低。由图8 (b) 中各馏分收率随热解温度的变化可知,汽油收率先逐渐增加,在热解温度高于495℃后基本保持不变。柴油收率先增加后降低,在热解温度为 495℃时达到最大值。馏分油收率随着热解温度由435℃升高到585℃呈下降趋势,其组分含量(质量分数)由39.23%降低到17.38% [图8(a)],相应的馏分油收率(质量分数)由 2.74%降低到1.14% [图8(b)]。在热解温度逐渐升高的过程中,页岩油中轻质组分含量和收率逐渐增加,表明在热解油气穿过颗粒床层(页岩灰层)过程中发生了重质组分的裂解提质,导致汽柴油收率增加[25,35-37]。综上,内构件在移动床内形成的移动颗粒床过滤层不仅可以实现油气的粉尘过滤,同时对热解油气具有一定的裂解提质作用,实现油中重质组分的选择性裂解,提高油品质。
3.4 油页岩粒径影响
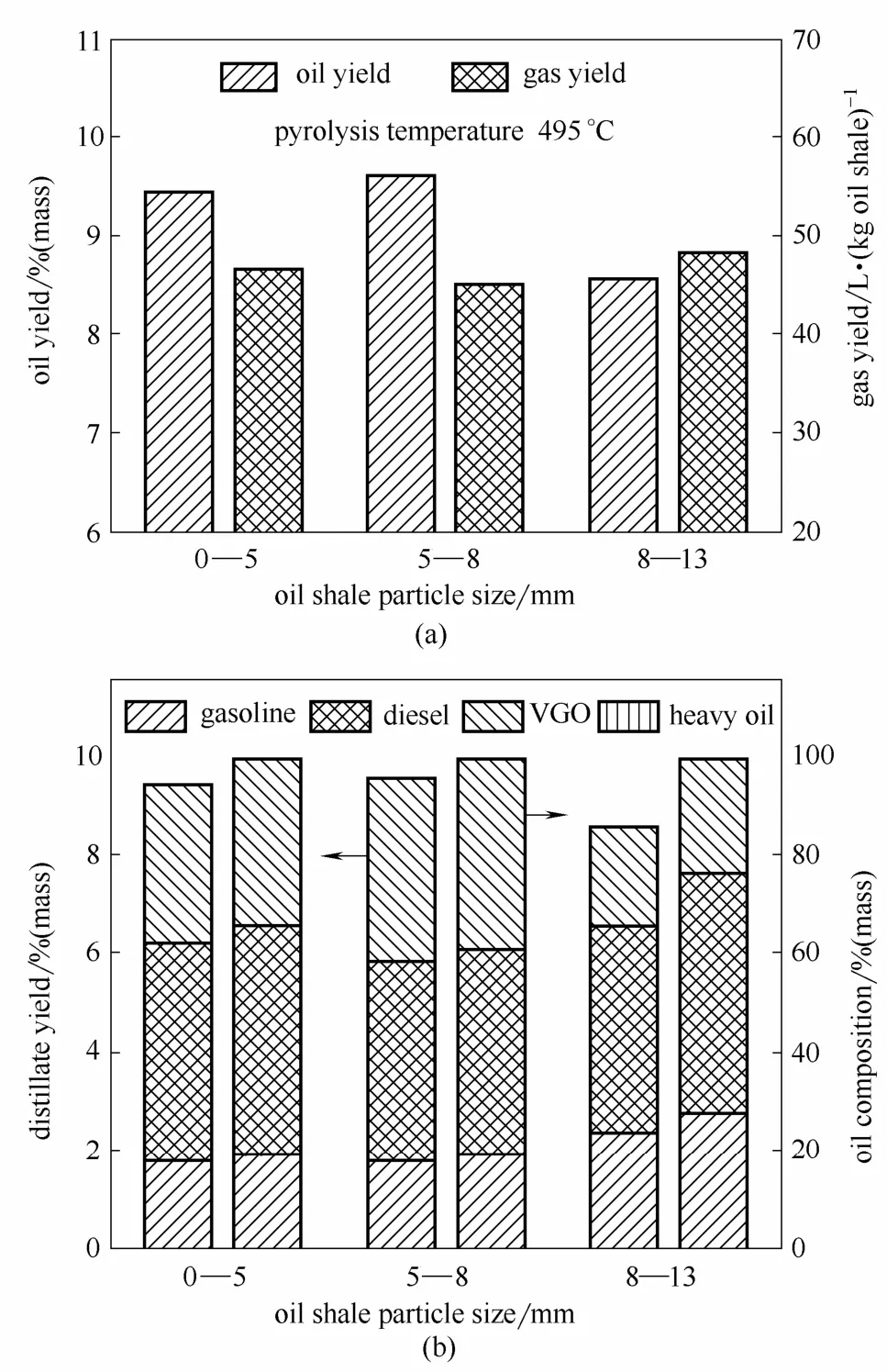
图9 油页岩热解油气收率和油品质随油页岩粒径的变化[34]Fig.9 Comparison of shale oil and gas yields and quality of shale oil for pyrolyzing oil shale with different sizes[34]
在热解温度为 495℃和内构件移动床反应器内选取粒径为0~5 mm、5~8 mm和8~13 mm的油页岩颗粒以考察油页岩粒径对热解产物分布的影响,结果如图9所示。随着油页岩粒径由0~5 mm增加到5~8 mm,热解油收率先略有增加后显著降低。在油页岩颗粒粒径为5~8 mm时,页岩油收率最高。气体收率则与油收率趋势相反,8~13 mm油页岩热解所获得的气体收率最高。相比8~13 mm的油页岩热解油收率,0~5和5~8 mm的油页岩颗粒热解油收率分别相对提高 10.51%和 12.27%。因此,在内构件移动床固体热载体工艺中热解颗粒粒径低于8 mm的油页岩可获得的油收率比热解大颗粒油页岩的油收率高。小颗粒油页岩具有相对较大的比表面积,油页岩与热载体间的传热更充分,在热解过程中析出的挥发分更易于向外扩散[38]。而大粒径油页岩所需要的传热时间和热解油气在颗粒内部的停留时间都增长,并且在固体热载体快速加热油页岩颗粒的情况下,大颗粒油页岩内外的温度梯度也较大,颗粒外部所包围的页岩灰颗粒也较多。当油页岩颗粒内部达到热解温度发生分解释放挥发分时,大颗粒外部温度较小颗粒油页岩高很多[39]。热解油气在粒径较大颗粒内的二次反应比小颗粒油页岩剧烈,热解油气由颗粒内部释放在外部空间与页岩灰的相互作用及二次反应行为都较小颗粒油页岩的程度高,导致热解油收率降低,气体收率增加。
热解页岩油的馏分组成分布及其收率如图9(b)所示,虽然8~13 mm的油页岩热解油收率最低,但其对应的油中汽油组分含量远高于 0~5 mm和5~8 mm 的油页岩热解油 (27.51% vs 18.90%和18.44%)。8~13 mm油页岩热解油中柴油组分含量(质量分数)在三者中最高,达到了48.88%,因此8~13 mm 热解油中的轻质组分含量最高,超过76%。相应地,5~8 mm油页岩热解页岩油中汽油和柴油含量在三者中最低。3个粒径油页岩热解油中重油含量都低于1.0%,说明油页岩在内构件移动床反应器内热解获得的页岩油产品质量好。在较大的油页岩颗粒热解过程中热解油气经历的二次反应较为剧烈,有助于页岩油中重质组分向轻质组分转化,提高了油中轻质组分含量和油品质。8~13 mm的油页岩热解油中轻质组分油收率相比 0~5 mm和 5~8 mm的油页岩热解油中轻油收率有一定的提高,分别为6.54%和6.18%、5.83%(质量分数)。提高的汽油和柴油收率主要来自于页岩油中馏分油的转化,将长链烃裂解生成短链烃油品,降低油品馏沸点。因此,8~13 mm的油页岩热解油中馏分油收率(质量分数)最低 (2.02%),远低于0~5 mm和5~8 mm的3.28%和3.77%。上述分析表明,粒径较大的油页岩颗粒热解过程中挥发分经历的二次反应程度更高,降低了油收率,提高了轻质组分含量及油品质量。因此,内构件移动床固体热载体油页岩热解工艺中较优的油页岩粒径为低于10 mm,可以通过优化油页岩的粒径分布优化热解反应和提高油收率。
3.5 内构件移动床热解技术优势
选取内构件移动床热解新工艺典型条件下(页岩灰温度750℃和热解温度495℃)获得的页岩油与铝甑热解油进行对比,结果如图10所示。上述结果证明了内构件移动床固体热载体热解油页岩可以实现油收率达到铝甑分析油收率的90%,明显高于目前大规模应用的抚顺干馏炉油收率 (约铝甑的65%)。由图10的页岩油馏沸点分析可知,新工艺热解页岩油相比铝甑热解油具有更高的汽油和柴油含量,其中汽油组分含量分别为19.46%和5.78%(质量分数),柴油组分含量分别为49.45%和42.16%(质量分数)。铝甑热解油中馏分油和重油组分含量远高于内构件移动床的结果,馏分油组分含量分别为47.21%和30.12%(质量分数),重油组分含量分别为4.85%与0.97%(质量分数)。同时对比各馏分的收率可以发现,新工艺热解油的汽油和柴油收率高于铝甑,轻质油收率分别为 6.18%和 4.87%(质量分数),收率相对提高 26.90%,而馏分油和重油收率明显低于铝甑。综上所述,固体热载体工艺所得的油品质量明显优于铝甑热解油,或优于慢速热解油。
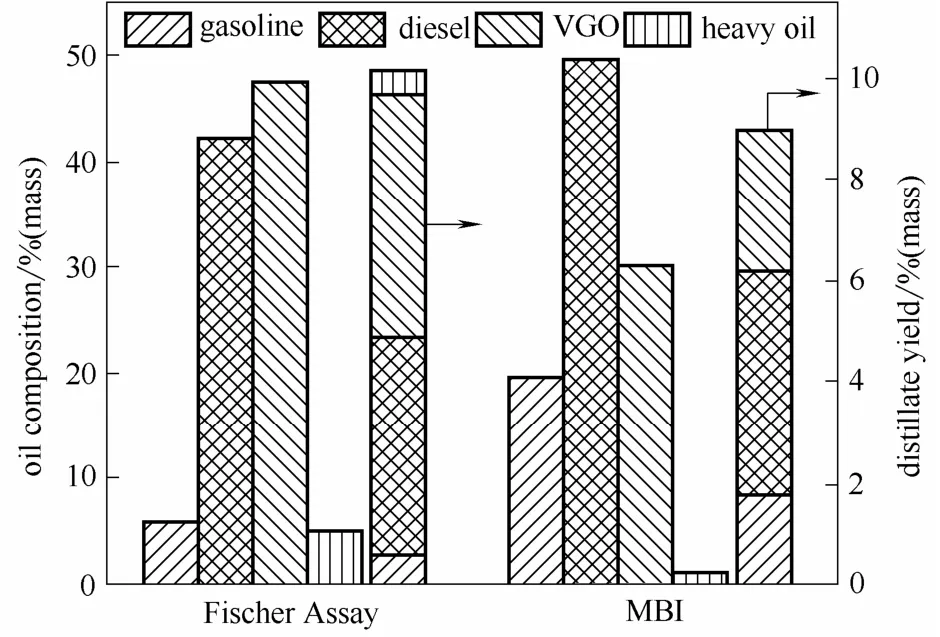
图10 内构件移动床反应器油页岩热解页岩油与铝甑热解油组成和收率对比Fig.10 Comparison of shale oil composition and distillate yield from pyrolyzing oil shale in Fischer Assay reactor and moving bed with internals (MBI)
内构件移动床固体热载体工艺热解油页岩的热解气中富含 H2、CH4、CO和小分子碳氢烃类气体,可作为民用燃气或用于燃煤电厂直接燃烧发电。由表2可见,热解气体具有较高的热值,达到23.76 MJ·m−3,高于我国城市煤气的热值 (14.8 MJ·m−3)要求,属优质的中等热值燃气,可供工业和民用。此外,热解气中 C2~C3烃类气体的含量达到 15%(体积分数)以上,可分离获得碳氢气体进行利用。
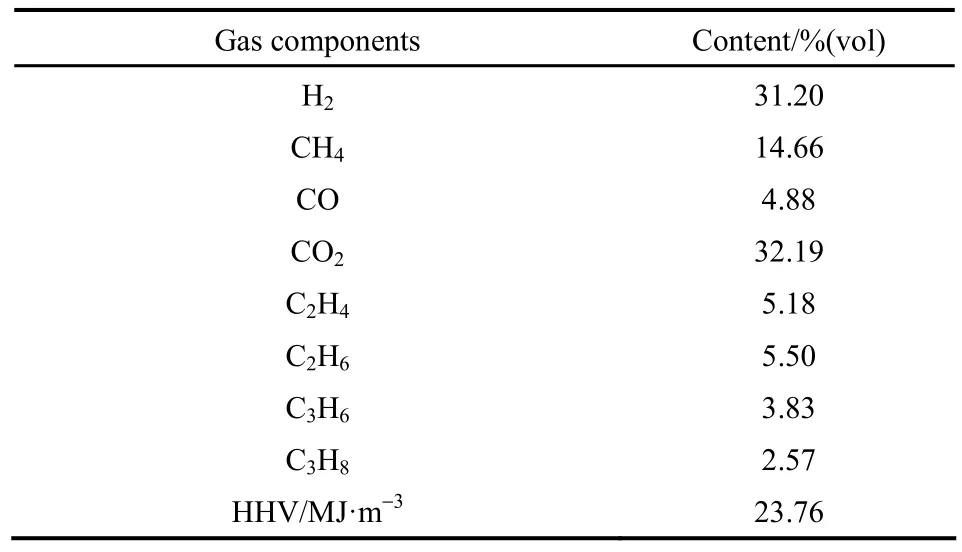
表2 热解温度495℃内构件移动床固体热载体油页岩热解气体组成和热值Table 2 Gas composition and its heating value from oil shale pyrolysis in moving bed reactor with internals at 495℃

图11 内构件移动床反应器工作原理Fig.11 Working mechanism of moving bed reactor with internals
图11为内构件移动床反应器的工作原理[13,28,40-41],以固体热载体快速加热油页岩产生大量挥发分,伴随着轻重组分的快速释放。内构件定向调控热解挥发分由反应器壁向中心集气管的流动,优化了热解挥发分在反应器内的流动传递。在热解挥发分横向流动穿过移动颗粒床的过程中,轻质组分直接快速排出,重质组分在固体颗粒表面吸附,进而发生裂解,实现重质组分的选择性裂解提质。在反应器内,颗粒床形成上高下低的温度分布,反应颗粒向下移动过程中,热解程度逐渐加深,低温下陆续放出轻质组分。此外,移动颗粒床对热解油气粉尘的床内过滤抑制了油气尘夹带,大大降低热解产物尘含量。因此,内构件移动床固体热载体油页岩热解技术实现了热解产物定向流动、重质组分选择性裂解提质和床内过滤除尘,热解小颗粒油页岩生产高收率、低含尘、低重质组分的页岩油。
4 结 论
从化学反应工程角度分析了小颗粒油页岩热解技术存在的共性问题和初级热解与二次反应的关系,提出了定向调控热解产物在反应器中的流动及其与挥发分二次反应的匹配关系。针对现有固体热载体油页岩热解技术面临的油中含尘量高、重质组分多等技术难题,创新性地提出内构件移动床固体热载体热解反应器及热解技术,其通过内构件调控热解气相产物在反应器内的流动及床内的二次反应,应用于小颗粒油页岩热解,高收率生产低含尘含、高含轻质组分的页岩油产品。为验证技术的可行性和先进性,研究建立了10 kg·h−1内构件强化移动床固体热载体油页岩热解模式装置,处理粒径0~13 mm的小颗粒原料,由于内构件的调控作用,热解油气横向穿过颗粒床,实现热解气相产物的床内过滤除尘和对重组分的选择性裂解提质。新技术热解油页岩的油收率达铝甑分析油收率的90%,油中尘含量小于 0.2%(质量分数),轻质组分(沸点350℃以下的汽油及柴油)达 70%(质量分数)以上,且副产高热值(> 20 MJ·m−3) 的热解气,相对于无内构件移动床反应器,显示了明显的技术先进性和优势,尤其解决了小颗粒油页岩热解产物夹带大量粉尘、生成较多重质组分,致使系统稳定运行性差,影响产业化及经济性的问题。
[1]陈兆辉,敦启孟,石勇,等.热解温度和反应气氛对输送床煤快速热解的影响[J].化工学报,2017,68(4): 1566-1573.CHEN Z H,DUN Q M,SHI Y,et al.Effects of pyrolysis temperature and atmosphere on rapid coal pyrolysis in transport bed reactor[J].CIESC Journal,2017,68(4): 1566-1573.
[2]贾承造,郑民,张永峰.中国非常规油气资源与勘探开发前景[J].石油勘探与开发,2012,39(2): 129-136.JIA C Z,ZHENG M,ZHANG Y F.Unconventional hydrocarbon resources in China and the prospect of exploration and development[J].Petroleum Exploration and Development,2012,39(2): 129-136.
[3]胡文瑞,翟光明,李景明.中国非常规油气的潜力和发展[J].中国工程科学,2010,12(5): 25-29.HU W R,ZHAI G M,LI J M.Potential and development of unconventional hydrocarbon resources in China[J].Engineering Sciences,2010,12(5): 25-29.
[4]钱家麟,王剑秋,李术元.世界油页岩资源利用和发展趋势[J].吉林大学学报(地球科学版),2006,36(6): 877-887.QIAN J L,WANG J Q,LI S Y.World oil shale utilization and its future[J].Journal of Jilin University(Earth Science Edition),2006,36(6): 877-887.
[5]刘招君,董清水,叶松青,等.中国油页岩资源现状[J].吉林大学学报(地球科学版),2006,36(6): 869-876.LIU Z J,DONG Q S,YE S Q,et al.The situation of oil shale resources in China[J].Journal of Jilin University(Earth Science Edition),2006,36(6): 869-876.
[6]钱家麟,尹亮.油页岩: 石油的补充能源[M].北京: 中国石化出版社,2008.QIAN J L,YIN L.Oil Shale: Oil Supplement Energy[M].Beijing:China Petrochemical Press,2008.
[7]杨庆春,周怀荣,杨思宇,等.油页岩开发利用技术及系统集成的研究进展[J].化工学报,2016,67(1): 109-118.YANG Q C,ZHOU H R,YANG S Y,et al.Research progress on utilization and systemic integration technologies of oil shale[J].CIESC Journal,2016,67(1): 109-118.
[8]LI X X,ZHOU H R,WANG Y J,et al.Thermoeconomic analysis of oil shale retorting processes with gas or solid heat carrier[J].Energy,2015,87: 605-614.
[9]曾帅,周怀荣,钱宇.煤热解制油和油页岩制油技术评述与比较分析[J].化工学报,2017,68(10): 3658-3668.ZENG S,ZHOU H R,QIAN Y.Review and techno-economic analysis of coal pyrolysis to liquid and oil shale to liquid processes[J].CIESC Journal,2017,68(10): 3658-3668.
[10]张秋民,关珺,何德民.几种典型的油页岩干馏技术[J].吉林大学学报(地球科学版),2006,36(6): 1019-1026.ZHANG Q M,GUAN J,HE D M.Typical technologies for oil shale retorting[J].Journal of Jilin University(Earth Science Edition),2006,36(6): 1019-1026.
[11]侯吉礼,马跃,李术元,等.世界油页岩资源的开发利用现状[J].化工进展,2015,34(5): 1183-1190.HOU J L,MA Y,LI S Y,et al.Development and utilization of oil shale worldwide[J].Chemical Industry and Engineering Process,2015,34(5): 1183-1190.
[12]COOK E W.Oil-shale technology in USA[J].Fuel,1974,53(3):146-151.
[13]赖登国.内构件移动床固体热载体油页岩热解技术研究[D].北京:中国科学院大学,2017.LAI D G.Pyrolysis of oil shale by solid heat carrier in moving bed with internals[D].Beijing: University of Chinese Academy of Sciences,2017.
[14]李文英,邓靖,喻长连.褐煤固体热载体热解提质工艺进展[J].煤化工,2012,1: 1-5.LI W Y,DENG J,YU C L.Development of lignite pyrolysis with solid heat carrier[J].Coal Chemical Industry,2012,1: 1-5.
[15]李文英,喻长连,李晓红,等.褐煤固体热载体催化热解研究进展[J].煤炭科学技术,2012,40(5): 111-115.LI W Y,YU C L,LI X H,et al.Research progress on catalysis pyrolysis of lignite solid heat carrier[J].Coal Science and Technology,2012,40(5): 111-115.
[16]秦宏,岳耀奎,刘洪鹏,等.中国油页岩干馏技术现状与发展趋势[J].化工进展,2015,34(5): 1191-1198.QIN H,YUE Y K,LIU H P,et al.Current status and prospect of oil shale retorting technologies in China[J].Chemical Industry and Engineering Process,2015,34(5): 1191-1198.
[17]WANG S,JIANG X M,HAN X X,et al.Investigation of Chinese oil shale resources comprehensive utilization performance[J].Energy,2012,42(1): 224-232.
[18]JIANG X M,HAN X X,CUI Z G.New technology for the comprehensive utilization of Chinese oil shale resources[J].Energy,2007,32(5): 772-777.
[19]刘振宇.煤快速热解制油技术问题的化学反应工程根源: 逆向传热与传质[J].化工学报,2016,67(1): 1-5.LIU Z Y.Origin of common problems in fast coal pyrolysis technologies for tar: the countercurrent flow of heat and volatiles[J].CIESC Journal,2016,67(1): 1-5
[20]MIURA K.Mild conversion of coal for producing valuable chemicals[J].Fuel Processing Technology,2000,62(2): 119-135.
[21]畅志兵,初茉,张超,等.桦甸油页岩热解过程中热沥青的组成变化规律[J].燃料化学学报,2016,44(11): 1310-1317.CHANG Z B,CHU M,ZHANG C,et al.Variation of chemical composition of thermal bitumen during Huadian oil shale pyrolysis[J].Journal of Fuel Chemistry and Technology,2016,44(11): 1310-1317.[22]BRAUN R L,ROTHMAN A J.Oil-shale pyrolysis — kinetics and mechanism of oil production[J].Fuel,1975,54(2): 129-131.
[23]LI S Y,YUE C T.Study of different kinetic models for oil shale pyrolysis[J].Fuel Processing Technology,2004,85(1): 51-61.
[24]BURNHAM A K,HAPPE J A.On the mechanism of kerogen pyrolysis[J].Fuel,1984,63(10): 1353-1356.
[25]LAI D G,CHEN Z H,LIN L X,et al.Secondary cracking and upgrading of shale oil from pyrolyzing oil shale over shale ash[J].Energy & Fuels,2015,29(4): 2219-2226.
[26]LAI D G,ZHAN J H,TIAN Y,et al.Mechanism of kerogen pyrolysis in terms of chemical structure transformation[J].Fuel,2017,199:504-511.
[27]张盛诚,何榕.单颗粒煤粉热解时焦油的二次反应和扩散[J].清华大学学报(自然科学版),2016,56(6): 605-610.ZHANG S C,HE R.Secondary reactions and diffusion of tar during single coal particle pyrolysis[J].Journal of Tsinghua University(Science and Technology),2016,56(6): 605-610.
[28]LIN L X,LAI D G,SHI Z,et al.Distinctive oil shale pyrolysis behavior in indirectly heated fixed bed with internals[J].RSC Advances,2017,7: 21467-21474.
[29]ZHANG Y,HAN Z N,WU H,et al.Interactive matching between the temperature profile and secondary reactions of oil shale pyrolysis[J].Energy & Fuels,2016,30(4): 2865-2873.
[30]LIN L X,ZHANG C,LI H J,et al.Pyrolysis in indirectly heated fixed bed with internals: the first application to oil shale[J].Fuel Processing Technology,2015,138: 147-155.
[31]许光文,高士秋,余剑,等.燃料解耦热化学转化基础与技术[M].北京: 科学出版社,2016.XU G W,GAO S Q,YU J,et al.Thermochemical Conversion Fundamentals and Technologies Based on Decoupling for Fuels[M].Beijing: Science Press,2016.
[32]战金辉,赖登国,许光文.油页岩: 固体石油[J].科学世界,2016,12: 68-73.ZHAN J H,LAI D G,XU G W.Oil shale: solid petroleum[J].Science World,2016,12: 68-73.
[33]LAI D G,CHEN Z H,SHI Y,et al.Pyrolysis of oil shale by solid heat carrier in an innovative moving bed with internals[J].Fuel,2015,159:943-951.
[34]LAI D G,ZHANG G Y,XU G W.Characterization of oil shale pyrolysis by solid heat carrier in moving bed with internals[J].Fuel Processing Technology,2017,158: 191-198.
[35]LAI D G,SHI Y,GENG S L,et al.Secondary reactions in oil shale pyrolysis by solid heat carrier in a moving bed with internals[J].Fuel,2016,173: 138-145.
[36]张纯.外热式内构件移动床低阶碎煤热解技术研究[D].北京: 中国科学院过程工程研究所,2015.ZHANG C.Pyrolysis of small-size low-rank coal in indirectly heated moving bed with internals[D].Beijing: Institute of Process Engineering,Chinese Academy of Sciences,2015.
[37]王擎,崔达,迟铭书,等.利用GC-MS与NMR技术研究干馏终温对桦甸页岩油组成性质的影响[J].化工学报,2015,66(7):2670-2677.WANG Q,CUI D,CHI M S,et al.Influence of final retorting temperature on composition and property of Huadian shale oil[J].CIESC Journal,2015,66(7): 2670-2677.
[38]NAZZAL J M.The influence of grain size on the products yield and shale oil composition from the pyrolysis of Sultani oil shale[J].Energy Conversion and Management,2008,49(11): 3278-3286.
[39]WILLIAMS P T,NAZZAL J M.Pyrolysis of oil shales: influence of particle grain size on polycyclic aromatic compounds in the derived shale oils[J].Journal of the Institute of Energy,1999,72(491): 48-55.
[40]ZHANG C,WU R C,HU E F,et al.Coal pyrolysis for high-quality tar and gas in 100 kg fixed bed enhanced with internals[J].Energy &Fuels,2014,28(11): 7294-7302.
[41]ZHANG C,WU R C,XU G W.Coal pyrolysis for high-quality tar in a fixed-bed pyrolyzer enhanced with internals[J].Energy & Fuels,2014,28(1): 236-244.
Oil shale pyrolysis by solid heat carrier in internal-structured moving bed
LAI Dengguo1,ZHAN Jinhui1,CHEN Zhaohui3,HAN Zhennan2,WU Rongcheng1,XU Guangwen1,2
(1State Key Laboratory of Multi-phase Complex Systems,Institute of Process Engineering,Chinese Academy of Sciences,Beijing100190,China;2Institute of Industrial Chemistry and Energy Technology,Shenyang University of Chemical Technology,Shenyang110142,Liaoning,China;3Department of Chemical Engineering,Tsinghua University,Beijing100084,China)
TQ 519
A
0438—1157(2017)10—3647—11
10.11949/j.issn.0438-1157.20171051
2017-08-03收到初稿,2017-08-19收到修改稿。
联系人:许光文。第一作者:赖登国(1990—),男,博士。
国家重点基础研究发展计划项目(2014CB744303)。
Received date:2017-08-03.
Corresponding author:Prof.XU Guangwen,gwxu@ipe.ac.cn
Foundation item:supported by the National Basic Research Program of China (2014CB744303).
