浅谈汽车覆盖件模具快速维修方案
2017-10-11樊燕朋王奇吴晓萌齐康宁长城汽车股份有限公司技术中心河北省汽车工程技术研究中心
文/樊燕朋,王奇,吴晓萌,齐康宁·长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心
浅谈汽车覆盖件模具快速维修方案
文/樊燕朋,王奇,吴晓萌,齐康宁·长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心

随着国内冷冲压自动化生产水平的日益提升,目前各大生产企业使用机械臂自动化生产代替传统人工搬运;相互独立式压力机变为整体封闭式压力机;每台压力机配合单个工作台变为每台压力机配合两个工作台。在提升了安全、效率、品质的同时,冲压模具的突发性异常成为了制约生产线体效率提升的瓶颈。例如在产模具出现异常,无法进行正常生产时,往往需要等待大量时间更换模具。这也就对模具出现异常后的快速维修提出了更高的要求。
自动化识别问题
现有冷冲压工艺中,每序模具上装有感应器(每序上安装两个,个别序可依据情况增加)及模具电器盒。在自动化生产过程中,通过PLC程序与压力机联接,模具感应器可识别模具内半成品状态,电器盒可识别模具名称,实现压力机的ADC一键换模。但在实际生产中由于感应器存在多种问题,导致板料放到位后,设备无法正常检测,造成设备反复停止。具体问题分类如下。
感应器问题
在生产过程中由于感应器高度超出模具型面,或感应器自身存在缺陷导致感应器自身损坏,如图1所示。

图1 感应器高度超出模具型面
检测线路问题
模具与设备连接线路接线不良,导致设备无法识别模具或感应器无法正常工作。
检测距离问题
感应器与被检测工件距离较远超出了感应器的检测范围,工件无法被识别,如图2所示。
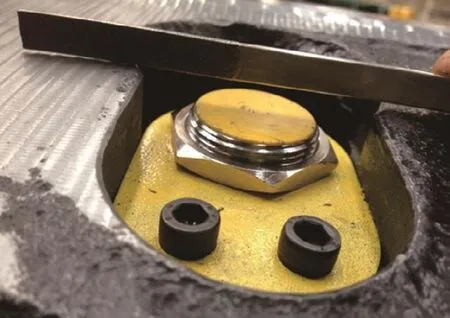
图2 感应器与被检测工件距离远
感应器与线路不匹配
现使用的感应器型号有:Bi5-M18-AD4X-H1141/Bi5-M18-AP6X-H1141,分别对应不同型号的数据传输线路,如果匹配错误,信号无法正常传输,导致设备异常停止。
毛刺问题
毛刺是影响汽车覆盖件品质的一个重要因素。冲压件在生产时,产出毛刺的频率较高,约占总问题数的80%左右。而毛刺产生的原因大概也有以下几种(理论上除精冲或负间隙冲压外,所有普通冲压均有毛刺,此处所讲非理论毛刺):修边刃口崩口、修边间隙不合理、压料力不足、刃入量过深等。
刃口崩口
产生原因:间隙过小,由于模具在加工完毕出厂时,在数控加工时冲裁间隙保留的为“最小合理间隙”。模具长期在此状态下生产受到较大剪切力后导致崩口(冲裁板料越厚,冲裁力越大),而现场实际生产中的间隙大约是板料厚度的70%,所以新模具在投入生产之前要进行间隙放大,提高模具刃口的使用寿命。
应对措施:在制件生产时修边刃崩口(如图3所示),首先查看崩口程度,如崩口程度小于制件厚度可临时打磨降低刃口,将崩口部分磨掉。注意事项:打磨时要与周围平缓过渡,避免出现高低落差(如落差较大,可能出现撕裂)。

图3 刃口崩口
压料失效
板料在冲裁时分为三大阶段,弹性变形、塑性变形、断裂分离。因为压料芯的压料力不足会使板料在断裂分离前(塑性变形)出现板料流动造成半成品轻微偏移,导致冲裁断面,变形区域增加,出现毛刺。尤其在钝角修边、竖切时比较明显。临时解决方法,可在压料芯压料部分粘贴布基胶带,每层胶带厚度大约在0.1~0.2mm之间,增加毛刺部分的压料力。注意事项:胶带所粘贴的位置应不影响产品制件品质,如图4所示。

图4 压料芯失效状态
修边间隙不合理
由于模具工艺结构要求导致在正常状态下无法查看修边刀的工作面状态,需要将压料芯拆下才可观察,所以在工作侧销的设计上分成两部分。工作侧销有两个卡槽,前端卡槽是正常的工作部分,而后端的卡槽在压料芯压缩状态下,配合压料芯侧面的“U”形槽可以将压料芯锁死,使压料芯不再回程。此时修边刀的工作部分就会露出,此方法大大减少了工作用时和维修时不必要的环节。
修边间隙大:可用锤子敲击刃口副面,使刃口工作面变形凸出,敲击时应避免锐角刃口。再根据凸模调整间隙。注意事项:敲击时用力均匀,不得伤及工作面,如图5所示。

图5 修边间隙大
修边间隙小:可用红丹粉根据着色调整放大间隙。注意事项:放大间隙时,分批次完成,不可一次到位,防止间隙过大无法弥补,如图6所示。
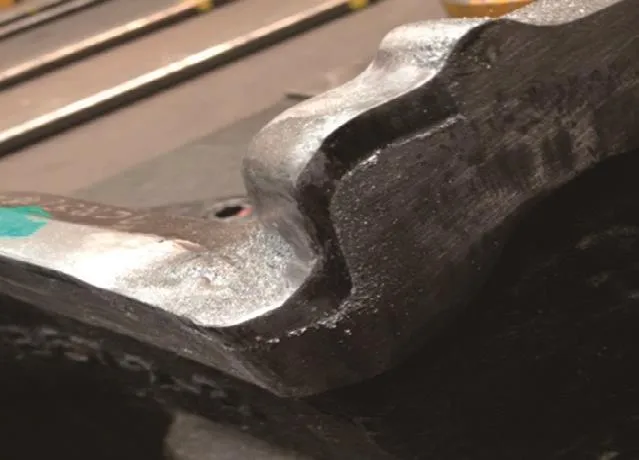
图6 修边间隙小
修边废料卡滞
冲压生产中废料占冲压材料的30%~70%,冲压废料排出不畅是模具出现各类故障中较为常见的问题。一旦出现这种情况,轻则操作者费时费力清理废料,重则:①废料堆积,产生垫料,产品变形失效;②胀裂刃口。因此,废料排出是否顺畅对于提高生产效率,减轻劳动强度,确保产品质量和模具状态有着重要的意义。
修边废料的处理
一般情况下,修边废料是指工序件周边修边线以外的部分。如果尺寸较小,形状简单且又在同一平面内,可以不设置废料刀,此时修边废料为一整体,呈封闭状,只需操作者拿开即可,较易处理。如果尺寸较大,形状比较复杂或者由空间曲面组成,就需要设置废料刀,废料刀刃口线与修边线的角度应为90°~120°,两个相邻的废料刀刃口线是平行的或朝制件外侧延伸。在一块废料中,不允许出现两处以上的修边转角。如果由于制件的原因,出现了两处以上的转角时,可以在上模刃口镶块上设计小型凸包或废料刀,以达到使这块废料产生局部变形或者局部切断的目的。在废料刀的位置布置上,应尽量考虑到修边后每块废料靠其自重能顺利滑出。对于无法自行滑出的废料,可以设置废料拉杆或弹性顶料销,如图7所示。

图7 修边后废料卡滞
冲孔带废料的原因分析
冲孔带废料,高速冲压的冲孔废料回跳到凹模表面上来,会对冲压件产生压痕或引发叠片冲压的碰刃口事故。造成冲孔废料回跳的原因有:废料受油膜粘连;与凸模端面产生真空吸附;凸模刃口磨损产生钝口包裹;未退尽磁性凸模的磁性吸附等。
⑴油膜粘结。
为让凸、凹模在高速冲压过程中具有良好的润滑性,减少凸、凹模与被冲压材料因高速摩擦产生金属粘连,常采取在冲模滑动部分以及被冲条料上涂加润滑油的措施。润滑油可以带来很好的润滑效果,但也会在凸模顶端和冲孔废料间产生一种油膜粘附的作用,尤其对软薄材料的冲裁加工,常会因油膜粘连而引起废料回跳的现象,如图8所示。

图8 油膜粘连
对应措施:减小板料表面涂油量,或停机清理待冲裁件表面油污。
⑵真空吸附。
在冲压软质材料时,紫铜、铝等材料在冲压过程中产生挤压塑性变形,常会使凸模顶端和废料间挤压成一个真空状态,这种真空状态具有一定的吸附力,将冲孔废料带出凹模表面,如图9所示。

图9 真空吸附
对应措施:改变凸模刃口端面造型,减小凸模端面与待冲裁件表面接触面积,避免冲裁凸模端面与废料接触后与外界形成压强差,造成真空吸附。
⑶凸模钝化引发的废料包裹。
当冲压达到一定的冲次后,凸模刃口会产生钝化现象,刃口不再锋利,而变成一个很小的R圆角,冲裁废料产生挤压拉伸变形,废料包裹刃口,废料对凸模形成一种包裹夹紧力,废料随凸模被带出凹模表面,如图10所示。

图10 凸模磨损、钝化
对应措施:在保证凸模刃入量(可冲开制件)的前提下,打磨凸模端面,消除圆角使之变锋利。
⑷磁性吸附。
冲裁凸模长期使用后,由于摩擦,凸模带有很强的磁性吸附力,由于没有进行反复退磁操作程序,当被冲裁对象是易磁性吸附材料时,就会因冲模上模的磁性吸附力带出废料,如图11所示。

图11 冲头受磁吸附
对应措施:利用消磁器对带磁冲头进行消磁。
结束语
汽车行业冲压自动化生产过程中,基于板料、模具、设备频繁发生异常,相应的预防措施也多种多样。本文通过对现场生产中的模具常见问题进行分析并查找原因,对问题的解决提供有效助力,大大提高了冲压件的生产效率及品质。
反馈服务编码6132
樊燕朋,模具保全组主管,助理工程师,主要从事冷冲压模具的保养、维修、技术改进工作,针对哈弗H6、H2,长 城 C30、C50外板模具品质提升,生产效率提升运用防错原理进行改善和优化,获得公司级优秀改善个人称号,多次获得公司级“创意集结号”一等奖,带领团队获得公司级“优秀改善班组”。
