熔铸工艺对铝焊丝气孔敏感性的影响
2017-10-11唐良喜李赟丰徐晓龙
唐良喜,李赟丰,徐晓龙
(四川大西洋焊接材料股份有限公司,四川 自贡643010)
熔铸工艺对铝焊丝气孔敏感性的影响
唐良喜,李赟丰,徐晓龙
(四川大西洋焊接材料股份有限公司,四川 自贡643010)
为了找到国内外铝焊丝气孔敏感性存在差异的原因,对意大利厂家连铸连轧工艺生产的ER5356线杆和国内某厂家水平抽丝工艺生产的ER5356线杆进行了原材料的化学成分和金相试验对比。结果表明,两种不同的熔铸工艺生产的同牌号ER5356焊丝线杆的性能有明显差异,连铸连轧工艺较水平抽丝工艺生产的焊丝线杆具有更低的气体含量(通常气体含量在0.15 mL/100 g以下)和更低的杂质含量。影响铝及铝合金焊丝气孔敏感性的主要因素是熔铸过程中气体和杂质含量,建议国内在焊丝线杆的熔铸过程中增加在线除气过滤处理装置。
铝焊丝;连铸连轧;水平抽丝;气孔;杂质
Abstract:In order to find the stomata sensitivity difference reason of aluminium welding wire at home and abroad,the raw material chemical composition and metallographic test of two kinds of ER5356 wire rod were compared,one was produced in Italian factory by adopting continuous casting and rolling process and the other was manufactured in a domestic manufacturer by using level reel off wire process.The results indicated that the performance of two kinds of ER5356 wire rod produced by different continuous casting process has obvious difference,the wire rod produced by continuous casting process possesses lower gas content(usually gas content below 0.15 mL/100 g)and lower impurity content.The main factors influencing the stomata sensitivity of aluminium and aluminium alloy welding wire were gas and impurity contents in the process of casting,it suggested that domestic manufacturers should increase online degassing and filtration device in the process of welding wire pole casting.
Key words:aluminium welding wire;continuous casting and rolling;level reel off wire;stoma;impurity
进入21世纪以来,全球各行各业不断倡导绿色环保、节能高效的理念,开始选择新型材料替代目前使用的材料,如用铝材替代钢材、铝材替代铜材等。铝及铝合金由于自身质量轻、比强度高、耐腐蚀性好、低温性能好、成形性好和无磁性等特点,开始广泛运用于汽车、高速列车、航空航天、军工、船舶、压力容器、运动器材、建筑、食品和医疗等行业。因此,铝及铝合金焊丝得以在上述行业中广泛使用。但国产铝焊丝与国外铝焊丝相比,焊接时存在气孔敏感性偏高、送丝稳定性差、焊缝成形差、化学成分不稳定等问题,这就制约了国产铝焊丝的使用范围,导致国产铝焊丝无法完全替代国外铝焊丝。本研究通过对比意大利和国内的铝焊丝在原材料线杆熔铸工艺上的差异,找到了国内外铝焊丝气孔敏感性差异的主要原因。
1 国内外铝焊丝线杆熔铸工艺
1.1 国外铝焊丝线杆熔铸工艺
国外目前大都采用铝及铝合金连铸连轧工艺生产铝焊丝线杆,如美国ALCOTECO和加拿大INDALCO等铝焊丝生产企业。国外铝及铝合金焊丝连铸连轧生产工艺流程如图1所示。首先在熔炼炉将投入的铝锭熔化,然后在保温炉对铝及铝合金熔体进行精炼,降低熔体的气体和杂质含量,熔体在保温炉内保温一段时间后通过流槽进入除气过滤装置,进一步降低熔体的气体和杂质含量,最后熔体进入连续铸造机,铸造成一定形状的连续的铝锭,这些铝锭经感应加热装置进入轧机,生产出Φ9.5 mm的铝及铝合金线杆。
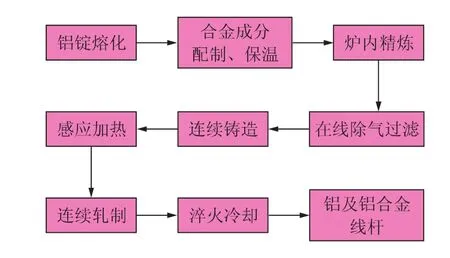
图1 国外铝及铝合金焊丝线杆连铸连轧生产工艺流程
1.2 国内铝焊丝线杆熔铸工艺
国内目前大都采用熔铸加水平抽丝工艺生产铝及铝合金线杆。国内铝及铝合金焊丝线杆水平抽丝生产工艺流程如图2所示。首先将铝锭投入熔炼炉内熔化,然后在保温炉或者熔炼炉内对熔体进行精炼,熔体保温一段时间后通过水平抽丝装置铸造出6.0~8.0 mm的铝及铝合金线杆。采用这种工艺生产铝及铝合金线杆,没有在线除气过滤装置,杂质和气体含量普遍偏高,线杆的组织通常也是铸态组织,晶粒粗大,而且线坯的化学成分存在偏析的可能。
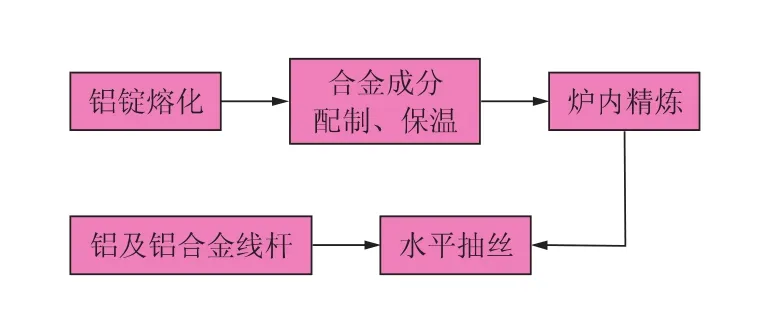
图2 国内铝及铝合金焊丝线杆水平抽丝生产工艺流程
2 两种熔铸工艺焊丝线杆成分及组织对比
对意大利厂家连铸连轧工艺生产的ER5356线杆和国内某厂家水平抽丝工艺生产的ER5356线杆进行原材料的化学成分和金相试验对比。两种不同熔铸工艺下ER5356线杆原材料化学成分对比见表1,两种不同熔铸工艺下ER5356线杆的金相组织照片如图3所示。
从表1可以看出,两种不同熔铸工艺下焊丝线杆的化学成分差别不大,均满足我国国家标准GB/T 10858《铝及铝合金焊丝》的化学成分要求。但从图3的金相组织对比来看,连铸连轧ER5356线杆的金相组织均匀细小,且无气体和杂质,而水平抽丝ER5356线杆的金相组织粗大、不均匀,有气体和杂质。

表1 两种不同熔铸工艺下ER5356线杆原材料化学成分对比

图3 两种不同熔铸工艺下ER5356线杆的金相组织照片 500×
3 两种熔铸工艺焊丝的焊接试验对比
将连铸连轧工艺和水平抽丝工艺生产的ER5356线杆,采用相同生产工艺制作成CHMAl 5356×Φ1.2 mm铝镁合金MIG焊丝。用唐山松下YG-500AG2焊机、99.99%Ar保护,以相同的焊接工艺参数对铝镁合金板5052进行熔敷金属焊接试验。两种不同熔铸工艺焊丝熔敷金属的力学性能见表2,射线探伤照片如图4所示。

表2 两种不同熔铸工艺ER5356焊丝熔敷金属的力学性能

图4 两种不同熔铸工艺焊丝熔敷金属的射线探伤照片
从表2可以看出,连铸连轧工艺生产的ER5356焊丝熔敷金属的力学性能较水平抽丝工艺生产的力学性能要好。从图4可以看出,连铸连轧工艺生产的ER5356焊丝熔敷金属的射线探伤等级为Ⅰ级,而水平抽丝工艺生产的ER5356熔敷金属的射线探伤等级为Ⅳ(密集气孔)。因此可以判断,在原材料化学成分、生产工艺和焊接工艺参数均相同的情况下,水平抽丝工艺生产的ER5356焊丝较连铸连轧工艺生产的ER5356焊丝的气孔敏感性要大,而气孔产生的原因与原材料中气体和杂质的含量有很大的关系。
4 原因分析
通常在炉内精炼后的铝及铝合金熔体氢含量为0.25 mL/100 g[1-3],经过在线除气过滤处理后的铝及铝合金熔体氢含量降至0.15 mL/100 g以下[4-6]。由此可以判定,国内铝及铝合金焊丝线杆在熔铸时没有经过在线除气过滤处理,因此其气体含量比国外经过在线除气过滤处理的焊丝线杆要高,制成焊丝线杆后这些气体仍然残存在线杆当中。
通过连铸连轧和水平抽丝两种工艺生产的焊丝线杆里面的氢,在后续制作过程中仍然会残存在焊丝当中,对成品焊丝的使用造成影响。特别是水平抽丝工艺生产的焊丝,因气体含量过高,造成焊接过程中的气孔敏感性更大。
另外,连铸连轧生产工艺过程中有在线过滤装置,对颗粒度不小于10 μm杂质的去除效果可以达到95%[7-9]。水平抽丝生产工艺过程中没有在线过滤装置,因此该工艺生产的焊丝线杆的杂质含量要多于连铸连轧工艺生产的焊丝线杆。在焊接过程中,焊丝杂质含量过多会使熔池变得粘稠,流动性降低,不利于气泡的上浮,加上水平抽丝工艺焊丝带有大量的气体,导致了水平抽丝工艺生产的焊丝较连铸连轧工艺生产的焊丝的气孔敏感性要大。
5 结 论
(1)采用铝及铝合金连铸连轧工艺较水平抽丝工艺生产的焊丝线杆具有更低的气体含量,通常气体含量在0.15 mL/100 g以下。
(2)采用铝及铝合金连铸连轧工艺较水平抽丝工艺生产的焊丝线杆具有更低的杂质含量。
(3)影响铝及铝合金焊丝气孔敏感性的主要因素是熔铸过程中气体和杂质含量。
(4)建议在焊丝线杆的熔铸过程中,增加在线除气过滤处理装置,从源头上控制气体和杂质的含量。
[1]LEONHARD,RONALD,WEMER, 等.高纯铝生产过程的氢含量控制[J].铝加工,2006(3):11-14.
[2]陈明,王永辉,杨宇辉,等.高纯铝合金气体与夹杂控制研究[J].热加工工艺,2014(4):46-50.
[3]王肇经.铸造铝合金中的气体和非金属夹杂物[M].北京:兵器工业出版社,1989.
[4]官可湘,李洁,倪大兴.铝及铝合金熔体净化剂研究进展[J].化学世界,2007,48(6):370-373.
[5]龚致礽.铸造铝合金净化剂的研发[D].上海:上海大学,2010.
[6]龚致礽,王飞,张恒华.A356新型净化剂净化效果研究[J].铸造技术,2009,30(10):1303-1307.
[7]张文娟.铝杆连铸连轧机控制算法研究[D].成都:西南交通大学,2011.
[8]张文娟,周伦,何礼冬.铝杆连铸连轧机结晶器液位模糊控制方法的研究[J].机床与液压,2011,39(3):50-52.
[9]陈志凌.ECR长材连铸连轧生产线连铸过程优化控制的研究[D].上海:上海大学,2005.
Influence of Casting Process of Aluminium Welding Wire Stomatal Sensitivity
TANG Liangxi,LI Yunfeng,XU Xiaolong
(Atlantic China Welding Consumables,Inc.,Zigong 643010,Sichuan,China)
TG422.3
B
10.19291/j.cnki.1001-3938.2017.01.002
2016-10-13
编辑:谢淑霞
唐良喜(1984—),男,汉族,四川简阳人,大学本科,工程师,主要从事焊接材料研发、生产工艺、产品推广和售后服务等工作。
