基于联合作业分析的轨道车辆总装工艺分析
2017-09-29赵欣孙丽童小英程强韦江
赵欣,孙丽,童小英,程强,韦江
(1.大连交通大学 机械工程学院,辽宁 大连 116028; 2.中国中车集团 大连机车车辆有限公司 工艺技术部,辽宁 大连 116028)*
基于联合作业分析的轨道车辆总装工艺分析
赵欣1,孙丽1,童小英1,程强2,韦江2
(1.大连交通大学 机械工程学院,辽宁 大连 116028; 2.中国中车集团 大连机车车辆有限公司 工艺技术部,辽宁 大连 116028)*
通过对城轨车装配车间现场调研,总结出了总装配的工艺流程、关键工序.之后以车窗安装的工艺流程为例,运用联合作业分析和 “5W1H”技术进行分析,找出其中存在的问题.再根据ECRS原则,分析并提出改进方案.比较改善前后的联合作业分析图,其空闲减少、周程缩短,效率提高,工作负荷趋于平衡.
总装配;联合作业分析;5W1H;ECRS原则
0 引言
随着轨道交通车辆国际市场需求的不断提升,企业生产订单也与日俱增,所以提高轨道交通车辆产品的生产效率、降低生产成本至关重要[1].装配工艺是生产组织形式安排、制造系统设计的重要内容,它直接影响产品的生产率、质量、成本、安全以及生产管理的有效性.由于多方面原因,在我国装配工艺一直不被高度重视,大部分企业的生产系统主要停留在传统设计方法中,没有经过系统、科学、合理的设计与规划.这样,企业发展到一定阶段就会出现:资源利用率低,工人劳动强度大,装配效率低 、不能满足现代企业生产管理的要求等问题[2- 3].通过调研发现,某机车车辆公司的主要问题为:装配工艺手工作业多、工艺标准化程度低、工时难以计算,故其亟需对装配工艺进行改进.所以,对制造系统的装配工艺优化具有很重要的理论意义和实际价值.
1 轨道客车车辆总装配工艺现状
根据收集的城铁车项目信息,目前某公司城铁车总装主要为大批生产,单个项目装配车辆数量在120~300辆之间.现有固定马凳式和轨道流水式两种作业方式.固定马凳方式适合中、小批量车辆装配,轨道流水方式适合大批量车辆装配.但由于工装设备配置不齐全、料件供应不及时,故障维修慢等原因,暂未运用流水装配作业.这样,就会造成装配周期很难保证、装配问题不易暴露、工人劳动强度大、手工作业多等问题.
1.1 总装配工艺流程
经调研,某车间现在装的城轨车从车型上有:A型车、B型车、C型车、特殊车.从材料上看主要有铝合金和不锈钢车.由于A型车、B型车、C型车、特殊车的工作量不同,导致装配周期有所不同.但是车体的大体流程(如图1所示)并无区别,车辆组装阶段中所包括的工序较多,可分为车内、车下、司机室、三个装配区域.轨道客车车辆组装示意图如图2所示.
1.2 关键工序
关键工序是指对成品的质量、性能、功能、寿命及成本等有直接影响,并且工艺复杂,对工人技艺要求高,对产品可靠性质量形成有重要影响的工序.现该装配车间的关键工序有20个,列举如下:空调机组安装、受电弓安装、地板安装、车窗安装、车顶二次骨架安装、客室侧门机构安装、客室侧门安装、地板布铺装、上体称重、制动主管路安装、制动设备安装、制动支管路安装、上体管路保压试验、贯通道框安装、司机操纵台安装、前照灯安装、前端玻璃安装、前端模块连接打胶、落车调整、称重[4].

图1 轨道客车车辆组装工艺流程

图2 轨道客车车辆组装示意图
2 用联合作业分析对关键工序进行优化
本文以某城轨车的车窗安装,对其进行联合操作分析.结合联合作业分析图,运用5W1H提问技术进行分析,并用ECRS进行改善,对装配人员作业进行分工,并对部分操作顺序进行重新排序,改善前后的联合作业图如表1、表2所示.经联合作业分析后,装配效率明显提高,3名检测人员工作也趋于平衡,如表3所示[5].
首先用玻璃存放车将车窗推至所需装配台位后,工人将玻璃搬到电动升降车上,之后将玻璃摆放到相应的位置,进行前期的安装准备工作,最后开始进行车窗的安装.
车窗安装的工艺流程是:①将窗推入到相应的窗口内,调整窗结构四周的间隙,用加减定位垫的方法,调整窗上下边与钢结构边的间距,然后调整左右边的间距,用样块控制窗周边的间隙;②在加调整垫的位置钻孔、攻丝;钻孔时首先钻对角的孔,接着钻中心孔,最后钻其他孔,之后按以上顺序安装相应的螺栓、垫圈,涂锁固胶;③在玻璃和钢结构的缝隙两边贴胶带,玻璃和钢结构之间槽内打胶,胶要注满并适当超出玻璃面,不得有漏打和欠胶的地方,打胶后立即用刮板沿胶缝长度方向从一端向另一端匀速刮抹,中间不停顿,刮胶后立即将胶带撕掉,并将粘在玻璃和玻璃钢上的胶清理干净,将刮板上的胶清理干净以备下次使用;④使用样板检查玻璃安装的平面度.

表1 改善前的联合作业分析图
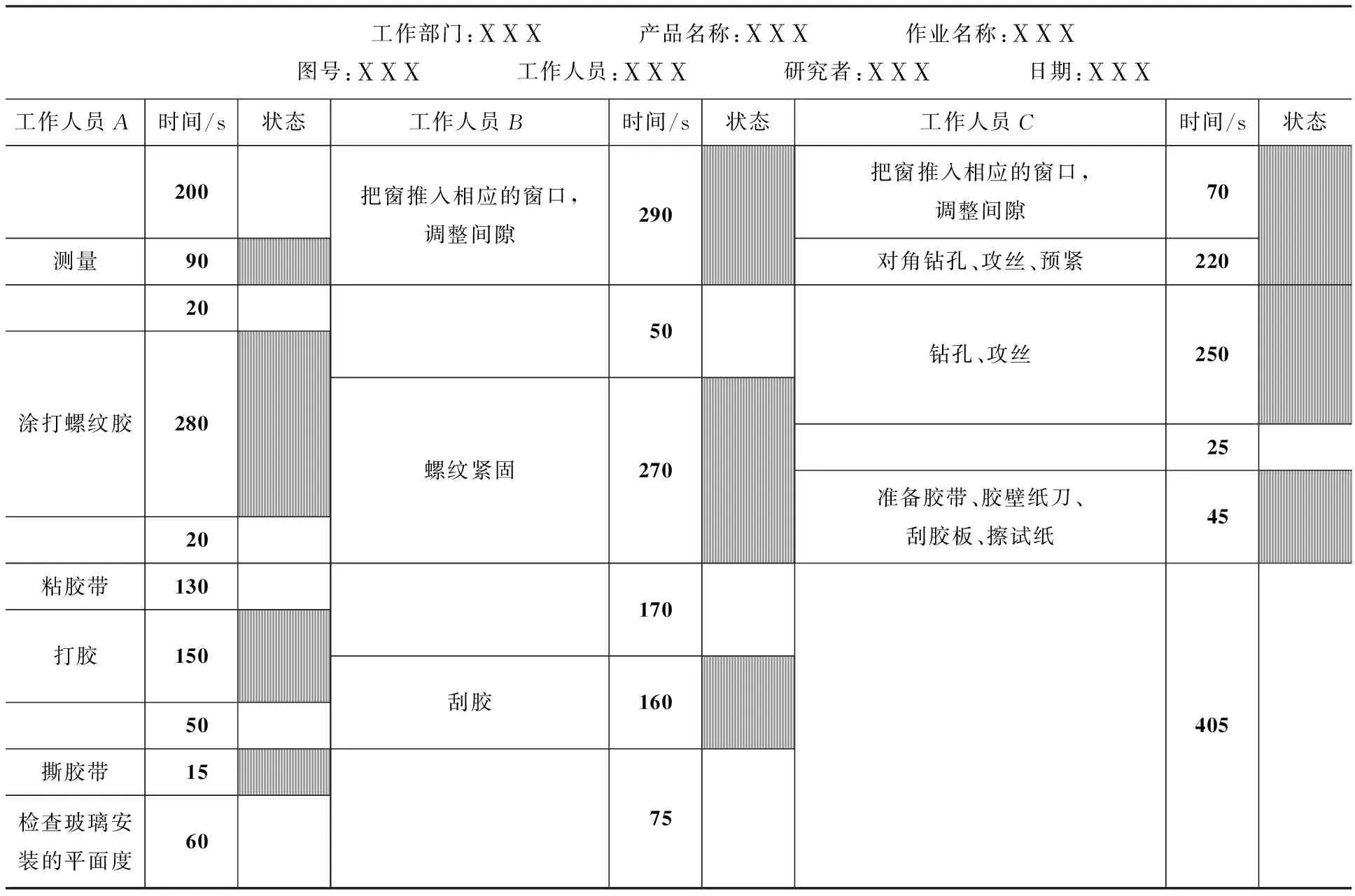
表2 改善后的联合作业分析图
从现行方法中可看到存在多处等待,现对上述联合作业,运用“5W1H”技术进行提问和“ECRS四原则”进行分析改进:
(1)问:螺栓紧固并涂锁固胶必须在所有的孔钻完以后才能进行吗,可以提前吗,必须由工作人员C完成吗?
答:不是,可以在钻孔后立即有其他人员,一人涂锁固胶,一人进行螺栓紧固.
(2)问:准备胶带、胶壁纸刀、刮胶板、擦拭纸必须由工作人员C完成吗?有无其它更合适的人?
答:不是,可以有其他闲置的人员来准备胶带、胶壁纸刀、刮胶板、擦拭纸.
(3)问:粘胶带的时候应该注意什么,为什么要粘胶带,可以在螺纹紧固的时候粘胶带吗?
答:胶带边缘与窗横截面间应留出间隙,防护胶带粘贴平直、牢固、无气泡、无褶皱.在螺纹紧固的时候粘胶带易将粉尘带入胶带,产生气泡.
(4)问:刮胶必须要在打胶全部进行完毕才能进行吗?可以在打胶的同时可以进行刮胶吗?
答:可以在打胶的同时可以进行刮胶,只要沿一个方向刮平压实,刮掉多余的胶粘剂.之后还会进行精刮.
(5)问:可以在刮胶的时候撕胶带、为什么不可以?
答:尽量不同时进行,因为这样会影响刮胶的效果,而且撕胶带的时间很短,对整个车窗安装的效率影响不大.
从表3可以看出: 安装周期变短,改善后的作业时间减少了将近16min,效率提高了48%; 改善前的3位安装人员的时间利用率分别为31%、17%和71%,3人作业分配十分不合理;改善后3人时间利用率分别为71%、71%和58% ,3人作业趋于平衡[6- 7].

表3 联合作业分析改善前后效果统计表
3 结论
轨道客车车辆总装配是机车机车车辆制造系统的重要组成部分,合理的装配工艺对生产线平衡及整个制造系统的总体性能起着举足轻重的影响.本文首先总结了车辆装配的总装配的工艺流程、关键工序.运用联合作业分析对车窗安装过程进行分析,通过5W1H提问技术和ECRS原则分析并改进,改善后的作业时间减少了将近16 min,作业趋于平衡,人员的时间利用率显著提高.
[1]蒲春喜.轨道车辆组装工艺现状及展望[J].科技专论,2014(5):257.
[2]陈宗舜.机械制造装配工艺设计与装配CAPP[M].北京:机械工业出版社,2006.
[3]王秀伦.现代工艺管理技术[M].北京:中国铁道出版社,2004.
[4]易树平,郭伏.基础工业工程[M].北京:机械工业出版社,2007.
[5]许志沛,薛顺,刘晓卉,等.塔式起重机应力检测中的流程程序和联合作业分析[D].成都:西南交通大学,2011.
[6]富闽鲁,汪波,李敏.冶金备件装配作业流程优化分析[J].工业工程,2007:134- 135.
Rail Vehicle Assembly Process Research based on Joint Operation Analysis
ZHAO Xin1,SUN Li1,TONG Xiaoying1,CHENG Qiang2,WEI Jiang2
(1.School of Mechanical Engineering,Dalian Jiaotong University,Dalian 116028,China; 2.Technology Department of CRRC,Dalian Locomotive & Rolling Stock Co.,Ltd,Dalian 116028,China)
Through urban rail vehicle assembly plant site investigation,the key in the process of assembly,bottleneck process and process flow is summarized.Taking windows installation process for example,joint operation analysis and the “5W1H” technology are used to find the problems.According to ECRS principle,the scheme of improving the process flow is analyzed and proposed.Compared before and after analysis of joint operation,it can reduce the idle,shorten the cycle and improve efficiency with balanced work load.
final assembly process;joint operations analysis;5W1H;ECRS principle
1673- 9590(2017)05- 0054- 04
A
2016- 09- 04
赵欣(1991-),女,硕士研究生; 孙丽(1972-),女,教授,博士,主要从事机电一体化、工业工程相关研究
E-mail:245803197@qq.com.
