连续热镀锌产品表面质量提升的研究
2017-09-28杨丽丽
杨丽丽
(河北华奥节能科技有限公司, 河北 唐山 063000)
连续热镀锌产品表面质量提升的研究
杨丽丽
(河北华奥节能科技有限公司, 河北 唐山 063000)
针对提升连续热镀锌产品表面质量的问题,可通过改进张力控制技术,优化钝化系统工艺,调整气刀工艺控制参数,优化光整机、拉矫机的设备和程序等措施对设备进行技术改造,从而提高冷轧部镀锌生产线的产品质量和加工性能,提升生产的稳定性。
镀锌 质量提升 冷轧
镀锌生产线基本工艺流程:入口小车—开卷机—入口双切剪—焊机—张力辊—入口活套区域—清洗段—炉区—锌锅气刀—镀后冷却—水淬槽—光整机—拉矫机—铬化系统—出口活套—检查台—静电涂油机—出口剪—卷取机—皮带助卷器—出口小车。
唐钢冷轧部镀锌产线通过对数据的积累和现场研究,可以从以下方面提升带钢表面质量:完善张力控制程序、钝化系统改造升级、调整气刀工艺控制参数和完善光整拉矫的功能。
1 张力控制技术的深入研究
张力控制是冷轧带钢最为明显的一个特征,轧制的压力可以通过张力的控制得到有效控制,可有效改善钢板的版型,可以说张力控制也是冷轧带钢最关键的环节。以唐钢冷轧厂1号镀锌线为例。
生产线运行时,入口、出口程序在上卷、下卷过程中,1号张力辊、8号张力辊要进行短暂性停止,有时带尾压不住则会出现跑尾事故。针对这一情况,对张力辊压辊压力进行测量,实时进行优化改造。将张力辊压辊的气源由压缩空气改为氮气,保证了气源的稳定性。另外,在张力辊压辊气缸的两个管路增加调压阀,以保证压辊压下时保持同步,使两侧的压力相同,避免出现溢出边的缺陷。改造完成后,生产运行平稳,再未发生过跑尾事故。
对一镀锌1号张力辊、4号张力辊和8号张力辊的一些控制方式进行了优化。优化后,1号张力辊、4号张力辊和8号张力辊的抱闸在生产线运行时打开,而且在生产线停车时能够自动根据带钢的张力输出相应的转矩来保持这些张力辊的静止状态。这样,1号张力辊在入口段停车甩尾时就可以准确定位带尾,8号张力辊在出口段停车剪切时自动输出一定的张力以保证带钢不被出口活套的大张力带回到出口活套。在产线建张过程中,张力辊压辊全部打开,张力辊提供百分之百的设定张力值,此过程中容易产生断带事故,为避免事故,对启车程序进行优化,在建张过程中不打开压辊,张力辊提供80%的设定张力值,在启动后再打开张力辊压辊,张力值提高至100%的设定值。
2 钝化系统的工艺优化
热镀锌板在镀完锌后,如果不经过特殊处理,镀层很快就会变暗,并相继出现白色腐蚀产物。为了减少锌的化学活性,往往采用铬酸盐溶液来进行钝化处理,使锌层表面上形成一层铬酸盐转化膜层。这种成膜工艺叫“镀锌钝化”。
镀锌钝化以前多采用喷淋挤干钝化,带钢表面两侧容易出现钝化黄斑缺陷,而且采用热风干燥,干燥温度有限,无法使用无铬环保钝化液(要求烘干板温80~90℃)。随着环保要求的提高,欧洲国家已经禁止使用6价钝化液,为保证出口订单,冷轧厂对钝化挤干设备进行改造。比如1号镀锌机组的原有钝化处理系统由喷淋钝化箱、热风干燥器、钝化液循环箱组成,1和4是钝化段前后的两套张力辊装置,如下页图1所示。
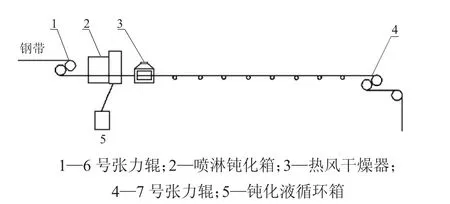
图1 改造前1号镀锌机组钝化处理系统
改造后系统如图2所示。改造后的钝化系统新增辊涂机(项目号6)1台,钝化液循环系统(项目号16)1套,烘干炉(项目号7)1台,风冷装置(项目号8、10、14)3 套,转向辊(项目号 9、11、12、13、15)5套,辊涂机和烘干炉电气控制系统各1套。同时去掉了喷淋钝化箱和热风干燥器。
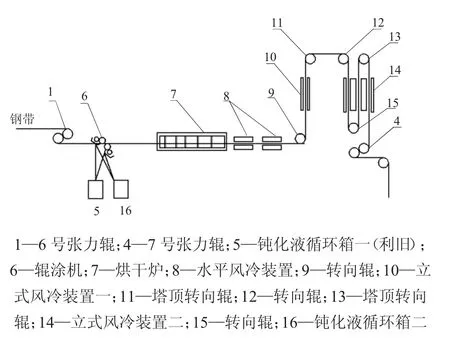
图2 改造后1号镀锌机组钝化处理系统
3 气刀工艺控制参数的调整
在连续热镀锌生产中,气刀的控制显得尤为重要。气刀压力的大小、气刀与板面的距离,气刀与带钢的相对速度等都能影响镀锌板的表面质量。为此,我们要实现气刀参数的精确控制。
气刀经过长时间使用,其升降及横移机构产生阻滞,磨损加剧,导致框架一侧不平,严重影响锌层表面厚度,因此要保证其定期更换。如果是单面轨道的可以改成双面滑轨,以减少摩擦阻力,减少气刀磨损,延长气刀使用寿命。保证气刀的平移、升降顺畅,以确保镀锌产品质量,减少出现麻点、漏镀的几率。
在生产不同锌层产品时,由于气刀风压调整问题,产品两侧极易产生蜈蚣纹缺陷,缺陷情况如图3所示。
我们通过多次试验,发现蜈蚣纹缺陷是由于在生产大锌花产品时w(Sb)=0.068%~0.075%以及气刀风压过低导致锌花结晶异常。但是由于气刀风压是控制产品锌层厚度的主要控制参数,无法对其单独调节。若调节气刀风压,保证锌层厚度,就必须调整气刀间距,经过试验我们确定了一套比较完善的气刀控制参数,即在生产Z275锌层产品时将气刀的间距控制在30~35 mm,气刀风机转速控制在2 200~2 400 r。而且经过试验验证,气刀的压力与产线工艺速度是线性关系,当距离确定后,若需要提速或者降速可以按照正比例关系调节气刀的风压,其关系式为:原工艺速度∶原气刀压力=现工艺速度∶现气刀压力。

图3 蜈蚣纹缺陷图
这样可以保证在生产过程中产品不再生产蜈蚣纹缺陷。
4 光整机、拉矫机设备和程序的优化
在镀锌板生产过程中,光整机是改善板带表面质量的一个重要环节。光整机原有湿辊系统在生产时,由于冲洗不干净,经常造成工作辊黏附锌渣,使钢带表面造成硌窝,影响产品质量,还造成工作辊辊耗增加,建议可以增加一套高压水喷淋处理系统,既可解决光整机黏锌严重问题,又能降低辊耗,提带钢表面质量。
根据生产实际选用合适的光整机轧制力,降低轧制力偏差对产品质量的影响,消除光整机亮边缺陷和光整机辊印缺陷,提高表面光整质量。同时对光整机过焊缝打开程序进行优化,调节光整机液压站备压系统,保证光整机过焊缝时可以快速打开闭合,这样就降低了光整机过焊缝的打开时间,减小了带钢头尾未光整的长度,降低了切除长度,提高了产品成材率,保证了产品质量。
在连续热镀锌生产线中,冷轧板带经过焊接、清洗、退火炉、锌锅和镀后冷却等过程,容易产生波浪湾、漂曲等缺陷,随着家电和建筑行业对镀锌板的平直度和机械性能要求越来越高,拉矫机已经成为镀后处理的重要设备。因此,我们在实际生产中要进行拉矫区域辊系精度标定,精确控制啮合量及延伸率。
以冷轧厂1号镀锌为例:根据生产线实际情况,对拉矫机程序进行优化,精确控制所有辊组的啮合量及延伸率。
调整后对一镀锌拉矫机延伸率进行试验,在保证表面无拉矫纹的情况下对拉矫机延伸率进行试验,对0.4 cm×1 218 cm规格取样品进行卷筒试验。当延伸率为0时进行卷筒加工,出现明显的横折纹缺陷,将拉矫机延伸率提高至0.7%后,对样品进行卷筒试验,表面光滑无横折纹缺陷。两者的对比图如图4所示。
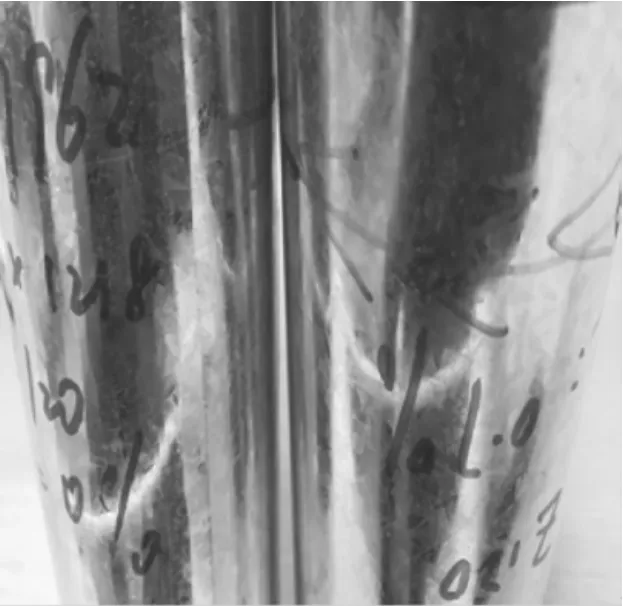
图4 延伸率为0和0.7%对比图
再次对产品取样进行两组试验产品的拉伸试验,其拉伸效果图如图5、图6所示。
通过试验对比可以看出当拉矫机延伸率达到0.7%时,拉伸图谱中屈服平台明显变得平滑,这样就有利于产品进行折弯、卷筒加工。也就是说我们可以根据生产实际,进行多次试验,根据不同规格对拉矫机延伸率进行不同要求。通过拉矫,使冷轧板带平面各项机械性能接近,获得良好的平直度,有利于成型加工。

图5 延伸率为0的拉伸图谱

图6 延伸率为0.7%的拉伸图谱
5 结语
通过上述优化工艺控制参数,对设备进行技术改造,恢复设备的功能精度,成功提高了冷轧部镀锌生产线的产品质量和生产稳定性,提高了产品的加工性能和产线成材率,为唐钢冷轧镀锌产品扩大市场、占领客户提供了有力的支撑。
(编辑:王瑾)
Study on Surface Quality Improvement of Continuous Hot-dip Galvanizing
Yang Lili
(Hebei Hua′ao Energy Conservation Technology Co.,Ltd.,Tangshan Hebei 063000)
For improving surface quality of continuous hot-dip galvanized products,through the improvement of tension control technology,optimization of the passivation system process,adjustment of control parameters for air knife process,optimizing the equipment and procedures of light machine,straightening machine and other measures,technical transformation ofequipment are carried out soas toimprove the product qualityand processingin galvanization production line of cold rolling mill and enhance the stability of production performance.
galvanizing,quality improvement,cold rolling
TG174.4
A
1672-1152(2017)04-0084-03
10.16525/j.cnki.cn14-1167/tf.2017.04.32
2017-07-10
杨丽丽(1981—),女,本科,毕业于北京科技大学,工程师,研究方向为冷轧、钢铁企业的节能环保。