酒精复合酶在酒精发酵工业中的应用及效益分析
2017-09-22代淑梅李秋园李自强
代淑梅,李秋园,李自强
(中溶科技股份有限公司研发中心,河北省非粮乙醇工程技术研究中心,河北 唐山,064000)
酒精复合酶在酒精发酵工业中的应用及效益分析
代淑梅,李秋园*,李自强
(中溶科技股份有限公司研发中心,河北省非粮乙醇工程技术研究中心,河北 唐山,064000)
酒精复合酶是通过生物发酵精制复配得到的一种多组分复合酶制剂。研究探讨了酒精复合酶在酒精发酵中的应用,并对其经济效益进行分析。研究结果表明:在酒精发酵过程中添加酒精复合酶,可缩短酒精发酵周期,提高原料的利用率和酒精产率,还能降低酒精糟液处理难度。与对照组相比,在酒精发酵过程中添加0.05%的酒精复合酶,原料出酒率提高2.05%。
酒精复合酶;酒精发酵;出酒率;经济效益
从2000到2014年,全球燃料乙醇产量年均增长超过16%,2014年产量达到7 338万t[1]。美国和巴西是世界上最大的燃料乙醇生产和消费国,美国主要以玉米为原料生产燃料乙醇,全美玉米产量的40%都用来生产燃料乙醇,且生产效率高于中国[2],2015年产量达4 422万t,占全世界产量的58%。巴西是全世界最大的蔗糖生产基地,在燃料乙醇生产的原料方面优势明显。目前,巴西的燃料乙醇己替代了国内50%汽油。截至2013年,巴西的燃料乙醇产量约为1 880万t,占全球总产量的26.75%。我国自2001年起开始筹建燃料乙醇试点项目,经过十几年的飞速发展,我国燃料乙醇技术和装备已达到国际先进水平。虽然我国燃料乙醇产业取得了一定成绩,但相对于美国和巴西差距很大,2014年中国燃料乙醇产量仅为全球总产量的3%[3-4]。
我国是生物质能源生产和应用大国,以燃料乙醇为代表的生物质能源对保障国家能源安全具有重要意义。随着国家对环保产业的新要求和燃料乙醇的不断推广和应用,预计到2020年燃料乙醇年利用量将达到1 000万t,这对燃料乙醇原料多样性提出了更高的挑战[5]。现阶段,以纤维素、半纤维素为代表的二代燃料乙醇的发展仍处于小规模中试阶段,大规模生产应用短期内还不具备条件[6]。在燃料乙醇生产过程中,主要利用来源广泛的玉米和木薯为主要原材料,提高玉米和木薯酒精发酵原料利用率,降低生产成本仍有重要意义。
当前利用木薯和玉米生产酒精过程中,存在着粗放经营弊端,主要表现在:①原料淀粉的利用率低,大分子生物成分降解不完全;②原料中纤维素及半纤维素没有被有效利用;③人为添加酵母营养剂的不平衡、不持续,造成后期发酵不彻底和尾罐酵母老化;④蒸馏后续糟液的厌氧处理生产沼气效率不高,不利于节能环保,同时造成企业生产成本增加,竞争力下降,成为酒精企业发展的瓶颈,也限制了国家燃料乙醇行业的发展。
酒精复合酶含有纤维素酶、木聚糖酶酶等多种酶组分,并添加部分微量元素和有机活性因子复配而成的复合酶制剂[7]。酒精复合酶可以使酒精发酵醪液中的纤维素、半纤维素、蛋白质、果胶质等得到有效降解。有提高原料利用率,增加酒精得率和缩短发酵周期的潜力。本试验中我们将酒精复合酶应用于酒精发酵工业,探索其对发酵工艺的影响,并对其经济效益进行分析。
1 材料与方法
1.1试验材料
酒精复合酶:来自中溶科技股份有限公司酶制剂车间;木薯粉、青霉素、活性干酵母:均来自中溶科技股份有限公司木薯酒精生产车间;试验地点:中溶科技股份有限公司木薯酒精生产线。
1.2试验工艺和方法
在发酵工段添加酒精复合酶,酒精生产工艺流程见图1,设置试验组(加酶组)和对照组2条生产线,试验组除添加酒精复合酶之外,其他条件均与对照组保持一致,包括木薯粉浓度、酵母和辅料的添加、培养温度等。

图1 酒精生产工艺流程图Fig.1 Process flow diagram of alcohol production
酒精复合酶均在发酵罐进料到1/3时添加,不影响酒精生产的原有工艺。本试验控制酒精复合酶添加量在0.05%,由于本公司生产采用了连续的糖化和发酵工艺,生产流程见图2,因此首罐要2倍添加,满罐后要下连约一半醪液,其他罐1倍添加,尾罐不添加。试验罐组和对照罐组,2组罐同时连罐,同时补料,同时满罐,并且保证2组车速一致。
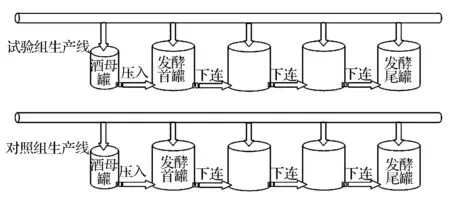
图2 发酵工序生产工艺图Fig.2 Process flow diagram of fermentation technology
1.3测定方法
酵母菌细胞数:血球计数板法。
淀粉、还原糖和葡萄糖量:均采用酒精企业常用分析方法[4]。
酒精度测定:用量筒量取100 mL样品,倒入500 mL锥形瓶中,加入100 mL蒸馏水摇均,放蒸馏装置上蒸馏至馏出液100 mL为止,将馏出液上下摇匀放上酒精计,同时测定馏出液温度,待平衡5 min后水平观察酒精计读数,并校正到20 ℃时酒度值。
总糖的测定:称取10 g糊化醪, 加70 mL蒸馏水,20 mL 20% HCl,水解1 h,取出用冷水冷却,用20% NaOH中和至微酸性,用蒸馏水定容至250 mL。用脱脂棉过滤,取滤液5 mL,蒸馏水20 mL,甲、乙液各5 mL,先加0.25%葡萄糖标准溶液10 mL混匀,加热沸腾后,加0.5%甲基兰指示剂,继续用萄萄糖标准溶液滴定至红色,记下消耗体积V2(mL),同时作空白对照,消耗体积V1(mL)。
ω=(V1-V2)×1.25
(1)
糊精的测定:称取10 g糊化醪的醪液,用100 mL 95%的乙醇稀释,静置5 min,用纱网过滤,取过滤糟于250 mL三角瓶中,加70 mL蒸馏水,再用20 mL 20% HCl水解1 h,冷却至室温,用20 % NaOH溶液中和至微酸性,用蒸馏水定溶于250 mL容量瓶中。用脱脂棉过滤,取滤液5 mL,加20 mL蒸馏水,甲、乙液各5 mL混合,先加0.25%葡萄糖标准溶液10 mL混匀,加热沸腾后,加甲基兰指示剂,继续用萄萄糖标准溶液滴定至红色,记下消耗体积V3(mL),同时作空白,消耗体积V1(mL)。
ω=(V1-V3)×1.2
(2)
(3)
2 结果与讨论
2.1对产酒发酵影响及分析
添加酒精复合酶到酒精生产过程中,经过2批次的生产试验,对2个批次的试验组和对照组做比较,试验组和对照组的主要数据指标见表1,表1中的对比结果是指2次试验平均数对比结果。酒精复合酶对酵母生长具有促进作用,加酶组普遍比对照组酵母细胞多,种子发芽率也有相应提高,说明酒精复合酶对酵母的生长繁殖起到了促进作用。另外,对比试验组和对照组发酵满罐后的酒度,试验组高出对照组10.9%,说明酵母代谢旺盛,合成转化作用增强。

表1 试验过程中发酵主要指标变化
淀粉、纤维素、半纤维素等这些碳源物质,只有经过各种酶的催化作用,降解到葡萄糖才能被酿酒酵母利用生成乙醇。对比发酵过程中试验组和对照组的葡萄糖的残量可以看出,在复合酶持续酶解、各种糖消耗降解明显快于对照组的同时,加酶组的葡萄糖残量却维持了更低的水平。这也说明了加酶组的发酵更快更为彻底,酒精复合酶使原料的利用更为彻底。
2.2对酒精糟液影响及分析
酒精糟液发酵生产沼气,微生物主要利用糟液中残留的淀粉、纤维素等大分子有机物质[8]。产酒发酵过程中添加酒精复合酶后,试验组发酵醪液的还原糖和总糖较高。因为酒精复合酶中含有蛋白酶和半纤维素酶,可以代谢原料生成生物肽类物质和戊糖。酵母代谢生成乙醇,主要利用的是六碳糖,这些物质仅有部分作为碳源在发酵阶段被消耗掉,大部分随酒精糟液进入废水处理工段,他们可直接被产酸菌和产甲烷菌利用,这必然加速细菌分解处理糟液的效率,提高沼气产率,缩短污水处理周期。
2.3结果讨论
传统乙醇工艺中,酒精生产原料主要采用玉米和木薯,其理化指标见表2。表2分析可知,酒精生产用的原料里除了大部分的淀粉外,还有一部分的粗纤维、蛋白质、脂肪等,另外木薯原料还含有较多的果胶物质[9]。酒精工厂对原料进行液化、糖化时使用α-高温淀粉酶和糖化酶,可以对淀粉进行高效率的转化,但对粗纤维、蛋白质等物质却无法水解,只能依靠酵母自身分泌的内源酶来进行水解利用[10]。由于作用环境和酵母本身的特点,这种分解是缓慢低效的,发酵时间较短,很难将这些物质有效利用,只能任由其进入酒精糟液,造成原料利用不彻底。

表2 酒精生产原料主要理化指标
酒精复合酶主要成分是纤维素酶、木聚糖酶、β-葡聚糖酶、蛋白酶、果胶酶。其中淀粉酶可以使原料中淀粉充分释放,淀粉的发酵利用率提高;纤维素酶将纤维素、半纤维素降解,使发酵可利用糖增多;蛋白酶将原料中蛋白质分解为氨基酸和二肽,减少了酵母合成氨基酸的能量消耗,为酵母菌提供可利用氮源,减轻了酵母菌细胞氨基酸合成代谢的负荷,使糖底物更多地转向发酵生成酒精[11-12]。同时这些酶共同作用可使醪液粘度降低,从而促进酵母生长,使酒精发酵周期缩短、挥发酸降低,并使酒度和酒质提高。木薯纤维经过复合酶的降解后,发酵醪液可利用的成分增多,提高了原料利用率,减少了糟液中COD和固渣的排放量,可以降低酒精废水处理成本。
3 经济效益
试验组和对照组发酵醪液中酒度见表3,由表3可知,经过72 h发酵,试验罐酒度比对照组增加了2.05%。对酒精复合酶的经济效益进行计算,添加复合酶的费用:每吨原料按0.05%添加,复合酶需500 mL,即0.57 kg/t原料,按单价35.0 元计算,1 t原料增加的酒精复合酶成本为19.95 元。以木薯为例,1 t木薯可生产357.29 t酒精,因原料的产酒率提高2.05%,即每吨木薯原料可多出7.32 kg酒精。按每吨酒精5 450 元计算,消耗1 t木薯可创收39.89 元。扣除成本,1 t木薯可增加效益19.94 元。1条年产5万t的木薯酒精生产线,利用酒精复合酶可提高收益将近100 万元,并且不需要对工艺设施进行改造。另外,发酵及蒸馏后续糟液的厌氧消化时,由于前期复合酶持续的降解作用,使厌氧罐内的产酸菌和甲烷菌对有机底物的降解将更彻底,污水处理周期变短,并提高污水净化质量,利与环保,间接降低污水处理成本[13]。

表3 酒精发酵过程中醪液酒度变化
4 结果
添加0.05%的酒精复合酶到酒精发酵过程中,原料出酒率提高2.05%,可使每吨木薯原料可多生产酒精7.32 kg,提高了出酒率和原料利用率;1 t木薯可增加效益19.94 元。在控制相同指标情况下,添加酒精复合酶,可以使发酵周期缩短4~8 h。另外,酒精复合酶还可以产生了一些酵母不能利用的小分子糖类,并使糟液渣的结构变得松散,从而为后续糟液厌氧处理菌群提供了良好的营养和降解环境,使沼气产量增加;经过纤维素酶等多种酶的协同降解,减少了酒精废液中的固形物含量,减少最终的固渣排放;减少了酒精废水中的氨氮含量,减轻后续企业的治污成本。
5 展望
本研究将酒精复合酶应用于酒精的生产工业,在行业竞争日趋激烈的情况下,对企业节能降耗及增加效益等方面具有一定意义。它从一个全新的角度,诠释了酒精生产工艺的进步,能产生多方面的效益;添加酒精复合酶能够提高酒精度,说明在发酵过程中存在这未被利用的淀粉,液化和糖化工艺上还有改进的空间。但是,尚有几个问题需要进一步研究,酒精复合酶是多组分酶复配而来的,文中对各组单酶的作用进行分析,对各种单酶的用量也进行了优化。但对各种单酶复配以后相互的拮抗和促进作用还需进行更深刻的机理研究。
[1] SHANAVA S, PADMAJA G, MOORTHY S, et al. Process optimization for bilethanol production from cassava starch using novel eco-friendly enzymes[J]. Biomass and Bioenergy,2011, 35(2):901-909.
[2] LIMAYEM A, RICKE C S. Lignocelluosic biomass for bioethanol production: current perspectives, potential issues and future prospects[J]. Progress in Energy and Combustion Science,2012,38(4):449-467.
[3] WANG J, YUE Z B, CHEN T H, et al. Anaerobic digestibility and fiber composition of bulrush in response to steam explosion[J]. Bioresource Technology, 2010, 101(17):6 610-6 614.
[4] 郭孝孝,罗虎,邓立康,等.全球燃料乙醇行业进展[J].当代化工2016,45(9): 2 244-2 248.
[5] 所丽娜,郑玲燕,肖冬光,等.酒精复合酶在玉米酒精浓醪发酵中的应用[J].酿酒科技2009(1): 79-80.
[6] 张强,孙丽,张敏.利用植酸酶降低玉米原料酒精生产成本的研究[J].食品科技,2007(4): 44-46.
[7] 李树俊.酒精复合酶在酒精生产中的使用[J].酿酒,2007,38(2): 64-65.
[8] 姜锡瑞.酶制剂应用技术问答[M].北京:中国轻工业出版社, 2008: 130-132.
[9] 韩宏明,伍彦华,卢国伟,等.木薯酒精专用复合酶在浓醪发酵中的应用[J].轻工科技,2013(5): 1-2.
[10] 伍彦华,覃红梅,张家伟.木薯生料发酵工业化生产酒精的工艺研究[J].酿酒科技,2010(6):30-34.
[11] 薛宝,刘越,刘坤,等.一种酒精复合酶在酒精发酵中的应用研究[J].创新科技,2014,18(7): 70-71.
[12] 张荣成,李秀金.作物秸秆能源转化技术研究进展[J].现代化工,2005,25(6):14-17.
[13] 李秋园,胡彩静,刘建军,等.利用木糖渣生产酒精的研究[J].食品与发酵工业,2003,29(5):74-76.
Theapplicationofalcoholcompoundenzymeinalcoholfermentationindustryandbenefitanalysis
DAI Shu-mei, LI Qiu-yuan*, LI Zi-qiang
(Research and Development Center of Zhongrong Technology Corporation Ltd,Hebei Research Centerofnon-grain Ethanol Engineering, Tangshan 064000, China)
Alcohol compound enzyme are multi-enzymes obtained by biological fermentation. In this paper, the application of alcohol compound enzyme in the alcoholic fermentation was investigated, and its economic benefit was also analyzed. The results indicated that the alcoholic fermentation period was significantly shortened by adding alcohol compound enzyme. Thus, both the utilization percentage of raw materials and the yield of alcohol were increased, and the difficulties of post-treatment of alcohol distillation slurry were decreased. Compared with the control group, the relative liquor yield of raw materials increased 2.05% through adding 5% of alcohol compound enzyme.
alcohol compound enzyme; alcoholic fermentation; liquor yield; economic benefits
10.13995/j.cnki.11-1802/ts.014437
硕士(李秋园为通讯作者,E-mail:qyli@zhrtech.com)。
2017-04-01,改回日期:2017-05-16