梳棉基础工作对梳理质量的影响与控制
2017-09-19周翠英
周翠英
(河南永安纺织有限公司,河南商丘476400)
梳棉基础工作对梳理质量的影响与控制
周翠英
(河南永安纺织有限公司,河南商丘476400)
介绍了梳棉五项基础工作对梳理质量产生影响的因素。实践中采取提高装配基础精度、控制系统误差、合理工艺设计、减少器材选配差异以及加强动态维护保等措施,做到基础部件圆、灵、直、平、准、光、同、锐的高精度,使梳理质量得到稳定和提高。
梳棉机;梳理;基础工作;公差;平整度;齿密
随着梳棉设备更新换代,其制造精度不断提高,设备维护相对简单,但一些基础工作被忽视,带来了高速度高产量不能高质量的问题[1-2]。因此,加强对梳棉基础工作的分析与控制,对高速高产高质具有积极的作用。
1 梳棉基础工作对梳理质量影响分析
梳棉的主要任务是将棉块、棉束梳理成单纤维,顺利成网成条,便于下一工序牵伸成条。其作用过程是棉束在针齿的握持下,经多个辊筒间梳理针齿相互作用完成吸纳、转移、分离、梳理、除杂、凝聚成网的任务。
梳理是以针布的点、线、面作为分梳基础依据,完成梳理的3要素:滚筒间的速度差异、针齿的控制和释放、隔距的大小实现,三者相互配合完成梳理。纤维体积较小,梳理过程中纤维纵横向分布的面积较大,细微的振动、扭斜、缺损等差异,就会影响纤维分离梳理控制和转移,最终影响梳理质量[3-4]。因此,梳理的高质量对设备基础工作精准和部件精度要求非常严格。
2 梳棉基础工作的分类及内容
2.1 梳棉基础工作的分类
梳棉工序的设备特点是多部件、多器材的组合体,基础工作分为装配、工艺、维护、器材精度、部件精准5类,具体工作内容有设备基础定位、辊筒动静平衡、金属针布选配包覆使用维护等8项具体内容。
2.1.1 装配基础
按照上下、左右、前后的三维空间,保证机件、机架的平直、垂直。重点是机架、墙板等装配基础到位。各部罩板的定位以及针布包覆要保持一定精度。同时注意辅机操作的完好状态、辅机工作面的光洁,梳理通道以及针齿光洁度、梳理工艺隔距上车准确度和基础操作针布的包卷平整度。此外,针布选型和配套合理,操作维护装配减少累积误差,控制系统误差。
2.1.2 部件精度基础
维护梳棉机锡林、道夫、刺辊等滚筒的圆整度、平整度以及运转的动静平衡;活动盖板的铁骨平直度,大平面光洁度、踵趾面的精确度;运转轨道工作面的灵活度、光洁度、平整度及大小漏底的光洁度和平直度。
2.1.3 设备维护保养基础
制定好合理的设备维护周期和状态维修,按照要求和计划对设备进行平修保养,保证动态维护,确保隔距准确,实现好的运转状态。严格管理,做好梳棉基础工作,特别是“四锐一正”,控制好磨盖板机、刺辊包磨机和长短磨辊的检修工作,使锡林、道夫、刺辊、盖板的平整度和锐度达到理想要求,保证基础工作精度。
2.1.4 工艺基础
根据原料、设备及针布配套选型特点,以高速高产高质为原则,合理设计好工艺,为梳理提供条件。
2.1.5 器材选配精度
金属针布器材的耐磨度、锋利度、光洁度、淬火均匀度、平整度等达到要求;弹性针布的耐磨度、锋利度、光洁度、淬火均匀度、平整度、植针清晰度要达到要求。
2.2 梳棉基础工作的8项具体内容
具体包括:设备基础定位;辊筒动静平衡;金属针布选配包覆使用维护;基础罩板漏底的平直校正;工艺的合理设计和精准上车;弹性针布的包覆精度;梳理配合的稳定状态;各部运动转动件、控制件、紧固件、支撑件及梳理件的完好状态。
3 影响梳棉基础工作的因素和控制途径
3.1 影响梳棉基础工作的因素
梳棉基础工作不到位,主要是5类误差造成8种问题出现,最终影响产品质量。
影响梳棉基础工作的原因有5类误差:设备零件误差、工具精度误差、操作误差、梳理器材精度误差和系统控制累积误差。
5类误差主要会产生以下影响:
不圆:圆整度差,运动稳定性差,影响精准和动态运转;
不灵:运转不灵活,呆滞打盹;
不直:机件平直度差,隔距无法校正;
不平:设备平行度差,高低差异大;
不准:不正,隔距以及装配不准确,工艺上车不合格;
不光:光洁度不够,挂花揉搓,嵌杂;不同,选配不标准,一致性差异大;
不锐:锐度差,穿刺能力和控制能力受到影响。
3.2 提高梳棉基础工作的途径
做好梳棉基础工作的途径主要有:控制5类误差,达到8字标准,即圆、灵、直、平、准、光、同、锐。具体措施:合理选择提高装配基础精度,如3辊筒以及基础件工作面的精度,确保“四锐一正”的基础,以保证紧隔距强分梳的要求;减少传递级数控制累积误差;掌握误差变化规律控制系统误差,工作面之间的相互配合,相互弥补;消除装配误差保证装配精度,控制各级误差,减少累积传递误差;根据质量要求,合理确定工艺路线,合理设计工艺提高梳理质量;针布选配注重制造、性能的一致性,减少差异;系统分析动静结合,减少动态差异;加强动态维护保证基础工作稳定性。
4 梳棉基础状态影响梳理质量的实例分析与控制
4.1 盖板锡林隔距累积误差影响梳理质量下降
清梳联JWF1204机台,机采细绒棉,生产中发现5号、6号台车棉结偏高。
对5、6号设备进行拆车检查,发现一系列问题:盖板台差在0.25 mm,根差最大0.18 mm;锡林盖板隔距左右偏差在0.20 mm,最终发现曲轨导带磨损起台,产生凸凹不平,导致左右差异在0.18 mm。综合分析:两工作面的基础平整度,以及运动轨道误差累积,造成梳理隔距偏差大,无法满足紧隔距强分梳的工艺要求,是梳理质量偏差大的主要原因。
控制措施是将盖板进行修磨维护,根差控制在0.02 mm,副差控制在0.05 mm,锡林部分高针消除平整度控制在0.02 mm,导带进行更换,消除累积误差,锡林盖板隔距校正为0.18、0.18、0.15、0.15 mm后,AF1S棉结控制在50粒/g以下,达到了质量要求。
4.2 下罩板高度差异造成棉网清晰度差
FA201梳棉机,仿细绒棉,固定盖板增加棉网清洁器改造后,出现棉网清晰度差的问题。后拆机分析,发现是前下罩板基础定位不准造成的。具体为:改造后将前下罩板改为220 mm宽度(原为235 mm)。上定位孔不变,等于将前下罩板截断15 mm,使纤维在道夫三角区受到气流冲击加大,没有罩板保护造成棉网清晰度差。控制措施:将前下罩板宽度改为235 mm,问题得到消除。
4.3 包覆操作不到位造成质量下降
FA221B清梳联,新换刺辊针布AT5010×5030 V刺辊针布,纺粘胶棉结严重超标,拆车发现,包卷质量差造成倒针,导致梳理效果变差。控制措施:更换重新包覆后,棉结下降,达到要求。
梳棉机包覆针布后,出现挂花。拆车检查后发现针布起丝,主要原因是针布包卷过程中,夹片过紧,拉伤针布,造成针布起丝,开车后出现挂花现象。重新包覆后,挂花现象消除。
梳棉机换新针布后,棉结高且棉网清晰度差。拆机检查出现平整差,50 mm宽度的针布明显矮,锡林针布针尖损伤不锋利。造成这种问题的原因是:针布包覆过程中,基础件不良夹片损伤锡林针布。挖补修复后正常。
针布包卷是基础中的基础,针对以上问题,在针布的包覆过程中包卷器、包卷张力、包卷夹片、包卷方法要熟练掌握,减少出现误差,使包卷平整度提高。
4.4 辊筒圆整度差造成机械波
JWF1203梳棉机,纺1.33 dtex×38 mm聚酯纤维,出条速度175 m/min,刺辊速度795 r/min,全面锡林速度330 r/min,小轧辊-道夫牵伸倍数1.54,锡林直径1 290 mm,道夫直径706 mm,道夫速度50 r/min,大压辊直径76 mm,上下轧辊110 mm,剥棉罗拉直径120 mm。生产中出现0.557 m机械波,同时出现谐波0.278 m机械波,条干CV值5.3%,具体见图1。
按照牵伸倍数计算法,将剥棉罗拉直径、剥棉罗拉-大压辊间牵伸倍数代入公式:λ=πDE=3. 14×120×1.54=58.027 2 cm,接近机械波可信度较高。为进一步确定基波,根据基波特征锡林部位为基波的可信度高。
采取针面平整度检测措施:道夫圆整度左中右三点差异0.02 mm,锡林圆整度左、中、右三点分别为0.03、0.03、0.09 mm差异,圆整度较差。故判定锡林圆整度差造成机械波出现。拆车后发现筒体损伤,具体见图2。
经过锡林辊筒平磨,校正动平衡后,重新包覆针布,保证圆整度和针面平整度,机械波消失。问题的原因属于辊筒精度差、圆整度差,造成梳理效果差和机械波问题的出现。
4.5 盖板铁骨差异大造成梳理质量差
FA231梳棉机,盖板为新换针布,目测棉结32粒/g,达不到要求。拆车检查:盖板根差在0.22 mm,副差在0.34 mm,盖板踵趾面磨损差异大达到4 mm以上,大平面损伤多,基础差异大,虽然是新器材但累积误差大,同样会影响梳理效果。
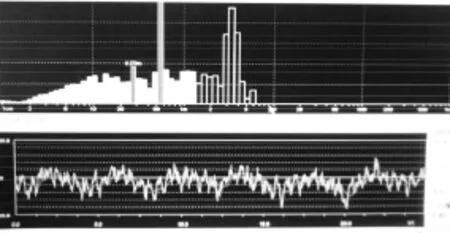
图1 JWF1203型梳棉机机55.7cm机械波

图2 锡林筒体损伤
控制措施:将盖板铁骨进行修磨维护,根差控制在0.02 mm,副差控制在0.06 mm,盖板踵趾面修磨到3 mm,铁骨大平面重新修复,棉结目测达到21粒/g,达到了质量要求。其控制原理是将基础工作面平整度光洁度精度提高,减少误差,为梳理提供条件。
4.6 针布不同型号造成道夫隔距差异大
JWF1204-120梳棉机,更换新针布后,出现锡林道夫隔距不一致,左面隔距差异大,无法生产。检查分析:道夫一侧为针高4.0 mm,一侧为针高4.5 mm,针高差异是造成隔距无法校准的主要原因。更换统一针高后,隔距控制在0.15 mm。进一步分析出现问题的原因:JWF1204-120梳棉机机台幅宽为1 200 mm,购进道夫针布为36 kg/台,只能满足1 050 mm的包卷,后随机补包针布,型号不统一。
4.7 给棉板损伤造成梳棉重量CV差异大
JWF1204梳棉机清梳联,仿1.33 dtex×38 mm聚酯纤维,出条速度185 m/min,刺辊速度795 r/ min,锡林速度330 r/min,一台车重量CV达到2.7%,棉结目测18粒/g,影响整套清梳联质量。后拆车检查发现问题:给棉板损伤是造成问题的主要原因,具体见图3。更换给棉板后重量CV和棉结均满足质量要求。此项问题是控制件损伤后,对棉层的控制效果差,输出的棉量不稳定,影响了质量;针对顺向喂给给棉板,一是要掌握隔距的精准,二要注意此种刺辊和给棉板隔距不宜太小,否则会造成损伤,影响梳理效果。
4.8 道夫针布大小齿造成棉结高
梳棉机换新针布后,棉结高。后检查为道夫针布出现大小齿,平整度差,转移能力差所致。问题原因:针布制造精度差影响梳理效果。更换后,质量达到要求。大小齿实物图见图4。
4.9 大漏底不光洁造成锡林返花
FA203梳棉机,纺细绒棉,出现锡林返花现象问题,且棉结高。检查发现大漏底入口变形,生锈造成纤维在大漏底入口处集聚,锡林高速气流带动返入大漏底,影响质量,具体见图5。校正平直度,打锈抛光后,生产正常。
4.10 梳棉基础工艺设计不合理造成棉结增加

图3 给棉板损伤修复前后对比
梳棉机的基础工艺路线决定质量水平的高低,具体设定时要根据质量和设备的基本状况进行确定,梳理的对象和条件发生变化时,基础工艺也应改变,否则会出现问题。JWF1203梳棉机,机采棉细绒棉,马克隆值4.8,工艺速度配置锡林350 r/min,刺辊660 r/min,出条速度160 m/min,成纱棉结较高。基础工艺有利于保护纤维,但是梳理度明显不够,采取提高锡林速度的措施后,质量指标明显改善。从短绒增长分析,马克隆值较大,承受打击能力强,也没有明显的恶化。采取将锡林速度从350 r/min提高到410 r/min,刺辊速度从660 r/min提高到870 r/min之后,改善了生条质量,提速对比见表1。成纱质量指标也得到明显改善,具体对比见表2。

图4 道夫针布大小齿

图5 大漏底入口不平直造成返花

表1 提速后生条质量对比

表2 提速后成纱质量对比
4.11 预分梳板使用周期过长影响梳理质量
附加预分梳板的分梳作用相对较小,但可对进入锡林梳理区的棉束起到分解作用,杂质短纤维进一步暴露,棉束减小,减轻盖板梳理负担,为纤维精细梳理和补充整理提供了条件。固定盖板的分梳效果同活动盖板相比差距很大,但是不注重使用周期,反而会造成嵌杂影响梳理质量。嵌杂后纤维在分梳区造成揉搓,不仅不利于分梳,同时会造成质量下降。一般固定盖板使用周期在600~800 t,在更换周期时应结合质量进行更换。具体嵌杂情况见图6。
4.12 盖板链条不灵活造成盖板起伏
FA224梳棉机,仿纯棉C14.6 tex,出条速度100 m/min,出现布面粗节多,质量波动大,后上机检查,盖板起浮现象多,具体见图7。分析原因:检修时采取盖板链条直接加注润滑油,造成盖板链条塞花出现盖板起浮。对盖板链条进行更换清洗后,质量得到稳定。
4.13 针布选配规格不统一造成质量差异大
FA224E机型,细旦Modal 0.89 dtex×38 mm, M9.7 tex,台时产量25 kg,出条速度120 m/min。盖板针布选用520齿/(25.4 mm)2针布,一种型号为MCH52,另一种为BNT52。生产中发现使用MCH52盖板针布梳理质量好;但落棉多,使用BNT52盖板针布落棉少,质量有差异。分析原因是在选型时盖板针布工作参数和齿形不统一所致。具体对比见表3。

表3 不同盖板针布参数对比品种:Modal9.7tex
分析表4可知,不同的植针方式,对纤维的控制能力不同,MCH52角度小,控制纤维能力强,释放能力差,落棉多,梳理效果好;BNT52角度大,斜纹渐密。纤维纵向垂直通道,控制能力弱释放能力强,落棉少,梳理效果不如MCH52。属于典型的基础选型不统一造成的质量差异。采取统一型号后,质量和落棉差异得到了改善。
A186机型改造简易清钢联,纤维T1.33 dtex× 38 mm,R1.2 dtex×38 mm,品种T/R 50/50 29 tex,台时产量30 kg,50/50的比例在并条混,然后成纱织成布,最终观察布面质量。具体对比见表4。

图6 固定盖板嵌杂

图7 盖板起浮
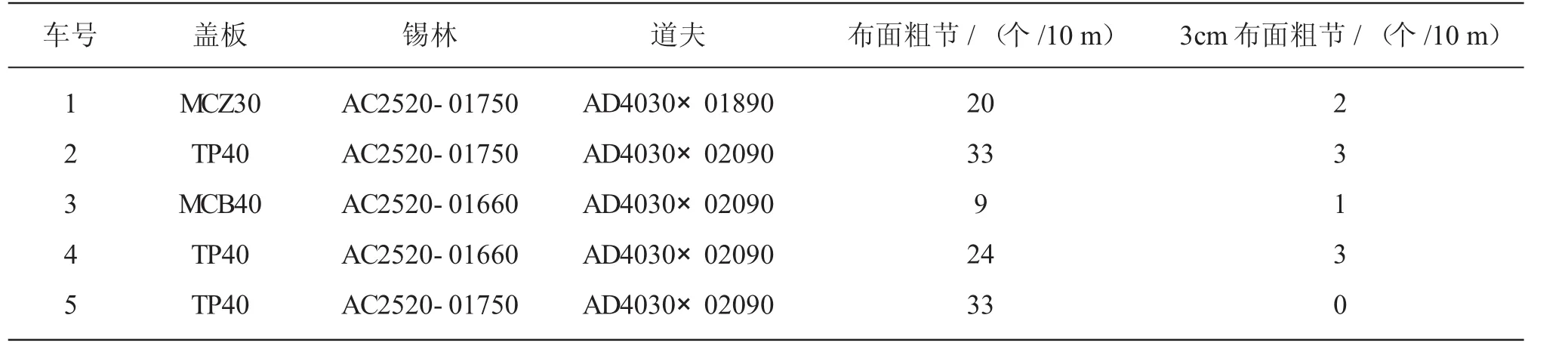
表4 不同针布组合布面质量差异对比(品种:T/R50/50 29 tex)
分析表4可知,不同针布组合的梳理效果差异很大,基础不统一很难保证质量一致性。按照3号车方案进行统一后,布面质量得到明显提高。
4 结语
梳棉设备制造精度不断提高,但是装配、工艺、维护、器材精度、部件精准5类基础工作,受设备零件误差、工具精度误差、操作误差、梳理器材精度误差、系统控制累积误差的影响,梳理质量提高受到影响。实践中采取提高装配基础精度、控制系统误差、合理设计工艺、减少器材选配差异等措施,做到基础部件圆、灵、直、平、准、光、同、锐的高精度,加强动态维护保证基础工作稳定性,使梳理质量得到改善和提高。
[1]陈玉峰.清梳联开清工艺优化实践[J].棉纺织技术,2011,39(6):31-34.
[2]卞童,唐孝美,丁静红,等.梳棉工序质量管理控制方法[J].纺织报告,2015,42(5):60-62.
[3]邵英海,张志丹,许兰杰.锯齿分梳板隔距对生条及成纱质量的影响[J].辽东学院学报(自然科学版),2015,22(2):88-93.
[4]孙鹏子.高产梳棉机工艺技术理论的研究[M].上海:东华大学出版社,2002:20-26.
(责任编辑:鞠衍清)
Influence and control of fundamental work on carding quality
ZHOU Cui-ying
(He’nan Yongan Textile Co,Ltd,Shangqiu 476400,China)
The influence of five basic factors on carding quality was studied.It was summarized that the high precision of the element parts in circle,flexibility,straightness,flatness,exactness,smoothness,identity and sharpness could be achieved by improving the assembly precision,controlling system error,reasonably designing the technology,reducing the discrepancy in equipment selection and strengthening the dynamic maintenance measures.Accordingly,the carding quality could be guaranteed and improved.
carding machine;carding;basic work;tolerance;flatness;gear density
TS103.22
A
1673-4939(2017)03-0157-07
10.14168/j.issn.1673-4939.2017.03.02
2017-05-23
周翠英(1969—),女,河南漯河人,工程师。研究方向:质量控制。
