焊丝直径和保护气体对GMAW熔滴过渡形态的影响
2017-09-11孙咸
孙咸
(太原理工大学焊接材料研究所,山西太原030024)
焊丝直径和保护气体对GMAW熔滴过渡形态的影响
孙咸
(太原理工大学焊接材料研究所,山西太原030024)
综述了焊丝直径和保护气体对GMAW熔滴过渡影响的新发现。研究表明,对于直径小于0.90 mm焊丝,转变电流后熔滴的平均直径并未小于原来的焊丝直径。随着焊丝直径的减小,临界电流呈减小趋势,但超细焊丝未测出这种趋势。直径小于0.90 mm的焊丝,增大电流不发生转变,是因为焊丝直径不能明显改变阳极斑点面积,电弧无法爬上熔滴。CO2对较细焊丝熔滴过渡转变的影响,并未遵循随着CO2含量的增大,转变电流提高的一般焊丝的模式。无论焊丝直径如何,用含30﹪以上的CO2保护气体时,排斥过渡仍占主导地位。
熔滴过渡形态;焊丝直径;保护气体;GMAW;转变电流
0 前言
熔化极气体保护焊(GMAW)以其高效、自动化程度高等优势在工业上获得广泛的应用。焊丝直径作为一种焊接参数,工程上在选用时更多考虑的是效率和焊接质量问题。保护气体种类的选用除了效率和焊接质量外,焊接成本也在考虑之列。CO2气体比Ar更富产、易获得,且成本更低。但是纯CO2气体保护焊工艺质量差,飞溅很大[1]。如果改用含有大量CO2的混合气体,并且能保证焊接质量和效率,工业上将具有巨大的推广价值[2-3]。工程上对于焊丝直径的关注仅限于直径1.2~1.6 mm的焊丝,常与焊缝位置、工件尺寸等匹配使用;对于保护气体的关注,一般需进行工艺评定后择优选用。对于前者,很少关注焊丝直径小于1 mm的工艺行为;对于后者,配套直径1.2~1.6 mm的焊丝的那些保护气体,在小于1 mm焊丝中会发生什么问题?凡此种种,从未见文献报道。况且直径小于1 mm焊丝熔滴过渡机理是否还遵循已有理论?这些都是未知。为此,本研究特意将熔滴过渡形态与影响因素相联系,探讨细焊丝直径和保护气体对熔滴过渡形态的影响。该项研究对GMAW的进一步推广应用、焊接设备的创新研发,以及GMAW熔焊理论的拓展,具有一定的参考价值和实用意义。
1 GMAW熔滴过渡形态
1.1 GMAW电弧形态及熔滴过渡形态分类
GMAW短路时,会出现电弧瞬间熄灭,此时电弧形态属于断续、活动型。GMAW非短路时,电弧是在焊丝端头整个截面上产生的,并未出现电弧瞬间熄灭,此时的电弧形态应属于连续、活动型[4]。焊丝端部熔化金属过渡到熔池中,有3种基本过渡形态:大滴过渡、喷射过渡和短路过渡。①大滴过渡。熔滴的直径接近或大于焊丝直径,在重力作用下,脱离焊丝非连续地过渡到熔池中。φ(Ar)98%+φ(O2)2%保护气GMAW焊接钢时的大滴过渡情况如图1a所示[5]。大滴过渡通常不平稳,易产生飞溅。无论哪种保护气体,在较小焊接电流时都能产生大滴过渡。②喷射过渡。发生在临界电流以上,细小的熔滴在电磁力作用下沿着焊丝轴线以较高频率和速度通过电弧空间。φ(Ar)98%+φ(O2)2%保护气GMAW焊接钢时的喷射过渡形态如图1b所示[5]。喷射过渡非常稳定、无飞溅。临界电流值取决于焊丝的材料和直径、保护气体的成分等。③短路过渡。当焊丝与熔池接触时,焊丝端部的熔化金属在表面张力作用下脱离焊丝过渡到熔池中。短路过渡发生在细焊丝和小电流条件下。这种过渡形态产生小而快速凝固的焊接熔池,适合于焊接薄板、全位置焊接和有较宽间隙的搭桥焊。

图1 φ(Ar)98%+φ(O2)2%保护气GMAW焊接钢时的熔滴过渡
1.2 GMAW熔滴过渡形态影响因素
(1)保护气体类型。3种常用保护气体GMAW焊丝熔滴过渡形态对比如表1所示。由表1可知,2类焊丝、3种气体共有6种过渡形态。纯CO2时,实心焊丝有2种过渡形态,药芯焊丝只有1种;纯Ar时,实心焊丝有2种过渡形态,药芯焊丝电弧不稳、成形不好;φ(Ar)80%+φ(CO2)20%混合气体时,实心焊丝和药芯焊丝都在超过临界电流后实现了细颗粒轴向喷射过渡形态。
(2)焊丝成分。实心焊丝成分对临界电流的影响如表2所示,由表2可知:①同一保护气体时,不同牌号实心焊丝成分不同,临界电流也不同;②加入活性气体成分后,临界电流普遍减小(个别亦有增大者,如H18-8和H08Mn2Si);③同一焊丝不同保护气时,临界电流也有变化。从表1还可以推出,由于实心焊丝与药芯焊丝成分不同,熔滴过渡形态显然不同。对于药芯焊丝而言,不同牌号的焊丝成分也不同,熔渣的碱度也不尽相同,过渡形态定会有差异。

表1 不同保护气体下GMAW焊丝的熔滴过渡形态

表2 实心焊丝成分对临界电流的影响(直径φ1.2 mm)
(3)焊接参数。工艺参数对焊丝熔滴过渡形态的影响如表3所示,由表3可知,在涉及焊丝熔滴过渡形态的5种工艺参数中,关键参数是焊接电流和电弧电压。所有参数间的正确匹配至关重要。一旦匹配失当,熔滴过渡形态变异,会严重影响焊丝的工艺质量。
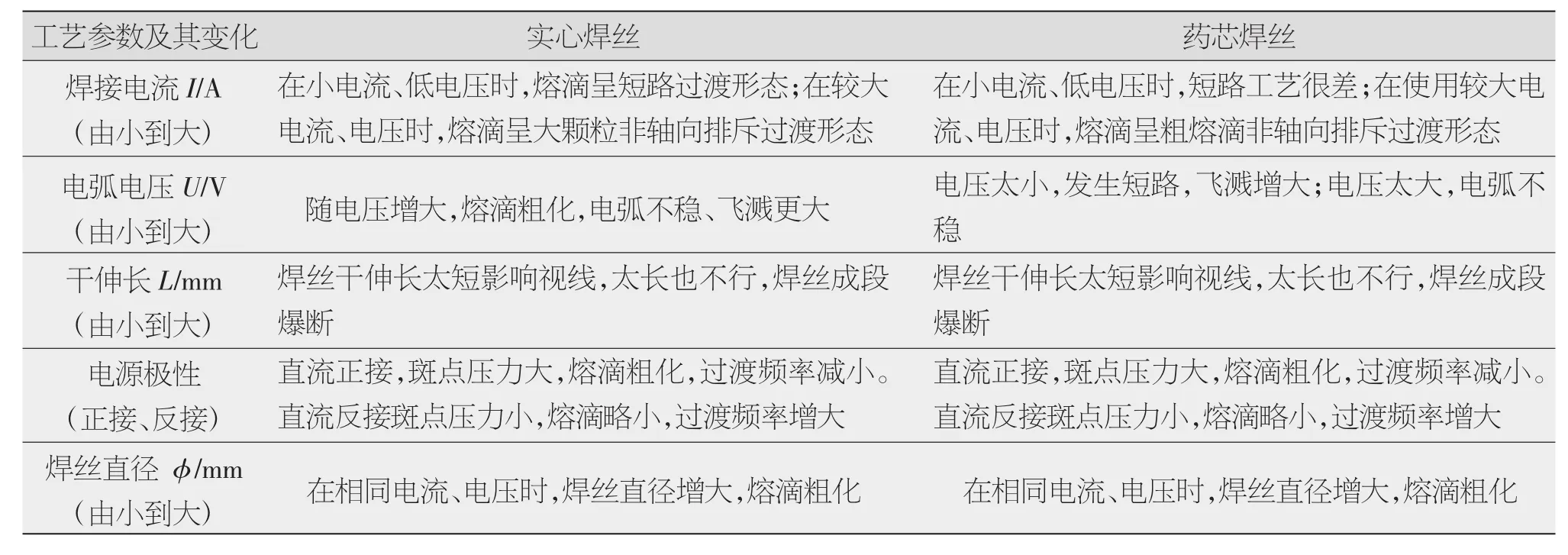
表3 工艺参数对焊丝熔滴过渡形态的影响(纯CO2气保护)
2 焊丝直径对GMAW熔滴过渡形态的影响
2.1 焊接电流对熔滴尺寸的影响
由图2可知,随着焊接电流的增大,所有焊丝都呈现出从大直径、低频率到小直径、高频率过渡的转变,转变后出现了一个细熔滴区。发生熔滴转变的区域称为转变区,发生转变时的电流称为临界电流。对于直径1.14 mm焊丝,转变后熔滴的平均直径变成小于焊丝的直径,符合喷射过渡的传统定义。但是对于直径0.90 mm、0.58 mm和0.41 mm的焊丝,虽然也发生熔滴的从大到小的转变,但是转变后熔滴的平均直径并未变得小于原来的焊丝直径(见图3、表4)。熔滴直径小于焊丝直径的传统喷射过渡定义不再适用于小直径焊丝[6]。
由图3和表4可知,转变电流后,除了直径1.14 mm焊丝熔滴平均直径略变小,其余细焊丝熔滴平均直径并未减小,而是有所增大。其原因可能是焊丝直径的减小,对熔滴变细有一定的限度,继续减小焊丝直径不能明显改变阳极斑点面积,电弧无法爬上熔滴,因此不会发生过渡形态转变[6]。
2.2 焊丝直径对转变电流的影响
焊丝直径与临界电流的关系如图4所示,由图4可知:①随着焊丝直径的增大,临界电流呈上升趋势。这是因为焊丝直径大,则电流密度小,熔化焊丝所需的热量增加,形成喷射过渡的临界电流值也随之增大。②不同保护气时,2条曲线不尽相同。总趋势是φ(Ar)90%+φ(CO2)10%保护气的转变电流高于φ(Ar)98%+φ(O2)2%的。这是因为不同气体介质对电弧电场强度、熔滴表面张力的影响不同。在Ar中加入O2和CO2使熔滴表面张力降低,都可降低临界电流值。可是由于Ar中加入φ(CO2)10%气体的氧化作用弱于Ar中加入φ(O2)2%,因此前者的临界电流值高于后者。③超细焊丝时未测出明显的临界电流。因为熔滴尺寸不小于焊丝直径,不遵循一般较粗焊丝的熔滴转变模式。
2.3 焊丝直径对熔滴过渡转变的机理
试验表明,当电弧覆盖熔滴表面时,粗滴状向喷射过渡转变发生。并有证据表明,当电弧覆盖整个熔滴时,从粗滴状到喷射的过渡发生了。熔滴的电弧包络将改变熔滴上作用力的分布,直接影响过渡形态[6]。

图2 不同焊丝的熔滴形态转变区(φ(Ar)90%+φ(CO2)10%)

图3 焊丝直径与喷射过渡熔滴平均直径的关系(φ(Ar)90%+ φ(CO2)10%)
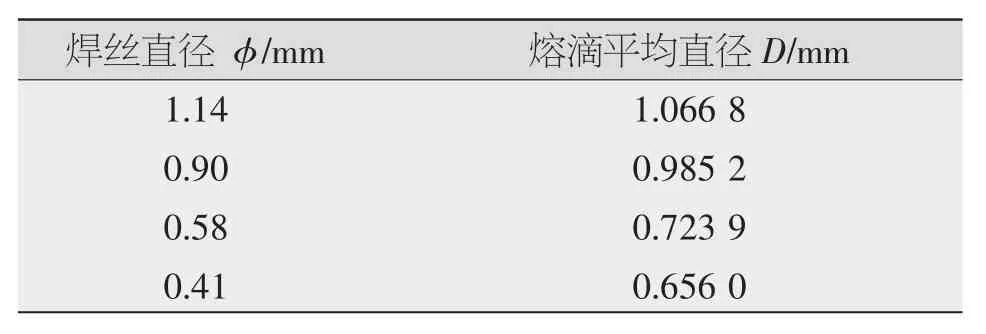
表4 焊丝直径与转变电流后熔滴的平均直径

图4 焊丝直径与临界电流的关系
焊丝直径对从粗滴状过渡到喷射过渡转变有影响,如图5a所示。在一个给定的电流和保护气体成分时,电弧包覆点是位于最大焊丝熔滴下方。当焊丝直径减小时,由于电流密度保持不变,电弧包覆点爬上熔滴(阳极斑点面积扩大)。当焊丝直径变得足够小时,电弧包覆点移动到熔滴上方,导致熔滴从粗滴状向喷射过渡的转变,其明显特征是熔滴直径小于焊丝直径。但是焊丝直径继续减细超过一定范围(见表4),直径1.14 mm时可发生过渡转变,但直径小于0.90 mm,增大电流不发生转变,因为熔滴尺寸不再减小(不小于焊丝直径)。此时(见图5b)焊丝直径不能明显改变阳极斑点面积,电弧无法爬上熔滴,熔滴不被细化,没有转变发生(高速摄影照片不显示电弧熔滴的包络和喷射过渡特征)。这一最新发现可能为当前脉冲技术研究领域提供新的课题。

图5 焊丝直径与熔滴过渡关系机理示意
3 保护气体对细焊丝熔滴过渡形态的影响
在保护气体中添加CO2导致电弧收缩,提高了转变电流,同时降低了过渡频率,当CO2高达25%时,无论电流如何,排斥过渡是熔滴过渡的主导模式。据报道,当CO2浓度从0增加到100%时,阳极斑点电流密度从7×103A/cm2增加到3.3×104A/cm2。计算表明,CO2电弧被更多地压缩。随着保护气中CO2含量增大,3种较细焊丝转变电流的变化趋势如图6所示。可以看出,对于1.14 mm焊丝,曲线呈上扬态势,但上升幅度不大,仅从260 A增至333 A,对转变电流影响效果甚微;对于0.58 mm和0.90 mm焊丝,曲线基本不升,尤其是0.58 mm焊丝,甚至略有下降。后2种焊丝的情况表明,CO2对较细焊丝熔滴过渡转变的影响,并未遵循一般较粗焊丝的模式,即随着CO2含量增大,电流密度提高,电弧被压缩,转变电流提高(因为阳极斑点需要较大电流来包覆熔滴实现转变)。在细焊丝中阳极斑点行为涉及的因素与较粗焊丝可能不同,这种影响目前尚在研究中[6]。
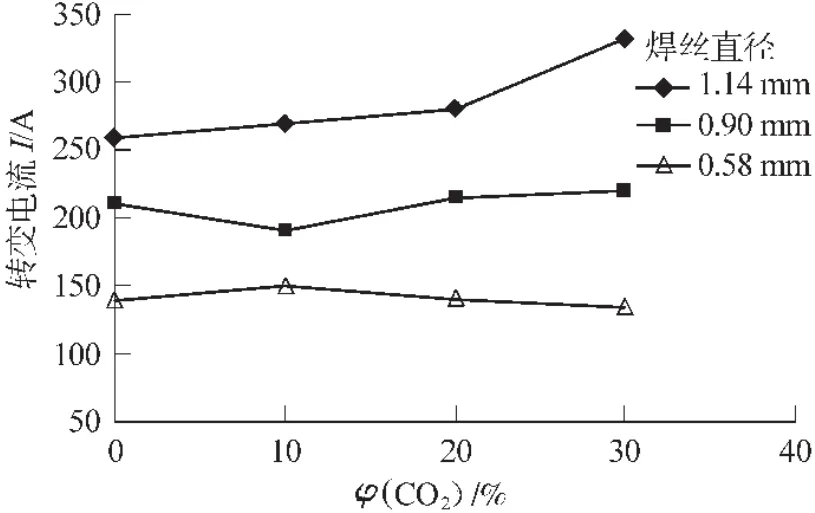
图6 保护气体成分对转变电流的影响
4种直径焊丝在不同CO2含量保护气焊接时的熔滴过渡形态如表5所示。由表5可知,对于前3种焊丝,CO2含量为20%时,熔滴呈轴向过渡,电弧稳定,工艺尚好;CO2含量超过20%时出现排斥与轴向混合过渡,甚至以排斥为主导,电弧不稳、飞溅大,工艺变差。无论焊丝直径如何,用含有30%以上的CO2保护气体成分时,排斥过渡仍占主导地位。
对于直径0.41 mm的超细焊丝,在φ(Ar)80%+ φ(CO2)20%时出现较粗焊丝更多的排斥过渡形态。试验研究发现,该焊丝转变后的熔滴直径并不随焊丝直径按比例减少,只是熔滴大小较均匀。这种现象与以往的规律相悖(焊丝直径减小后熔滴细化,可能导致电弧上爬到熔滴,迫使从大熔滴到喷射过渡转变,如图5a所示)。可以用图5b予以解释:实际上超细焊丝并未明显改变阳极斑点面积,电弧无法爬上熔滴,因此没有发生转变。

表5 几种混合保护气体的熔滴过渡形态
4 结论
(1)GMAW非短路时,电弧形态应属于连续、活动型;熔滴有3种基本过渡形态:大滴过渡、喷射过渡和短路过渡。影响GMAW熔滴过渡形态的因素主要是保护气体种类、焊丝成分和焊接参数。
(2)对于直径小于0.90 mm焊丝,转变电流以后熔滴的平均直径并未变得小于原来的焊丝直径,熔滴直径小于焊丝直径的传统喷射过渡定义不适用于小直径焊丝。随着焊丝直径减小,临界电流呈减小趋势,但超细焊丝未测出这种趋势。
(3)对于直径小于0.90 mm的焊丝,增大电流不发生转变,熔滴尺寸不小于焊丝直径,是因为焊丝直径不能明显改变阳极斑点面积,电弧无法爬上熔滴。这是该领域内最新发现。
(4)CO2对较细焊丝熔滴过渡转变的影响,并未遵循一般较粗焊丝的模式,即随着CO2含量的增大,转变电流提高。在细焊丝中阳极斑点行为涉及的因素与较粗焊丝可能不同。
(5)无论焊丝直径如何,用含有30%以上CO2保护气体成分时,排斥过渡仍占主导地位。
[1]周培山,谢芋江,杨昕,等.不同CO2气保焊工艺对Q345钢焊接接头的影响[J].电焊机,2014,44(5):213-216.
[2]魏小华.保护气氛对06Cr19Ni10钢焊接接头组织和力学性能的影响[J].电焊机,2015,45(10):150-153.
[3]Myers T.Choosing a Shielding Gas for FCAW[J].Welding Journal,2010,89(3):30-33.
[4]孙咸.钛型渣系气保护药芯焊丝焊接参数相互关系[J].电焊机,2011,41(8):75-79.
[5] Yelistratov A.Exploring the Forces that Shape Droplets during Gas Metal Arc Welding[J].Welding Jourma1,2013,92(5):48-52.
[6]Soderstrom E J,Mendez P F.Meta1 transfer during GMAW with thin electrodes and Ar-CO2shielding gas mixtures[J]. Welding Journa1,2008,87(5):124s-133s.
Effect of electrode diameters and shielding gases on droplet transfer form in GMAW
SUN Xian
(Institute of Welding Consumables,Taiyuan University of Technology,Taiyuan 030024,China)
In this paper,a new discovery of the influence of electrode diameter and shielding gas on the GMAW droplet transfer was reviewed.The results show that the average droplet diameters do not become smaller than the electrode diameters after the transition current,for the electrode with less than 0.90 mm diameter.As the electrode diameter decreases,the critical current shows a decreasing trend,but the trend of this kind of change is not detected in the superfine electrode.For with diameter less than 0.90 mm,transition does not occur when the current increases,because the electrode diameter can not change the anode spot area obviously,arc can not climb up the molten droplets.The effect of CO2on the transition of the droplet transfer in the fine electrode does not follow the normal electrode transfer mode that the transition current is increased as the CO2content increases.Repelled transfer is dominant with shielding gas compositions containing more than 30%CO2regardless of electrode diameter.
droplet transfer form;electrode diameter;shielding gas;gas metal arc welding;transition current
TG421
C
1001-2303(2017)08-0009-06
10.7512/j.issn.1001-2303.2017.08.02
本文参考文献引用格式:孙咸.焊丝直径和保护气体对GMAW熔滴过渡形态的影响[J].电焊机,2017,47(08):9-14.
2017-04-10
孙 咸(1968—),男,教授,主要从事焊接材料及金属焊接性方面的研究和教学,对焊接材料软件开发具有丰富经验;获国家科技进步二等奖1项(2000年),省(部)级科技进步一等奖2项,二等奖3项,发表学术论文160多篇;1992年获国务院颁发的政府特殊津贴。E-mail:sunxian99@163.com。
本文参考文献引用格式:孙咸.焊丝直径和保护气体对GMAW熔滴过渡形态的影响[J].电焊机,2017,47(08):9-14.
