三维数控雕刻机CAD/CAM多功能研究及其应用*
2017-09-08张兴武赵庆志刘纪凯王宏甲
张兴武,赵庆志,刘纪凯,王宏甲
(山东理工大学 机械工程学院,山东 淄博 255049)
三维数控雕刻机CAD/CAM多功能研究及其应用*
张兴武,赵庆志,刘纪凯,王宏甲
(山东理工大学 机械工程学院,山东 淄博 255049)
为克服传统数控雕刻机加工复杂二次曲线时用大量直线或圆弧拟合所导致的拟合误差,研究设计了基于PC+PCI-1750控制卡的开放式三维雕刻机数控系统,开发了能直接进行直线、圆弧、椭圆、抛物线、双曲线插补的差分插补控制程序,并用MasterCAM和差分插补理论研究开发了汉字、复杂三维图形的三维数控雕刻机控制系统,使得加工任意二次曲线、汉字和复杂三维图形的插补程序简捷统一,加工二次曲线的程序段极大减少,有利于提高加工质量,试验加工效果很好。
差分插补理论;MasterCAM;三维数控雕刻机
0 引言
插补任务作为数控系统的核心任务,其完成插补任务的质量和效率对数控机床的工作效率有极大影响[1],然而在我国众多中小企业中绝大多数的经济型数控系统依然只有直线、圆弧和螺旋线等简单的插补功能,引进国外系统或雕刻机成本太昂贵[2],为使三维数控雕刻机能直接插补直线、圆弧、椭圆、抛物线、双曲线等二次曲线,以满足更复杂的雕刻任务,在算法和功能上升级许多中小企业中的雕刻机数控系统,本文对差分插补理论[3]和数字积分插补理论[4]进行了研究,并成功开发了一个基于PC的开放式数控雕刻机控制系统。
1 系统整体设计
本数控系统的硬件部分是由PC、研华PCI-1750数据采集卡、驱动器、步进电机、变频器、电主轴等组成。系统采用开放式设计思路[5-6],分为6大功能模块:代码处理模块、插补模块、位控模块、手动模块、速度调节模块和仿真模块,各功能模块通过多线程实现并行处理,以提高系统可靠性与实时性。
2 差分插补理论
本文着重对差分插补理论进行了研究,作为二维平面图形插补算法,数字积分法作为三维图形插补算法。
2.1 曲线方程平移变换
差分插补理论要求将绝对坐标系中的曲线转化到相对坐标系第一象限内,即当曲线在插补过程中越过第一象限的时候,要将曲线经变换转化到第一象限中去。设绝对坐标系中的曲线方程为P(x)=Q(y),经表1中的平移变换即可转化到相对坐标系中[3]。

表1 曲线方程平移变换关系表
2.2 差分插补理论框图
以函数P(x)=axm(m为正整数)为例进行差分递推,第一个差分点为x=0,步长为1(下文中用jxim表示Pm(x)在xi的第m阶差分)。计算出各离散点的P(x)值后,由差分定义,可逐步的求出各点处的各阶差分和函数值,即:
P(xi)=P(xi-1)+jxi-11
式中:
jxi-11=jxi-21+jxi-22
设正高次曲线的方程为Pm(x)=Qn(y),该式中:
Pm(x)=amxm+am-1xm-1+……+a1x1
Qn(y)=bnyn+bn-1yn-1+……+b1y1
求出Pm(x)在x=0处的1~m阶差分和Qn(y)在y=0处的1~n阶差分,以曲线加工起点为原点,使起点处的切线位于相对坐标系的第一象限内,此时Pm(x)和Qn(y)在起点处的值都为0。每当X轴或Y轴进给一步,相应坐标点处的Pm(x)或Qn(y)值都要加上该点的一阶差分值,并且在进给过程中要尽量保持Pm(x)=Qn(y),差分插补理论的程序框图如图1所示。

图1 差分插补程序框图
在保持F=Pm(x)-Qn(y)最小的原则下,优先插补一阶差分值(jx1或jy1)较小的坐标轴,X轴和Y轴可单独进给,也可联动。当jx1<0或jy1<0时,就表示曲线越过了象限,要进行过象限处理:
当jx1<0时,进行过象限处理:jx1=-jx1,jx2=-jx2,jy2=-jy2,jy1=jy1+jy2,F=-F。当jy1<0时,进行过象限处理:jy1=-jy1,jy2=-jy2,jx2=-jx2,jx1=jx1+jx2,F=-F。图1中各参数含义:jx1,jx2表示Pm(x)的一阶和二阶差分。jy1,jy2表示Qn(y)的一阶和二阶差分。L1,L2,L3,L4表示绝对坐标系中的四个象限。L表示绝对坐标系中,当前插补位置的象限号。G表示计数方向,G=Gx时取X轴方向,G=Gy时取Y轴方向。jj表示插补计数次数。当G取X轴方向时,jj是曲线在X轴投影长度叠加之和。当G取Y轴方向时,jj是曲线在Y轴投影长度叠加之和。图1中的L1改为L4表示L由取L1改为L取L4,以此类推。
3 加工图形仿真显示
加工图形仿真显示功能可在加工前检验加工过程中走刀轨迹是否安全正确,以对代码进行检验和修改,可有效提高加工成功率,显著提高数控系的易用度[7-10]。运用图形学平移、缩放、旋转和投影原理并结合VC++在设计Windows程序的强大能力,即可实现数控系统的仿真和实时显示功能。
为了让数控系统以最优的形式显示加工图形,需要使加工图形在指定的显示区域(画布)居中显示出来,分三步进行:
(1)获取所加工轮廓的极限尺寸(最大和最小尺寸),这是最关键的一步,逐条检索加工指令,经插补运算获取XY方向轨迹值,对比获取XY方向最大轨迹值即为极限尺寸;获取加工轮廓最大尺寸的过程如图2所示,X和Y方向的最大最小尺寸分别用Xmax、Xmin和Ymax、Ymin表示。
(2)将图形以合适的比例缩放,使其大小可以全部显示在显示区域;将画布控件的长和宽定义为对应的变量length和width。定义长度方向和宽度方向的比例因子为bl_length和bl_width,则有:
此时求得的两个方向的比例系数不一定相同,必须统一取最小值才能使图形缩放后不产生变形。为避免图形轮廓太靠近画布边缘,再将和bl_width中所取的最小值再缩小10%,最终比例为:
bl_end=0.9×min(bl_length,bl_width)
(3)根据平面图形平移原理,将缩放好的图形平移至画布中心即可完成三视图的居中显示。平移时还要将所绘制图形的各点的Y坐标取反,因为计算机屏幕画布的Y坐标取向与所绘图形的坐标取向相反。正等轴测图居中显示时要用到正等轴测图变换矩阵将X、Y、Z三坐标转化成X、Z两坐标,然后运用上文中的居中显示方法即可实现轴测图的居中显示。

图2 获取轮廓极限尺寸流程图
4 二次曲线加工实例
该实例中加工的小牛图案工艺品是由直线、圆弧、椭圆、抛物线、双曲五种曲线组合而成,依照上文中的差分插补理论流程(图1),对该图形进行直接插补,整个加工过程见图3~图6。图3展示了实验平台和加工前的路径仿真;图4为系统界面;图5为加工场景;图6为雕刻完的小牛图案工艺品。按照差分插补理论编写了数控代码(图4界面中的部分代码),代码中包含了直线(G01)、圆弧(G02、G03)、椭圆(G05、G06)、抛物线(G07、G08)和双曲线(G09、G10)5种二次曲线代码。加工图6用到的代码只有94行,而在相同的雕刻参数下用MasterCAM导出的直线圆弧拟合代码达到了五千多行。由此可见差分插补理论方法极大地减少了加工二次曲线的程序段数,避免了大量拟合程序段所带来的拟合误差,有利于提高加工质量和效率。
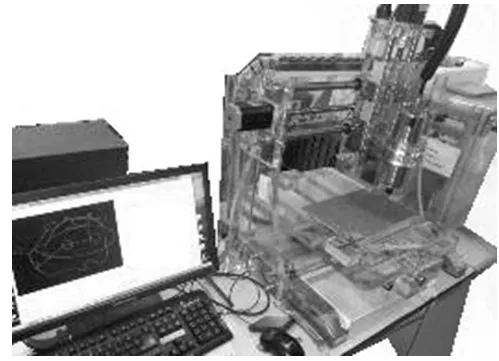
图3 实验用雕刻机加工小牛图案工艺品

图4 小牛图案工艺品加工界面

图5 小牛图案工艺品加工过程
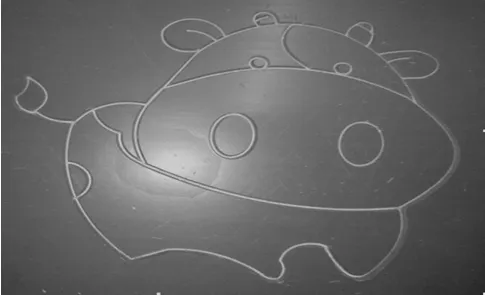
图6 小牛图案工艺品加工效果图
5 基于MasterCAM的汉字雕刻加工实例
用MasterCAM浮雕模块生成矢量汉字代码,再导入本系统,按照图1插补流程,进行加工,图7为加工出的汉字。

图7 汉字雕刻效果图
6 基于MasterCAM的三维复杂图形雕刻加工实例
在MasterCAM用灰度图建模并生成数控加工代码,将代码导入进本系统中,按照图1所示流程进行三维复杂轮廓加工,图8为加工出的三维工艺品照片。

图8 三维工艺品加工效果图
7 结论
通过实验验证了差分插补理论能够对直线、圆弧、椭圆、抛物线、双曲线等复杂曲线进行高精度插补,根据文献[3]插补误差不大于0.5个脉冲当量,加工轮廓光滑,拟合精度较高,可有效提高当前许多企业三维数控雕刻机系统对复杂线条的插补能力。
[1] 张志强,汪文津,王太勇.基于开放式计算机数控系统的插补模块开发[J].机床与液压,2010,38 (20):1-3.
[2] 蔡君义.经济型高速高精度数控雕刻系统开发[D].西安:西安建筑科技大学,2016.
[3] 赵庆志.基于可重构理论的慢走丝线切割机床控制系统研究与设计[D].南京:南京航空航天大学,2004.
[4] 刘萍,汪木兰,赵超.数控系统数字积分法插补原理研究与仿真[J].制造业自动化,2015,37(10): 23-25.
[5].雷立群,王戬.基于PC的全软件数控系统结构设计[J].机床与液压,2015,43(14):155-157.
[6] Kamran Latif, Yusri Yusof. New Method for the Development of Sustainable STEP-Compliant Open CNC System[J]. Procedia CIRP, 2016(40):230-235.
[7] 袁红兵,赵动动,谭鑫.基于OpenGL的三维数控铣削仿真系统的研究与开发[J].组合机床与自动化加工技术,2015(1):110-113.
[8] 吴婷,张礼兵,黄风立.面向数控系统的铣削加工仿真设计与实现[J].组合机床与自动化加工技术,2015(6):137-139.
[9] 魏胜利,彭云峰.开放式数控系统中远程加工形状设计与加工过程仿真研究[J].组合机床与自动化加工技术,2014(8):122-125.
[10] Jian Mao, Shiqing Liu, Zhu Gao. Three-axis NC milling simulation based on adaptive triangular mesh[J].Computers & Industrial Engineering, 2011,60(1):1-6.
(编辑 李秀敏)
Research and Application of Multi-function CAD/CAM Based on 3D CNC Engraving Machine
ZHANG Xing-wu, ZHAO Qing-zhi, LIU Ji-kai, WANG Hong-jia
(School of Mechanical Engineering, Shandong University of Technology, Zibo Shandong 255049, China)
In order to overcome the fitting error of the traditional CNC engraving machining complex quadratic curve with a large number of linear or circular arc ,designed an open 3D engraving machine CNC system based on PC + PCI - 1750 control card, developed a difference interpolation control program can interpolate linear, arc, elliptical, parabolic and hyperbolic directly, and developed 3D carving machine control system of Chinese characters, complex 3D graphics with MasterCAM and difference interpolation theory, made the interpolation procedures simple and unified when processing any quadratic curve, Chinese characters, and complex 3D graphics, the procedures section processing quadratic curve reduced significantly, helpful to improve processing quality, the experimental results very well.
difference interpolation; MasterCAM; 3D CNC engraving machine
1001-2265(2017)08-0119-03
10.13462/j.cnki.mmtamt.2017.08.031
2017-01-21;
2017-02-24
山东省自然科学基金(ZR2016EL13)
张兴武(1990—),男,山东济宁人,山东理工大学硕士研究生,研究方向为数控技术与装备,(E-mail)15401010008@stumail.sdut.edu.cn;通讯作者:赵庆志(1967—),男,山东日照人,山东理工大学硕士生导师,博士,研究领域为数控技术与装备,(E-mail)zhaoqzme@163.com。
TH166;TG506
A
