大型汽轮机外缸铸件收缩率初探
2017-09-07陆加见王国柱洪观镇刘为亮
陆加见 王国柱 洪观镇 刘为亮
(东方汽轮机有限公司,四川618000)
大型汽轮机外缸铸件收缩率初探
陆加见 王国柱 洪观镇 刘为亮
(东方汽轮机有限公司,四川618000)
介绍了大型汽轮机外缸铸件的零件结构特点,对几种不同功率、结构大型汽缸的收缩情况进行数据实测,分析总结出各自的收缩率合理选择值,有助于工艺人员设计铸造工艺时对收缩率的准确赋值,同时有利于保证铸件尺寸、几何形状精度。
大型汽轮机;外缸;收缩率
铸件在凝固和冷却过程中,体积和尺寸减小的现象称为收缩。金属从浇注温度冷却到室温要经历液态收缩、凝固收缩和固态收缩3个收缩阶段。在液态收缩和凝固收缩阶段铸件易产生缩孔、缩松缺陷。这两个阶段的收缩量通常用体收缩率来表示。固态收缩阶段只引起铸件外部尺寸变化,使铸件易产生内应力、变形和裂纹等缺陷。其收缩量用收缩率表示,铸造收缩率又称铸造线收缩率或缩尺,是指铸件在凝固收缩过程中各部位尺寸缩小的百分率。铸件收缩率=(模样尺寸-铸件最终尺寸)/铸件最终尺寸×100%。它与铸件合金种类、化学成分、铸型种类、冷却条件及铸件本身结构特点等因素密切相关。收缩率是铸造工艺中最基本的参数之一,在工艺设计时,收缩率的取值合适与否直接关系到铸件的尺寸和几何形状的精度。大型汽轮机外缸铸件轮廓尺寸较大,结构复杂,壁厚偏差大,工艺设计时收缩率赋值的准确与否对其尺寸、形状精度影响较大。
1 研究背景
我公司铸钢车间采用呋喃树脂砂生产汽轮机汽缸、阀门等铸件。汽轮机外缸是汽轮发电机组中的重要零件,现代大型汽轮机一般为双层汽缸结构,即外缸、内缸。外缸构成汽轮机的外壳,内缸、隔板套、汽封等零部件安装在外缸上。目前主流机型有高中压合缸和分缸结构,这样,外缸就分为高中压外缸、高压外缸和中压外缸几种。外缸一般由厚大的法兰和较薄的缸体组成,壁厚偏差大,结构复杂,制造难度大。如果因收缩率取值不合适,造成外缸铸件尺寸、形状偏差,后期装配时还可能出现干涉等问题。同时,形状偏差可能影响汽缸的通流面积,进而影响整个机组的功率。我公司外缸铸件一直沿用1.5%的收缩率,配合一定的补正量,铸件入库前检查发现存在一定的尺寸偏差,后期靠补焊、修磨等方式满足铸件尺寸、形状精度,控制难度较大且成本较高,故有必要对外缸铸件的收缩率进行研究。
2 研究方法
根据车间生产实际,选择了350 MW汽轮机高压外缸、600 MW汽轮机高中压外缸、660 MW汽轮机高压外缸3种汽缸的部分非加工尺寸,跟踪模样、砂型、铸件尺寸。跟踪模样、砂型尺寸主要是确定模样制作过程有无偏差。跟踪铸件尺寸,对比铸件尺寸与图纸尺寸的偏差情况,才能确定工艺设计时收缩率的赋值是否准确。分析实际偏差值的大小和产生偏差的原因,总结出合适的收缩率取值,可以为今后生产同类外缸铸件时收缩率的取值提供理论依据。

图1 外缸三维图
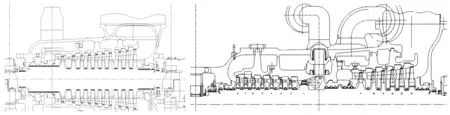
图2 外缸装配图

图3 660 MW汽轮机外缸断面图
3 外缸结构特点
从铸件三维图(见图1)、装配图(图2)、断面图(图3)可以看出,3种汽缸结构存在以下特点:轮廓尺寸相对较大,均由厚大的中分面法兰和较薄的缸壁组成,轴向两端为汽封档,壁厚过渡较大。内腔由砂芯形成,铸件凝固时,收缩阻力较大。
(1)350 MW汽轮机外缸主体轮廓尺寸为3759 mm×3062 mm×2465 mm,缸壁尺寸80~125 mm,法兰厚度453~563 mm,内部仅1个龙门档,其轮廓尺寸较小,结构较简单,相对其他外缸,尺寸、型线控制难度小。
(3)660 MW汽轮机高压外缸主体轮廓尺寸为4488 mm×2840 mm×1190 mm,缸壁尺寸90 mm,法兰厚度545 mm,内部有1个龙门档,相对其他外缸,该汽缸结构最简单,缸壁均匀,尺寸、型线控制难度最小。
根据零件结构,考虑测量的数据具有代表性,主要选取汽缸轴向、径向非加工面尺寸进行分析比较。测量位置如图4所示。轴向(长度方向)选择了汽缸内腔非加工最大尺寸a和外侧法兰面最大非加工尺寸b。径向(宽度方向)选择了汽缸内腔非加工最大尺寸c,外侧法兰面最大非加工尺寸d。测定各种汽缸模样、砂型以及铸件的a、b、c、d尺寸,可以对比分析铸件的收缩情况,取得收缩率的合理取值范围。
妈妈们每天给宝宝喂奶、洗澡、陪玩时,有没有发现宝宝的腿长短不一?或者并拢时样子很奇怪?直立时脑袋总歪向一边?宝宝的骨骼、关节的发育很容易出现这样那样的问题,看看本篇骨骼关节常见问题,你就知道宝宝究竟怎么了。
这样的情况比比皆是,集中出现于17世纪早期《图像学》版本的文本中。在对待前人著述中的“既有”成果方面,里帕作为一名“知识搬运者”,保持了文艺复兴时期对古典文化一以贯之的尊崇态度。
4.4 660 MW汽轮机高压外缸
4 收缩数据统计分析
4.5 小结
(2)600 MW汽轮机高中压外缸为高压、中压合缸结构。主体轮廓尺寸为5273 mm×3780 mm×1908 mm,缸壁尺寸50~125 mm,法兰厚度453~563 mm,内部有4个龙门档。相对其他外缸,该汽缸结构最复杂:从高压到中压径向尺寸偏差大,轮廓尺寸大,壁厚偏差大,龙门档多,尺寸、型线控制难度最大。
4.2 350 MW汽轮机高压外缸
4.3 600 MW汽轮机高中压外缸

图4 测量位置

表1 350 MW汽轮机高压外缸尺寸对比
对350 MW汽轮机高压外缸,共跟踪测量了6半,模样及砂型尺寸偏差不大。但铸件尺寸因测量时机不一致,部分是落砂后测量,部分是消缺打磨后测量,铸件实物尺寸有一定的偏差。350 MW汽轮机高压外缸尺寸对比如表1所示,表1中取值为平均值。从表1可以看出,350MW机组高压外缸收缩率在1.45%~1.61%范围内,工艺上取值1.5%,同时在径向内外圆设置了适当的补正量,最终铸件实物尺寸基本能满足设计要求。
对600 MW汽轮机高中压外缸共跟踪测量了4半,模样及砂型尺寸偏差不大。因中分面冒口、补贴较多,气割后基本无法测量铸件尺寸,表2中尺寸均是消缺打磨后测量。600 MW汽轮机高中压外缸尺寸对比如表2所示。从表2可以看出,600 MW机组高中压外缸收缩率在1.13%~1.18%范围内,工艺上取值1.5%,且在径向内腔直面设计了单边15 mm的补正量,存在“缩不回去”的情况。实物轴向汽封档内侧工艺上设计了30 mm加工余量,粗加工时表面大部仅能见光。内腔直面因补正量太多,后期铸件粗加工后出现龙门档凹入铸件的情况。分析这种高中压合缸外缸的结构可以发现:径向尺寸从高压侧向中压侧逐渐扩大,呈“T”字结构,且缸壁厚度从125 mm过渡到50 mm,同时,零件的轴向尺寸较大,铸件浇注后受到的收缩阻力较大,故难于缩回。工艺上在内腔非加工面设置了较大量的补正,并且在分型面设置了两根截面100 mm×100 mm的拉棒,但效果不明显,铸件实物尺寸与蓝图尺寸偏差较大。
在坚持调解优先同时,诸暨市强调对调解工作法治化、规范化的要求。对不适宜调解或明显调解不成的案子,及时建议当事人采取诉讼方式解决。
整个时代发展的大趋势之下,我国现代企业也需要在自身的营销模式上进行系统的创新和变革。通过前文的分析可以看出,我国企业要想结合电子商务进行营销模式的创新,首先要在思想观念方面进行有效的更新,并且要立足于消费者主体来进行营销渠道和模式的建立。其次是要立足于全局观念,提出电子商务营销创新的战略,提升企业在电子商务背景下营销策略创新的有效性。最后则是要求企业的管理者要树立相应的创新意识,特别是要促进相关营销人才的培养和选拔。只有这样,不断顺应时代发展的趋势,企业才能够可持续的进行发展。

表2 600 MW汽轮机高中压外缸尺寸对比
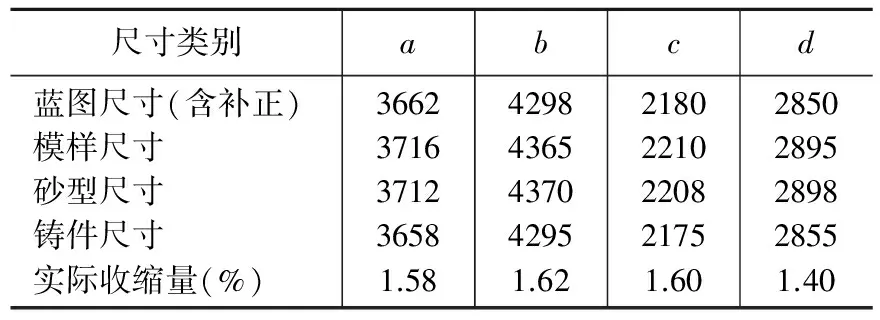
表3 660 MW汽轮机高压外缸尺寸对比
对660 MW汽轮机高压外缸共跟踪测量了4半,模样、砂型、铸件及实物尺寸偏差不大。660 MW汽轮机高压外缸尺寸对比如表3所示。从表3可以看出,660 MW机组高压外缸收缩率在1.40%~1.62%范围内,工艺上取值1.5%,同时在径向内外圆设置了适当的补正量,基本能满足设计尺寸要求。
4.1 数据来源
本篇论文通过问卷调查和访谈的形式针对泰国汉语学习者进行关于拒绝言语行为使用的调查,依据社会地位和社会距离的不同来进行研究分析。结果表明,社会地位与社会距离对泰国汉语学习者选取拒绝言语行为的策略都有一定影响。泰国汉语学习者与汉语母语者所采取的拒绝策略相类似,而泰国汉语学习者可能由于汉语水平的问题采取直接拒绝的行为比汉语母语者要更为频繁。总之,语言受文化的影响,想要真正掌握一门语言,需要理解其背后的文化内涵,只有这样最终才能恰当地运用汉语进行得体的交际。
根据项目前期策划并结合实际生产情况,目前跟踪测量了3种汽缸的尺寸:D350J高压外缸、D600C高中压外缸、D660AL高压外缸,包括模样尺寸、砂型尺寸、铸件尺寸。最终,D660AL、D350J高压外缸铸件尺寸与蓝图尺寸较接近,偏差较小,分析原因:一方面两种汽缸缸壁厚度较大且较均匀,无大的过渡;另一方面两种汽缸轮廓尺寸较小,浇注后凝固过程中收缩阻力较小,故尺寸偏差较小,收缩率选择较合理。而D600C高中压外缸为高中压合缸结构,零件轴向、径向壁厚过渡大,轴向尺寸较长,浇注后因砂芯阻力等原因,存在径向、轴向收不回去的现象(铸件尺寸与蓝图尺寸有一定的偏差),说明收缩率选择不太合理。
5 结论
造成外缸铸件尺寸偏差的主要原因应是收缩率选择问题。在实际生产中,对复杂的高中压合缸结构外缸,缩尺可由现行的1.5%缩小为1.1%~1.2%左右,考虑铸件变形、借量等因素,同时辅以在内腔非加工面增设适当补正量,就可以保证铸件尺寸符合设计要求。对结构相对简单的高压外缸类铸件,可以取1.5%的缩尺,辅以在非加工面增设少量补正以备借量时用。
此类反应很容易进行,但一般只生成分子内具有酯的羧酸,业内戏称为“单边外交”。如果需要进一步酯化,则需在酸催化下进行一般的酯化反应。
铸造收缩率要结合实际情况来选择。对同一个大型铸件,由于结构上的原因,其轴向与径向或长、宽、高3个方向的收缩率可能不一致。对于尺寸精度要求较高的大型铸件,各个方向应给以不同的收缩率。在实际生产中,一般的大型铸件,特别是尺寸不大的大型铸件,各个方向都用同1个收缩率,可以方便模样的制造,这样会造成一些误差,但可以辅以适当的工艺补正量予以弥补。
当然,铸件的收缩率与铸件合金种类、化学成分、铸型种类、冷却条件及铸件本身结构特点等因素都有关,要准确取值,还需要多方面研究。本文因汽缸铸件的生产周期较长,对各种汽缸,仅对比分析了2~3副,最后得出的结论可能存在一定的偏差,需要在今后的工作中进一步总结完善。
[1] 温永都,李冬琪,朱承兴. 铸造检验技术[M]. 北京:机械工业出版社,1989.
[2] 陈国桢,肖柯则,姜不居. 铸件缺陷和对策手册[M]. 北京:机械工业出版社,1996.
[3] 李魁盛. 铸造工艺及原理[M]. 北京:机械工业出版社,1989.
[4] 李新亚.铸造手册:铸造工艺(第三版)[M]. 北京:机械工业出版社,2011.
[5] 周祚超. 圆弧铸件的线收缩行为及线收缩率的正确选择[J]. 铸造,2010(7):655-657.
[6] 刘杰. 涡轮叶片铸件收缩率计算与分析[J]. 现代制造工程,2008(3):9-11.
[7] 黄天佑. 大型铸钢件生产的现状与关键技术[J]. 铸造,2007(9):899-903.
编辑 杜青泉
Primary Exploration of Shrinkage of Large Steam Turbine Outer Cylinder Castings
Lu Jiajian, Wang Guozhu, Hong Guanzhen, Liu Weiliang
This paper introduces the structural characteristics of large steam turbine outer cylinder castings, measures the shrinkage data of several different powers and structures on large cylinder, analyzes and sums up their reasonable choices of shrinkage value, it makes a contribution to the technologist accurately evaluate the shrinkage during design of casting process, at the same time, it is helpful to ensure the precision of casting size and geometry.
large steam turbine, outer cylinder, shrinkage
2017—02—21
陆加见(1975—),男,硕士,高级工程师,主要研究汽轮机铸钢件铸造工艺、生产质量控制。
TG24
B
