车架内外纵梁一体成形模具设计与应用
2017-09-03徐迎强汤敏刘程张国兵安徽江淮汽车股份有限公司
文/徐迎强、汤敏、刘程、张国兵·安徽江淮汽车股份有限公司
车架内外纵梁一体成形模具设计与应用
文/徐迎强、汤敏、刘程、张国兵·安徽江淮汽车股份有限公司
纵梁是卡车车架的骨架部分,传统生产流程为内外纵梁各自成形后装配铆接,存在工装开发成本高、铆焊装配困难及需要削减纵梁的抗弯强度等问题,本文分析了内外纵梁一体成形工艺设计及结构设计的特点,并将制造加工出的模具成功应用于多个项目中。
纵梁是卡车车架的骨架部分,纵梁长度一般为5~10m不等,从其断面来看汽车车架纵梁是典形的U形件,包括内纵梁和外纵梁零件。一般传统成形工艺,汽车车架纵梁内外板是各自落料冲孔,各自成形,模具开发成本高,成形后考虑精度存在差异,容易造成纵梁内外板装配孔位置不吻合,导致铆焊装配困难,且内外板形面因不吻合导致装配间隙大,装配间隙大会削减纵梁的抗弯强度。
内外纵梁一体成形是在一副模具中完成内外纵梁的成形,主要工艺流程包括:①首先将车架纵梁内、外板各自落好料,预留塞焊孔位;②将各自落好的车架纵梁内、外板料按照装配的位置塞焊在一起,并打磨处理;③将焊接在一起的车架纵梁内、外板放入纵梁成形模里成形。本工艺避免了纵梁内外板各自成形孔位置不对位造成装配困难的问题,并且装配间隙也很小,提高纵梁的抗弯强度,减少成形模具投资成本并降低生产成本,应用前景广阔。
零件工艺性分析
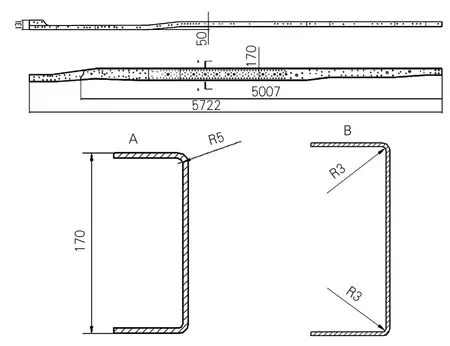
图1 内外纵梁零件图(A外梁、B内梁)
图1为内外纵梁零件图,零件材料都为B510L(屈服强度≥355MPa,抗拉强度为510~630MPa,延伸率≥24%),内纵梁厚度为3.0mm,外纵梁厚度为5.0mm,外观尺寸为5722mm(内梁为5007mm)×170mm×131mm,台阶落差为50mm,内纵梁内外R角为3mm及6mm,外纵梁内外R角为5mm及10mm。该产品的主要技术要求:生产节拍(≥3.5SPM)、张口度(0~2mm)、上下翼面不齐度(±1mm)、扭曲度(3mm)、翘曲度(4mm)、台阶落差(±2mm)及面品(在全长范围内,上下翼面及腹面不得有起皱、拉毛、暗伤和裂纹等缺陷)。
由于内外纵梁一体成形工艺的特点,内梁外R角与外梁内R角设计一致,考虑最小内R角要求(内R≥料厚t)及零件回弹控制特点,外梁内R角从R5→R6mm。在外梁落料冲孔模不调整的基础上,板料R角处中性层弧长变更:△L=L变更后-L变更前=(2+п×7.5/2)-п×8.5/2=0.42(mm),如图2所示,因此外梁翼面料边及孔位向翼面上方移动0.42mm。考虑内外梁孔位同心要求及现有内梁落料冲孔工艺方案(等离子切割+数控冲),同步调整内梁翼面料边及孔位向翼面上方移动0.42mm。根据车架装配中纵梁铆接孔直径(φ11mm)与铆钉直径(φ10mm)相差1mm,孔位变更在公差范围内,不影响铆接操作,同时装配件装配精度均用相应工装夹具保证,因此装配件(横梁及支架等)不作调整。
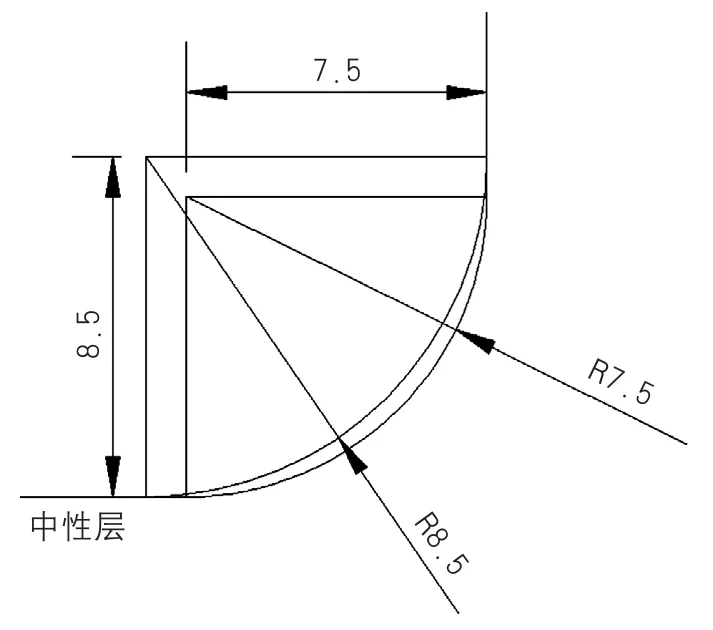
图2 板料R角处中性层弧长
现有外梁变截面圆角如图3所示,仅为R15~R25mm,而凸R多料处模具较易磨损、易多料;凹R少料处翻边容易开裂或者变薄率超差,同时由于过渡区圆角小,零件成形后变形均匀性相差大,零件成形后容易产生形面扭曲。图4为成形仿真结果,经产品核对提出ECR,其过渡圆角R15mm调整为R85mm,R25mm调整为R95mm。

图3 外梁变截面圆角
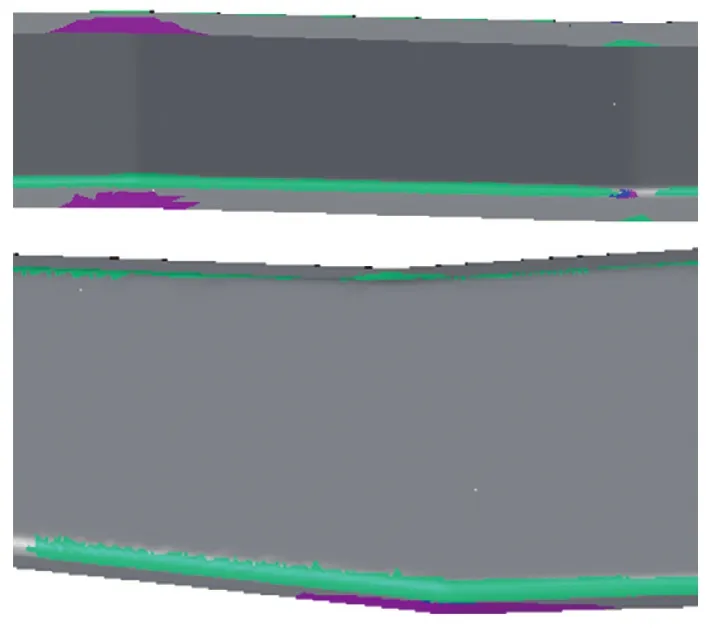
图4 成形仿真结果
模具结构设计
图5和6为车架内外纵梁一体成形模断面图,它是典形的成形模结构,凸模在上,凹模和托料板在下,由机床顶杆提供托料力。本模具凸模、凹模采用镶块拆换的拼接方式,凸模成形镶块固定于凸模固定座上,凹模成形镶块固定于凹模固定座上。固定座以T形螺栓和销钉固定在相应模架上,生产不同产品时,采用抽、插、平移镶块的形式组合不同结构,实现快速换模。
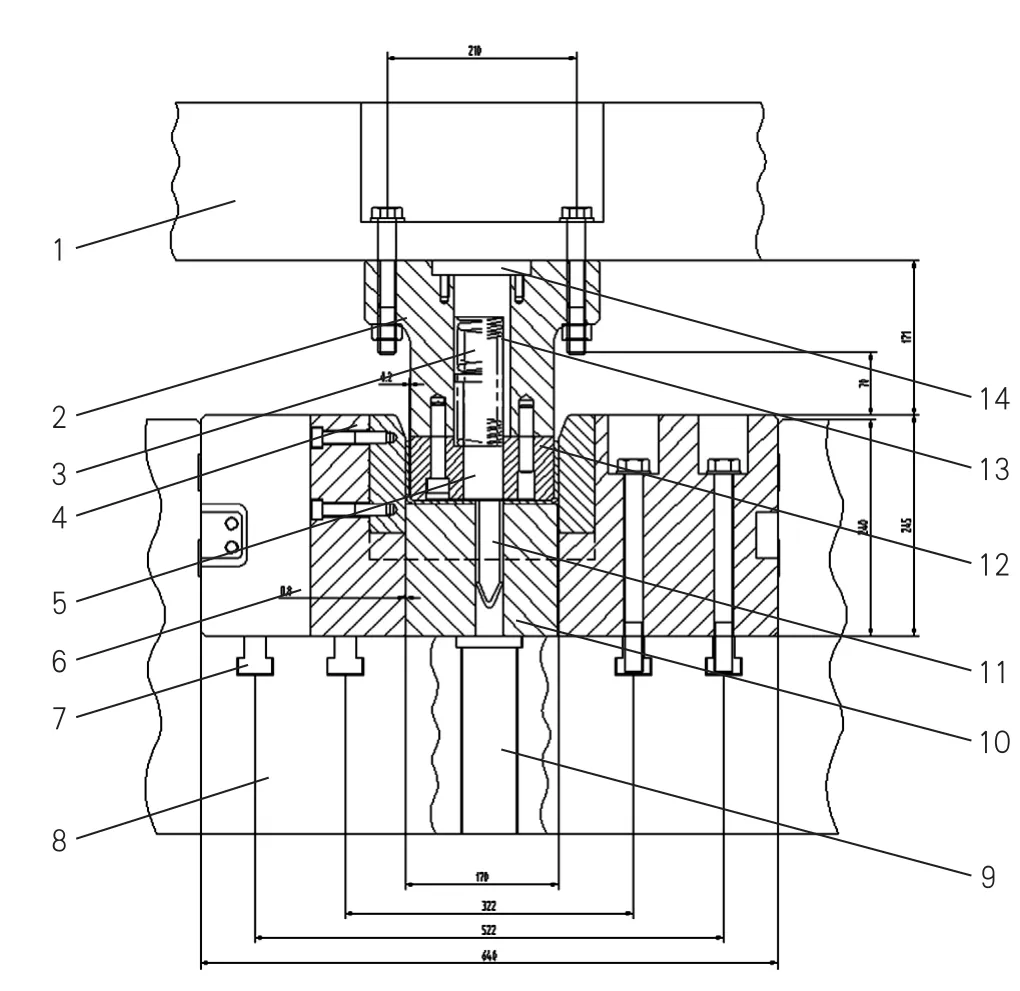
图5 车架内外纵梁一体成形模断面图(单梁区域)
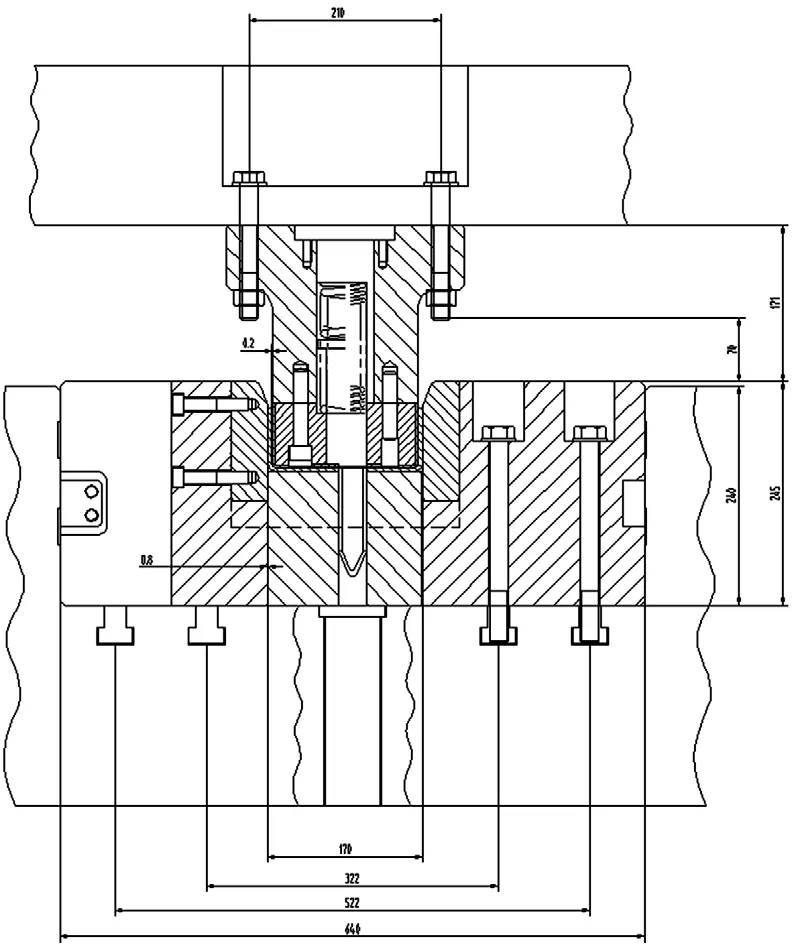
图6 车架内外纵梁一体成形模断面图(双梁区域)

图7 导正销及卸料杆装配图
图7为导正销及卸料杆装配图。导正销通过导正销固定板以螺钉固定在凸模成形镶块上,后端装配上弹簧及弹簧固定板,弹性结构可防止零件定位不准后导正销无法导入零件孔产生干涉。导正销材质为调制处理的45钢,导正销工艺孔数量需根据产品形状及长度来定,本模具用5个导正销工艺孔,右侧整个平面段设置3个导正销,工艺孔径为φ28mm,其中左侧变截面段设置2个导正销,考虑板料流动采用腰形孔,工艺孔径为25mm×40mm,导正销导入长度要足够长,保证在成形之前20mm准确定位。
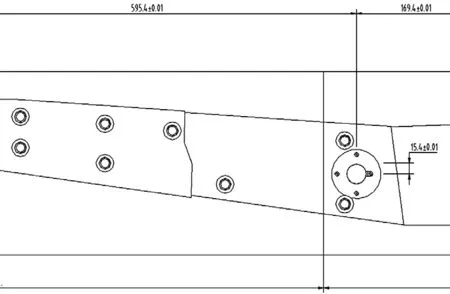
图8 凸模台阶造形
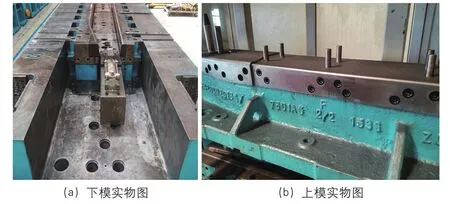
图9 模具实物图

图10 零件实物图
由于车架纵梁成形到底时纵梁零件包裹在凸模上,需要进行强制卸料,本模具卸料为弹簧弹性卸料,卸料行程为60mm,根据经验,模具的卸料力不小于成形力的6%,本模具卸料力不小于1800kN,一个TM70的弹簧卸料力为16kN,需安装弹簧113个,且等截面区域均匀分布,变截面区域分布加密。
在产品内梁端头处,凸模设置台阶造形,考虑内梁下料工艺的公差,模具上台阶变更位置超出止口3mm,避免成形时模具与料片干涉,影响成形效果,台面位置光滑圆角过渡处理,如图8所示。
实物及生产验证
根据上述设计工装结构图,设计加工出内外纵梁一体成形模具,上模与下模实物如图9所示,利用该模具进行了零件试制,试制零件如图10所示,经三坐标精度检测,各项指标达标,装车时孔位一致性提高,车架总成精度合格。
结束语
本文研究应用内外纵梁一体成形模具,研究了工艺设计及结构设计的特点,并将设计加工出的模具成功应用于多个项目中。本工艺避免了纵梁内外板各自成形孔位置不对称造成装配困难的问题,并且装配间隙也很小,提高纵梁的抗弯强度,减少成形模具投资成本并降低生产成本,应用前景广阔。
徐迎强,工程师,主要从事车身冲压过程CAE仿真,工艺文件编制、模夹具调试、品质基准书编制及公差分析工作,主持完成调试瑞风M3项目获得安徽省省级科技成果奖,拥有14项专利。
