汽车用镁合金冲压件的应用与发展(上)
2017-09-03付传锋中车戚墅堰机车车辆工艺研究所有限公司胡亚民重庆理工大学材料科学与工程学院
文/付传锋·中车戚墅堰机车车辆工艺研究所有限公司 胡亚民·重庆理工大学材料科学与工程学院
汽车用镁合金冲压件的应用与发展(上)
文/付传锋·中车戚墅堰机车车辆工艺研究所有限公司 胡亚民·重庆理工大学材料科学与工程学院
由于镁合金是密排六方晶格,塑性很差,因而镁合金的冲压工艺与其他常用材料的冲压工艺相比,难度较大,这是阻碍镁合金板材广泛应用的重要原因之一。不少研究人员在镁合金板材变形行为方面已进行了一定的研究,建立了镁合金变形过程中材料的化学成分、组织等因素决定材料性能与冲压成形之间的关系,也开发了少量镁合金冲压成形件,但还不够普及,缺乏系统性。
十多年前的情况
十多年前我在重庆工学院就读本科时跟胡亚民老师一起研究镁合金的等温成形,我们成功研制出镁合金电动螺丝刀刀柄的挤压件及其成形工艺,螺丝刀刀柄的等温挤压成形件如图1所示。2004年,化学工业出版社同时出版了湖南大学陈振华老师的《镁合金》和重庆理工大学张津老师的《镁合金及应用》。在《镁合金及应用》的前言里,提到该书的校对由重庆工学院胡亚民教授完成,胡老师在该书上花了不少心血。2005年,化学工业出版社又出版了陈振华的《变形镁合金》。在这几本书里,着重介绍了镁合金广阔的应用前景。
冲压是指利用金属的塑性,通过冲压模具和相应的冲压设备对固态的金属板材施压,获得所要求形状和尺寸的零件加工方法。镁合金产品主要是铸件,由于其塑性差,产品尺寸有限,成品率很低,限制了镁合金的应用范围。虽然镁合金冲压成形研究已取得了一定的进展,但还缺乏系统性,这也给镁合金板材在工业中的广泛应用造成一定的困难。
差温拉深(图2)是利用坯料法兰部分与凸模圆角部分的温度差,以改变坯料法兰部分的屈服强度与凸模圆角部分坯料的抗拉强度之比,从而提高拉深极限比的一种方法。这种方法的原理是否正确,人们有不同的看法,国内尚未见有关生产方面的报导。因而,采用时必须考虑有关技术参数的合理选用,否则会走入歧途。镁合金冲压件产品,如0.3mm厚的手机壳、杯形件、半球形件。

图1 镁合金电动螺丝刀刀柄等温挤压成形件
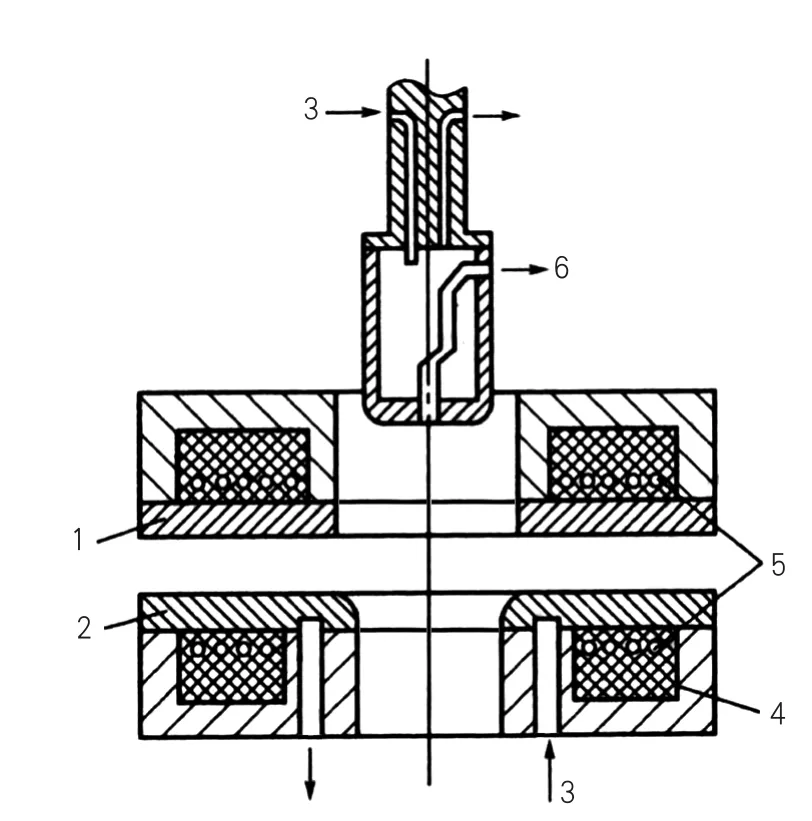
图2 差温拉深模具示意图
然而,在这过去的十多年内,人们见得比较多的是镁合金等温模锻件或等温挤压件的科研和开发产品。而对于镁合金冲压成形件产品开发介绍较少,在汽车上的应用和实践也是凤毛鳞角。
镁合金板料成形工艺有弯板成形(如图3)、拉深成形、无模成形(如图4)。无模成形也有人称之为橡胶垫成形,只用一个成形垫块,相当于凹模,不需要制作复杂的模具,非常简单。
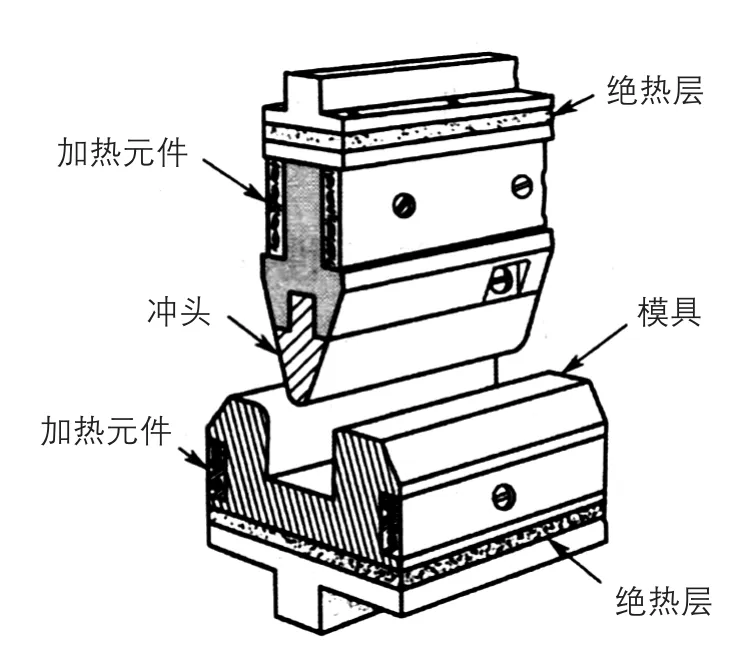
图3 镁合金弯板成形
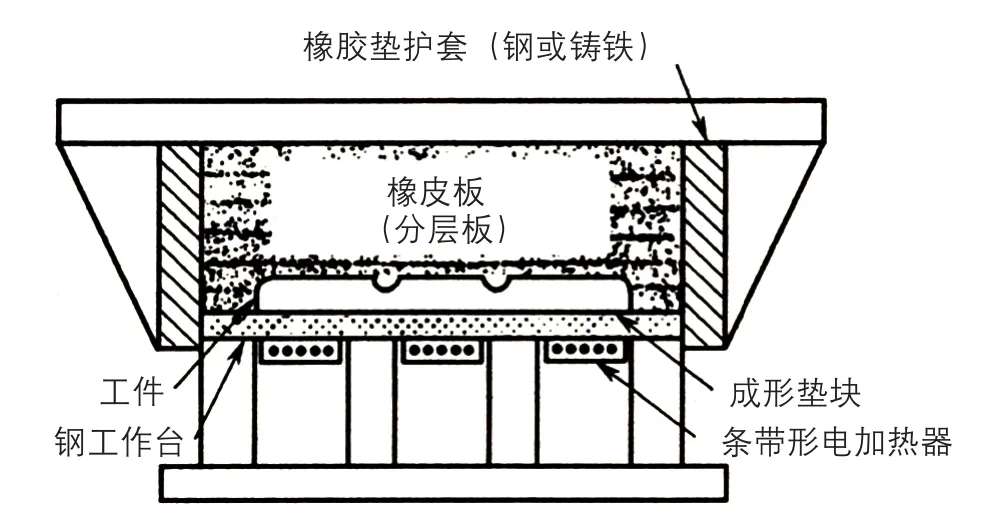
图4 无模成形(橡胶垫成形)
现在的情况
尽管镁合金的铸造成本和铝相差不多,但是由于镁合金在常温下成形差,需要在一定温度下成形,增加了模具加工成本。此外,进行特殊的防腐处理也增加了成本。因而,镁合金在汽车工业领域缺乏大规模的应用。由于高昂的研发成本,导致镁合金成形件现阶段的价格较高。
现在研究镁合金的液态模锻和挤压的人越来越多,不少大学取得了可喜的成果并发表了相关论文。开发得最好的产品是汽车用轮毂。虽然镁合金已被应用到部分车身零件上,但都是压铸镁合金零件,真正开发成功的汽车冲压件很少。变形镁合金板应用于门盖零件上,由于成形工艺、耐腐蚀性等问题都没有有效解决,还处于样件试制阶段。
目前,对镁合金板材在汽车外覆盖件上应用研究的进展不及在覆盖件内板上的进展,主要因为汽车车身外覆盖件的品质要求高。外覆盖件在整车行驶时可能要受到外界砂石或坚固物体的撞击,破坏撞击区域的油漆涂层,可能会使金属基体外露。镁合金板材一旦发生外露,很快会发生锈蚀、腐蚀,不但影响美观,甚至导致功能失效。而目前根据现有工艺制造的镁合金板材件,其外观质量不及铝合金或钢。
另外,用镁合金板材制作汽车外覆盖件,也不适应现有的车身内外板连接工艺。由于镁合金在常温下成形性能差,在常温下包边,会产生裂纹。为了得到较好的表面品质,包边也必须在对零件加热到合适的温度才能进行。在270~280℃下进行内外板包边,避免了零件外表面产生塑性变形或裂纹,但工业化生产中还必须克服一些工艺困难。
镁具有较高的还原电势,使它非常容易与其他金属材料发生电化学腐蚀。当镁合金和汽车常用结构材料,如铝合金或者钢零件直接接触时会发生电化学腐蚀反应。为了避免发生腐蚀,需要进行相关防腐处理,将其与其他零件隔绝,还要保持环境干燥。
目前镁合金零件的冲压成形工艺主要是中温冲压成形和超塑性成形。由于镁合金具有密排六方晶体结构,与铝、铜等具有面心立方结构的金属相比较而言,对称性较低,一般在150℃以上的合适温度下进行热冲压成形。
在175℃时,镁合金杯形件拉深的拉深比可达2.0,在225℃时甚至可达3.0,超过室温下钢板的拉深比2.2和铝板的拉深比2.6。此外,很多变形镁合金在一定条件下具有超塑性,可以一次成形复杂的零件。
相关文献介绍了镁合金拼焊板拉深成形盒形件的开发应用研究情况,以及轿车镁合金顶盖前横梁的结构设计,并用仿真模拟软件分析了钢顶盖前横梁和镁合金顶盖前横梁的模态、强度、刚度及顶压等性能。结果表明,镁合金顶盖前横梁能达到钢顶盖前横梁同等的刚度、强度,而且减重约40%。图5为AZ60镁合金汽车垫片,厚度为2mm。AZ60镁合金具有较高的弹性,良好的塑性,可以冲裁加工。冲裁间隙很小,加大了模具的加工成本和加工难度。
一般情况下,冲孔件公差等级小于等于IT9级,冲裁件的经济公差等级小于等于IT14级,落料公差等级小于等于IT10级,而图5中绝大部分尺寸属于IT11级,尺寸精度要求较高,尤其是弯曲特征开口的尺寸、位置精度均要求特别高。
镁合金汽车垫片成形模如图6所示,条料由承料组件送进模具内,向前送进,上模下行。第1个工位:两个圆孔凸模完成冲孔,侧刃凸模将条料切出台阶,条料向前送进。第2个工位:冲3mm×12mm的方孔及2mm×22mm的搭边孔,此时第1个工位完成其工序,条料向前送进。第3个工位:冲两个异形孔,此时第1个工位与第2个工位完成其工序,条料继续向前送进。第4个工位:空位,此时第1个工位、第2个工位及第3个工位完成其工序,条料继续向前送进。第5个工位:弯曲凸模完成弯曲工步,此时第1个工位、第2个工位、第3个工位及第4个工位完成其工序,条料继续向前送进。第6个工位:空位,此时第1个工位、第2个工位、第3个工位、第4个工位及第5个工位完成其工序,条料继续向前送进。第7个工位:切断凸模将零件从条料上切断,此时第1至第6个工位完成其工序,条料继续向前送进。如此周而复始完成镁合金汽车垫片的冲压工作。
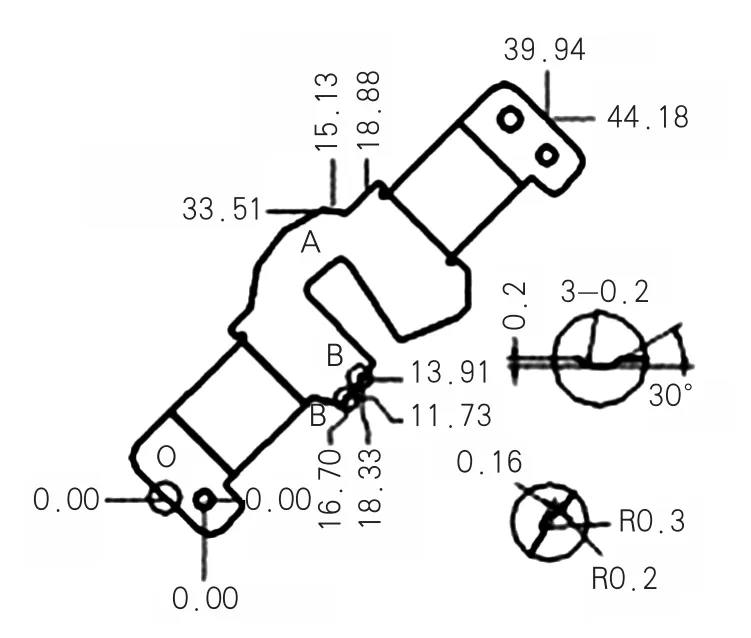
图5 镁合金汽车垫片
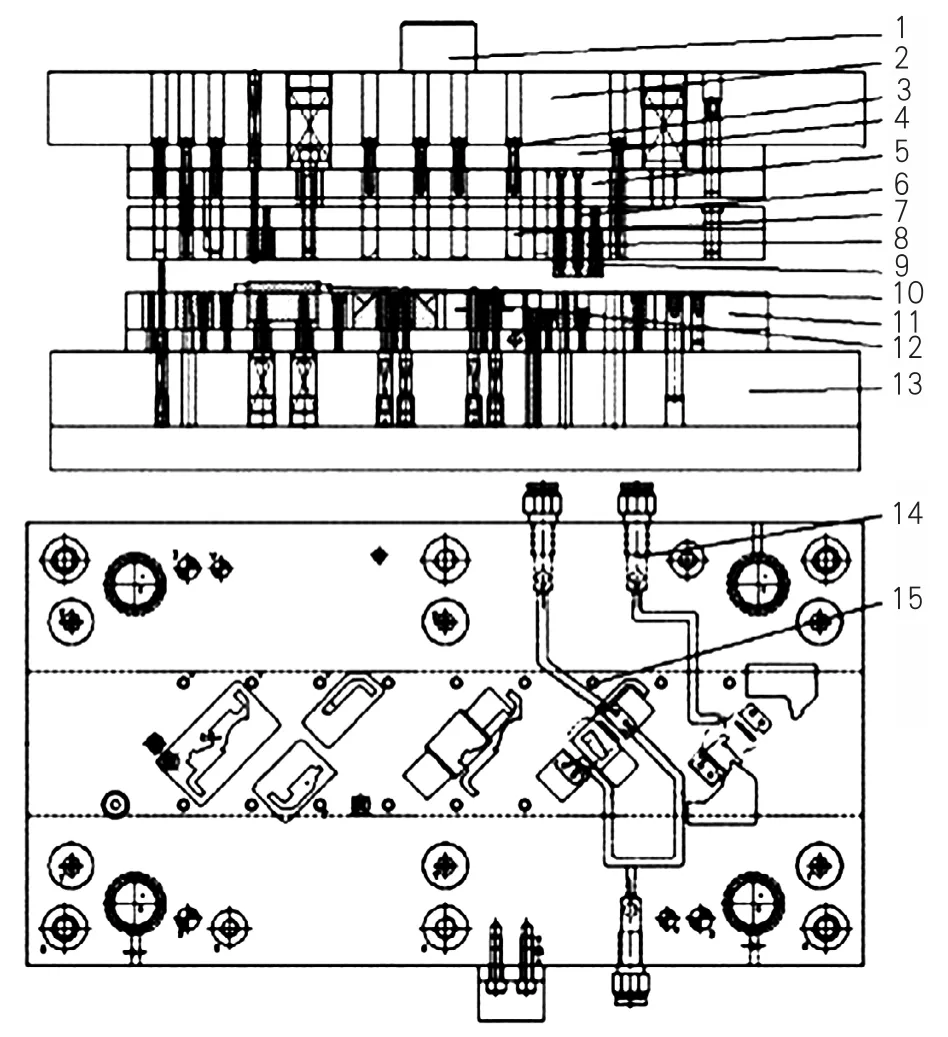
图6 镁合金汽车垫片级进模
《汽车用镁合金冲压件的应用与发展(下)》见《锻造与冲压》2017年18期
