细纱压力棒上销应用体会
2017-08-22王红梅
王红梅
(尉氏纺织有限公司,河南 开封 475000)
细纱压力棒上销应用体会
王红梅
(尉氏纺织有限公司,河南 开封 475000)
为提高成纱质量,介绍压力棒上销作用,并对使用前后的成纱质量和生产效率进行对比,探讨使用压力棒上销后出硬头、条干不匀、粗纱定量不合理等应对措施;分析压力棒4种粗纱绕法对成纱质量的影响并从工艺配置、设备、相对湿度及前后档胶辊配置等方面给出了使用压力棒上销应注意的事项。指出:使用压力棒上销后,成纱质量和生产效率得到提升;须从工艺、设备、温湿度、操作管理等方面加强,才能充分发挥压力棒上销的作用,全面提升产品质量。
压力棒;上销;引导力;控制力;隔距;出硬头;条干均匀度
1 压力棒上销的作用
在环锭细纱机纺纱牵伸过程中,纤维在引导力和控制力的作用下,速度由慢变快,如果出现牵伸不匀就会影响成纱条干质量。理想的牵伸效果是附加不匀率为零,即要求不同长度的纤维同一时间实现变速,变速点一致且集中[1]。理论上,合理分布摩擦力界实现对纤维运动的控制,获得相对集中的纤维变速点,可以减少牵伸附加不匀率。
细纱牵伸主要集中在前区,而后区牵伸的合理分布对改善成纱条干质量也很重要。后区牵伸的引导力由上、下胶圈形成的后钳口控制,控制力由后胶辊与后罗拉形成的后钳口的握持提供。在后区两个钳口之间加装压力棒上销,是在后牵伸区建立一个新的附加摩擦力界,对后区粗纱须条进行合理控制,从而稳定后区纤维变速点的位置,保证纤维运动均衡,达到较好的牵伸效果[2]。
2 压力棒上销使用体会
2.1 成纱质量
尉氏纺织于2013年6月首次试用压力棒上销,原后区的简单牵伸由粗纱经过中后罗拉时握持实现。使用压力棒上销后,后区粗纱受2根直径为6.3 mm的压力棒控制,增加了一个新的摩擦区,形成了新的摩擦力界,从而改善成纱质量。
使用压力棒上销前、后成纱质量对比,见表1。从表1可以看出,使用压力棒上销后成纱质量有了明显提高。
表1 使用压力棒上销前、后成纱质量指标对比

项目条干CV/%细节粗节棉结个·km⁃1使用前(均值)13.1543658使用后(均值)12.3311933使用后(最优值)11.8601630
2.2 生产效率
后区压力棒的使用可有效地提高后牵伸倍数,在成纱质量不受影响的情况下,可增大粗纱定量,从而提高粗纱的效率。原粗纱定量为5.1 g/(10 m),现粗纱定量为6.0 g/(10 m),提高17.6%,且对节电用工也有很大的帮助。
2.3 存在问题及解决方法
2.3.1 出硬头
由于后区摩擦力界对须条的控制相应地增加了须条牵伸力,而须条对压力棒的反作用力又使上、下销钳口控制力增强。当中罗拉钳口握持能力减弱或不足而出硬头时,必须适当提高摇架压力来加强中罗拉钳口的握持力。此外,由于粗纱定量的增加,后牵伸倍数、罗拉隔距和钳口隔距块须合理搭配,以平衡握持力与牵伸力。大面积正式上车后,技改第1台车,刚开车时未见异常,当开车近半个班时开始出硬头。于是对17.5 mm×30 mm和18 mm×32 mm罗拉隔距,1.293和1.254后牵伸倍数,2.5 mm、2.8 mm和3.0 mm钳口隔距等主要工艺参数进行优化,做正交实验18组,最终优化出18 mm×32 mm×1.254×2.8 mm的工艺方案,加之保全对摇架压力进行手感调整一致,生产逐步稳定[3]。
2.3.2 条干不匀
上销所配的两根压力棒安装必须到位——在压力棒的中间有两个沟槽,安装到上销后,手感压力棒可左右移动,且两根压力棒须平齐。在压力棒给粗纱须条施加外力的作用下,须条易被拉偏;如果喇叭口位置不居中、粗纱跑偏,易造成须条时断时续跑到前胶辊的边沿,脱离钳口握持造成条干不匀。
解决方法:① 调整喇叭口至居中位置;② 两根压力棒安装到位,保证其平齐不扭斜。
2.3.3 粗纱定量设计不当
上销组合件控制不佳则易出现机械波,且此波随所纺品种线密度不同而位置相应变化,18.22 tex品种机械波基本在30 cm~35 cm处,14.58 tex则在40 cm~45 cm处。使用压力棒上销后上销加长,需进一步加强对上销组合件的控制。
3 不同粗纱绕法对成纱质量的影响
粗纱经压力棒有4种不同的绕法,如图1所示。厂家推荐初次使用按图1a)绕法,但此种绕法较为麻烦,特别是挡车工看台多,巡回中出现粗纱跑空时,穿粗纱费时间,挡车工对此反映强烈。为此,笔者和保全一起在不同的车位同锭进行对比试验,结果见表2。

a) 先下后上 b) 均在上 c) 先上后下 d) 均在下图1 粗纱经压力棒的4种不同绕法
表2 粗纱经压力棒的4种不同绕法时的成纱质量对比
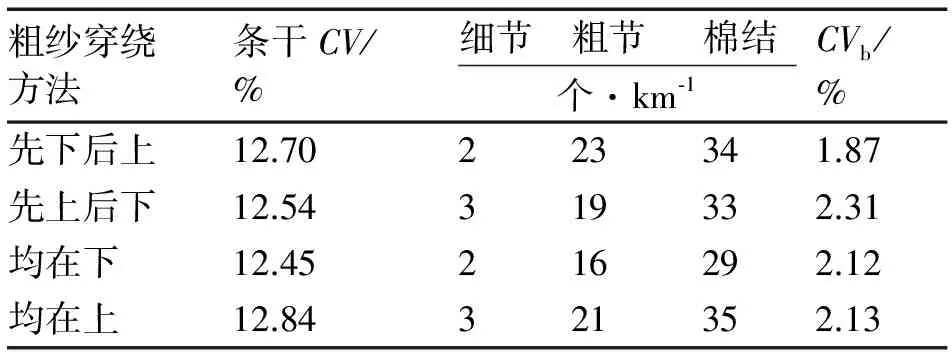
粗纱穿绕方法条干CV/%细节粗节棉结个·km⁃1CVb/%先下后上12.70223341.87先上后下12.54319332.31均在下12.45216292.12均在上12.84321352.13
经对比分析结果表明,“均在下”的绕法使须条均经压力棒下方,改变了牵伸路线,两根压力棒同时对须条起作用,增大了对须条的握持力,既有利于质量提高又方便挡车工操作,为最佳绕法,目前尉氏纺织已全面推广。
4 使用压力棒上销注意事项
4.1 工艺配置
使用压力棒上销应兼顾粗纱定量、粗纱捻度、细纱隔距、后牵伸倍数、钳口和摇架压力等多项参数,工艺配置不当会造成生活不好做,严重时影响产品质量;如后牵伸倍数过大时,会出现30 cm~35 cm长的细节[4]。
4.2 设备要求
使用压力棒上销应做到:
a) 摇架压力均衡一致;
b) 喇叭口位置居中;
c) 导纱动程居中,且控制为6 mm~8 mm;
d) 吊锭灵活,粗纱定量和捻度大时,易造成牵伸不开;粗纱捻度宜偏小设计,但吊锭不灵活会造成上断纱及长片段细节;
e) 压力棒安装到位;
f) 后胶辊、小铁辊、前胶辊位置按工艺要求逐锭调整。
4.3 相对湿度
相对湿度是不可忽视的关键参数,特别在新老配棉交替期间,两个配棉回潮率差异大,压力棒上销上车后会大面积绕胶辊、吐粗纱,工艺方面对隔距块进行调整,但个别区域仍不好开车。在此龙道处挂一块温湿度表,实测相对湿度值为63%,于是与空调主管结合,进行降湿试验;将水泵停开,适当用室外风,40 min后相对湿度明显降至53%,车间生活恢复正常。所以,出现吐粗纱后不可一味地放隔距块、调牵伸或增大压力,要深入观察是一直吐还是先绕后吐,应分情况采取相应措施。
4.4 前后档胶辊配置
若后档胶辊直径过大,会造成中间部分压力分配不合理出现腾空,失去握持力,压而不实从而造成吐粗纱;所以,后档胶辊直径须控制在28.0 mm~28.5 mm,三档胶辊压力合理分配。
4.5 穿绕方法
穿绕方法经优化确定后应统一,否则影响锭差。
5 结语
综上所述,使用压力棒上销后,总牵伸倍数提升,成纱质量优化。同时,工艺、设备、温湿度、操作管理更应加强,要跟踪观察、规范到位,从而减少纱疵和锭差等问题,充分发挥压力棒上销的作用,全面提升产品质量。
[1] 中国纺织总会教育部.棉纺基础[M].3版.北京:中国纺织出版社,2007.
[2] 殷高伟,张晓方.应用RS-6939BS型上销提高纱线质量的实践[J].纺织器材,2010,37(1):32-34.
[3] 刘倩,韩冰,赵建奎.后区双压力棒上销在集聚纺上的应用[J].纺织器材,2016,43(3):43-46.
[4] 蔡志勇,陈铭均,聂发辉.应用压力棒上销纺纱效果分析[J].纺织器材,2006,33(6):36-38.
Application Realization of Spinning Top Apron Cradle with Pressure Bar
WANG Hongmei
(Weishi Textile Co.,Ltd.,Kaifeng 475000,China)
To improve the yarn quality,introduction is made to the top apron cradle with pressure bar regarding its role in spinning.Comparative analysis is done to yarn quality and spining efficiency before and after application of the same.Some cautions is given against null draft,uneveness,unwise roving ration.Analysis is done to the top cradle with pressure bar on spinning quality regarding the four winding methods of roving yarn including the process configuration,requirement of equipments and humiture and configuration of cots both in front section and rear section.It is pointed out that application of the top apron cradle with pressure bar improves yarn quality and product effiency,however,something must be done in control of processes,equipments,humiture,and operation management to full play of the top cradle with pressure bar to enhance product quality comprehensively.
pressure bar;top apron cradle;guide force;control force;gauge;null draft;evenness
2016-12-11
王红梅(1974—),女,河南开封人,主要从事棉纺工艺的研究。
TS103.81+4
B
1001-9634(2017)04-0036-03