新一代绿色钨冶金工艺
——白钨硫磷混酸协同分解技术
2017-08-16何利华赵中伟杨金洪
何利华,赵中伟,杨金洪,2
(1.中南大学 冶金与环境学院,湖南 长沙 410083;2.厦门钨业股份有限公司,福建 厦门 361000)
新一代绿色钨冶金工艺
——白钨硫磷混酸协同分解技术
何利华1,赵中伟1,杨金洪1,2
(1.中南大学 冶金与环境学院,湖南 长沙 410083;2.厦门钨业股份有限公司,福建 厦门 361000)
面对我国钨资源禀赋差、资源约束趋紧、传统钨冶炼工艺环境污染严重的形势,开发出了常压清洁处理白钨矿的硫磷混酸协同分解新技术。该技术不仅可以有效处理传统的白钨精矿,对于低品位的共伴生白钨矿更具有独特的优势,可高效处理WO3品位低至20%的白钨矿,且浸出率仍高达99%以上,很好地解决了钨冶金过程中选冶难以兼顾的矛盾,钨综合回收率可提高15个百分点。此外,新技术简洁地实现了伴生元素钼、磷的综合利用、废水近零排放和浸出渣资源化利用,且工艺流程简短、加工成本低(降低了25%以上)、操作简单安全。依托该技术,在厦门钨业建成了国际上最大的万吨级APT生产线,具有很好地推广应用前景和重大的经济效益。
钨冶金;白钨矿;硫磷混酸;协同分解;绿色冶金;低品位
0 前言
近30年来,我国钨冶金中新技术的研发取得了重大的成果。在钨矿分解方面,20世纪90年代,白钨矿及黑白钨混合中矿机械活化碱分解技术研发成功,且该技术在国内技术工作人员的共同努力之下,又进一步发展成白钨矿及黑白钨混合中矿的碱压煮、白钨矿及黑白钨混合矿的常压碱分解等多项技术,其主要经济技术指标均处于世界前列[1-2]。溶液净化方面,粗钨酸钠溶液的强碱性阴离子交换法可同时实现溶液的净化及转型功能,极大缩短了生产流程[3-5]。我国科研人员在上述自行研发的一系列新技术的基础上,在钨生产领域经过组合、优化,淘汰了流程冗长、指标落后的经典工艺和污染严重的白钨精矿酸分解工艺,创造了具有我国自主知识产权的两种新工艺,即:(1)白钨矿→碱分解→离子交换除杂转型→除钼→蒸发结晶制取APT;(2)白钨矿→碱分解→镁盐净化→萃取转型→除钼→蒸发结晶制取APT。
长期的生产实践证明,这两种工艺都有以下共同特点:(1)对原料的适应能力大大加强。这使我国钨工业的原料实现了三方面的过渡,即由以黑钨为主过渡到以白钨为主;由仅能处理一级Ⅱ类黑钨精矿(且钙含量还要求控制在0.5%以下)或一级Ⅱ类白钨精矿过渡到处理各种比例的黑白钨混合精矿或难选中矿;由只能处理低杂质含量的标准精矿过渡到能处理高杂质含量(特别是钼)的各种复杂矿。这些过渡不仅更好地适应了我国当前钨资源以白钨为主同时复杂难选的形势,同时大幅度拓宽了我国经济冶炼的钨资源范围。(2)回收率大幅度提高。经典工艺处理上述标准黑钨精矿时,由矿到APT的回收率仅90%左右,而我国开发的碱分解工艺处理上述标准矿时可达97.5%以上,处理白钨精矿或黑白钨混合矿时可达96%~97%。(3)产品质量大幅度提高,产品品种增加。对APT而言,其化学成分都能达到GB10116—88 APT 0级标准,而且在生产条件下,其粒度基本上可任意控制。对产出的钨粉而言,其粒度基本上可按用户要求控制,纳米钨粉亦能批量生产。
尽管如此,我国钨冶金过程中存在的问题日益凸显[6-7]:(1)低品位白钨矿资源开发困难。在我国钨资源储量中,白钨约占66.25%,黑钨约占25.3%,黑白钨混合矿占约8.45%。而作为我国钨冶炼的主要原料的白钨矿却呈现出“三多一低”突出特点:共伴生矿多、贫矿多、难选矿多、资源综合利用水平低。(2)白钨矿资源禀赋差,复杂难选。白钨矿中80%以上的地质品位小于0.4%,且有用矿物因嵌布粒度细、选别率低,属典型的难选矿物。大部分的白钨矿选矿回收率低于70%,比黑钨矿选矿回收率低15~20个百分点。新发现的钨矿资源大都是白钨矿,资源品位低、选矿成本高。(3)伴生元素利用率低、环境问题日益凸显。在传统冶炼工艺过程中,伴生元素钼、磷等难以综合利用;此外,不可避免地要产生钠盐废水和碱性废渣。当前,采用传统冶炼工艺每生产1 tAPT产生冶炼渣和污泥约1 t(需要专门的资质单位处理,成本约2 000~3 000元/t)、排放废水100~150 t。
面对资源约束趋紧、环境污染严重、生态系统退化的严峻形势,国家对环保的要求进一步加强。工业和信息化部2016年颁发的《钨行业规范条件》[8]中要求“水重复利用率应达到80%及以上”;2016年国家环境保护部、国家发展和改革委员会、公安部联合发布的《国家危险废物名录》(2016版)[9]已经将“使用氢氧化钠进行煮炼过程中的产生的废碱液”、“仲钨酸铵生产过程中碱分解产生的碱煮渣(钨渣)、除钼过程产生的除钼渣和废水处理污泥”列入其中,并且我国首部《中华人民共和国环境保护税法》[10]规定,对钨冶炼过程产生的碱煮渣(钨渣)、除钼渣、污泥等废渣征收1 000元/t、废碱液征收25元/t的环境保护税。
因此,如何实现低品位、复杂难选的共伴生钨资源的高效清洁利用,关系到我国钨工业的可持续发展,具有重要的战略意义。
1 技术思路
杂多酸是钨的地球化学迁移的一种重要方式,在酸性热液环境中,钨会与其伴生元素如砷、硅、钼、锑等形成可溶性极好的杂多酸根离子而进入溶液,如 H4[Si(W3O10)4]、H3[P(W3O10)4]、H4[Mo(W3O10)4]、H3[Sb(W3O10)4]等[11]。一旦热液遇见碱性环境,则与钙、铁、锰等作用转变成相应地白钨矿和黑钨矿。如果能够逆用这一钨的成矿过程,则有望开发出一种新的钨冶炼工艺路线。换言之,如果反其道而行之,通过引入过去被认为是有害杂质的磷,构建与钨钼地球化学迁移相类似的化学条件,则可使钨钼络合以溶解度极大的杂多酸形式转入溶液;同时在浸出体系中加入硫酸,利用硫酸分解过程中形成硫酸钙固体的特点,则有望实现钨与钙有效分离,从而实现白钨矿的硫酸-磷酸协同分解。
2 新技术处理白钨矿效果
基于技术新思路,我们通过研究硫酸溶液与白钨矿反应的动力学、白钨矿在硫磷混酸溶液中的溶解平衡及磷酸对钨的稳定与调节机理等问题[12],成功开发了低品位共伴生复杂钨矿的常压协同分解新技术。分解反应如式(1)所示。

从式中可以看出,1mol的磷就可络合12mol的钨,即每1 g的磷就可络合71 g的钨转入到溶液中。因此理论上只需要少量的磷即可实现钨的大量浸出。
图1所示为硫磷混酸工艺在不同温度下分解标准白钨矿的效果。可以看出,当浸出时间为3~4 h、硫酸消耗量为理论量、浸出温度为80~90℃时,钨的浸出率高达99%以上,表现出很好的分解效果。
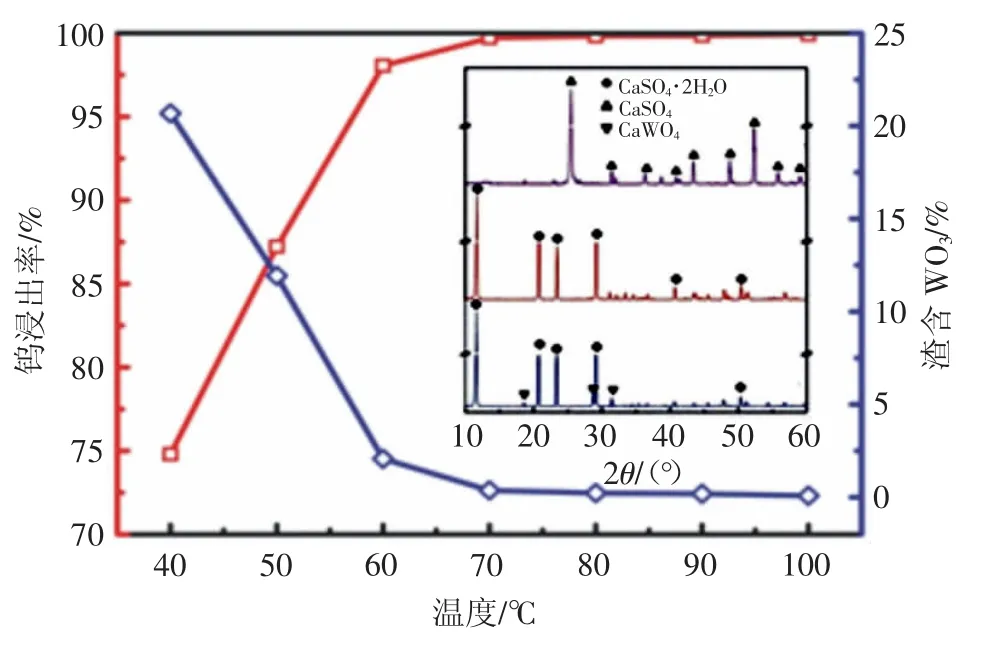
图1 浸出温度对白钨分解效果的影响Fig.1 Effectof tem peratureon scheelite concentratedigestion
表1所示为采用硫磷混酸协同分解新工艺处理不同地区、不同品位白钨矿的效果。从表中可以看出,无论钨的品位高低,浸出渣含WO3基本维持在0.2%左右,仅为传统钠碱法压煮渣的约1/10。即使处理品位仅18.8%的白钨精矿,浸出率仍高达99%,可使选冶综合回收率提高15个百分点以上。按全国年开采10万t白钨计,可多回收1.5万t。
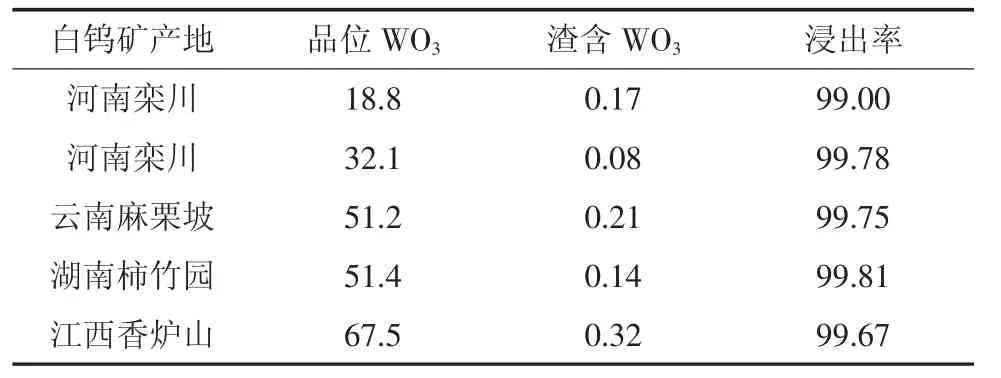
表1 各种钨精矿的分解结果 %Tab.1 Extraction resultsof different scheelite concentrates
由于新技术对精矿品位的敏感性大幅度下降,适合处理各种原料特别是低品位钨精矿,这对于解决钨的选矿与冶炼回收率的矛盾,实现选冶深度结合具有重要现实意义。如河南栾川钼矿的伴生白钨储量高达62万t,但品位仅0.124%[13],过去无法回收,目前为保证选矿回收率,只能供应市场20%~30%WO3的粗精矿。再如著名的柿竹园钨矿,产出65%WO3的标准钨精矿时,回收率可达65.25%[14],如果放宽品位要求,只选到WO3品位为35.8%的钨中矿时则回收率可高达85.9%左右[15],选矿回收率可增加约20个百分点。按新工艺,这些钨中矿不必再精选,可直接冶炼。
采用硫磷混酸新工艺浸出白钨矿后,钨主要以磷钨杂多酸H3[PW12O40](aq)存在于溶液中。研究发现,溶液体系中温度/硫酸浓度剧烈影响磷钨杂多酸溶解度且作用方向相反的特点(图2)。从图2中可以明显看出,随着硫酸浓度的增加,溶液中钨的含量急剧降低,并以磷钨酸晶体(图3)的形式析出。据此发明了控制结晶分离钨的技术,实现溶液中钨的高效结晶分离,补足消耗酸的结晶母液直接返回钨矿分解工序。
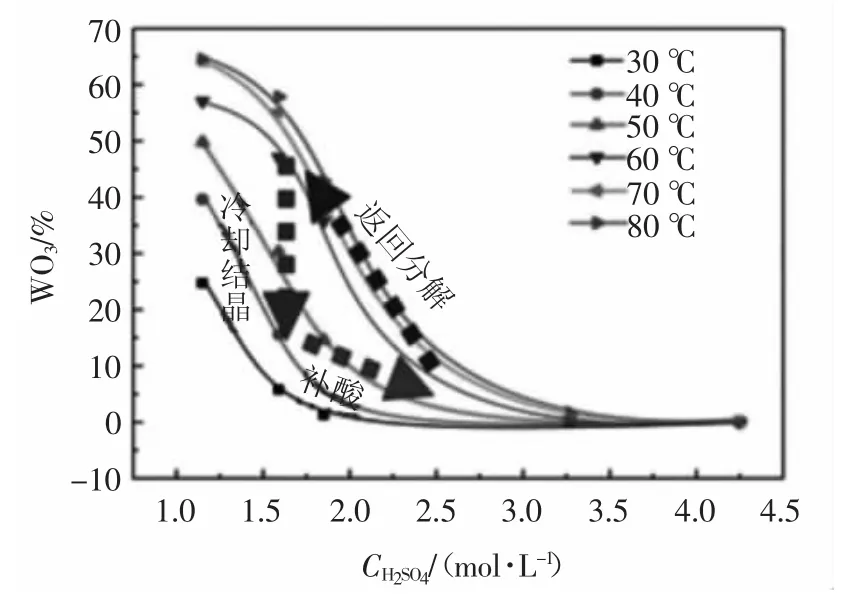
图2 温度和硫酸浓度对磷钨酸溶解度的影响Fig.2 Effectof tem peratureand H2SO4concentration on thesolubility of phosphotungstic acid
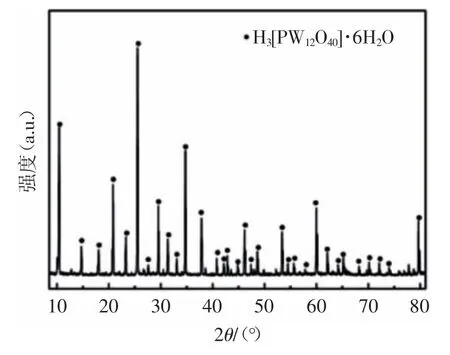
图3 结晶产物的XRD图Fig.3 XRD patternsof the crystallized product
实际上,硫磷混酸浸出工艺不仅能实现钨的高效提取,对于钨矿中伴生元素钼、磷等的回收也表现出独特的优势。在传统的钠碱冶炼体系中,钨呈WO42-存在、钼呈MoO42-存在,均为阴离子,性质极其相似而难以分离。而新工艺的酸性条件则创造了最有利于钨钼分离的条件,即在浸出液中钼主要以钼酰阳离子存在,而钨以磷钨杂多酸阴离子存在,两者性质差别大。由此,通过控制结晶分离钨技术获得的磷钨酸W/Mo比很低(表2),大大减轻了后续APT制备过程的钨钼分离负担。与此同时,采用阳离子萃取剂(如P204)就可从结晶母液中实现钼的提取。而对于钨矿中伴生的磷(栾川粗精矿含约25%的P2O5,已可视为磷矿但未能利用),一方面在分解过程中转变成磷酸辅助浸出过程的进行,降低了试剂成本;另一方面,由于磷酸在分解过程中消耗少,会逐渐在溶液中积累。对于这部分磷酸,以副产磷开路进行综合回收。目前在厦钨,这部分回收的磷用于保留的钠碱冶炼流程,作为浸出工序的逆反应抑制剂磷酸钠的替代品,也降低了成本。
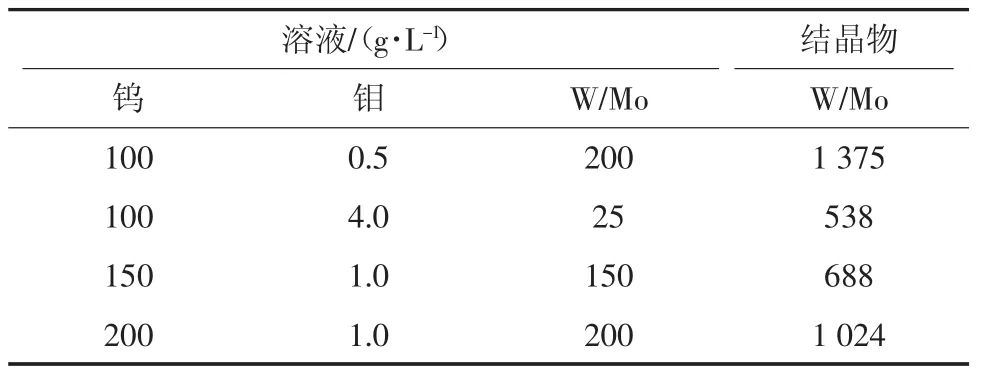
表2 磷钨酸结晶过程钨钼分离效果Tab.2 W/M o separation results in the crystallization of phosphotungstic acid
3 主要技术经济指标与工业化应用
基于“硫磷混酸分解—浸出渣可控生成—结晶提取钨—母液循环—伴生元素钼磷综合回收”等系列成套技术的研发,形成了图4所示的白钨矿分解新工艺技术流程。
表3所示为新工艺与国内外现有主流工艺技术参数的对比。从表中可以看出,新工艺可在常压清洁高效地处理低品位共伴生钨矿,硫酸与磷酸的协同分解作用实现了钨钼磷的综合利用、母液循环实现了生产过程中废水的近零排放、高品质石膏浸出渣用作建材原料实现了渣的资源化利用,且加工成为降低了25%以上,在经济和环保指标等方面均优于国内外现有技术。
依托新技术,厦门钨业股份有限公司目前已建成国际最大的万吨级APT生产线。新技术可处理WO320%的白钨精矿,且分解率可达99%以上。由于采用廉价易得的硫酸作为浸出剂,消耗量仅0.5 t/t矿(硫酸价格仅100~300元/t左右,而碱压煮浸出剂NaOH约为2 500元/t),且分解过程可以依赖硫酸稀释潜热和反应放热来维持,因此新技术在试剂和能耗成本方面比原有的碱压煮工艺节约25%以上,且没有废水和有害盐排放。此外,厦门钨业与紫金矿业、麻栗坡县政府三方合作,引进本技术成立了麻栗坡海隅钨业股份有限公司,并建成了年产5 000 tAPT的生产线。
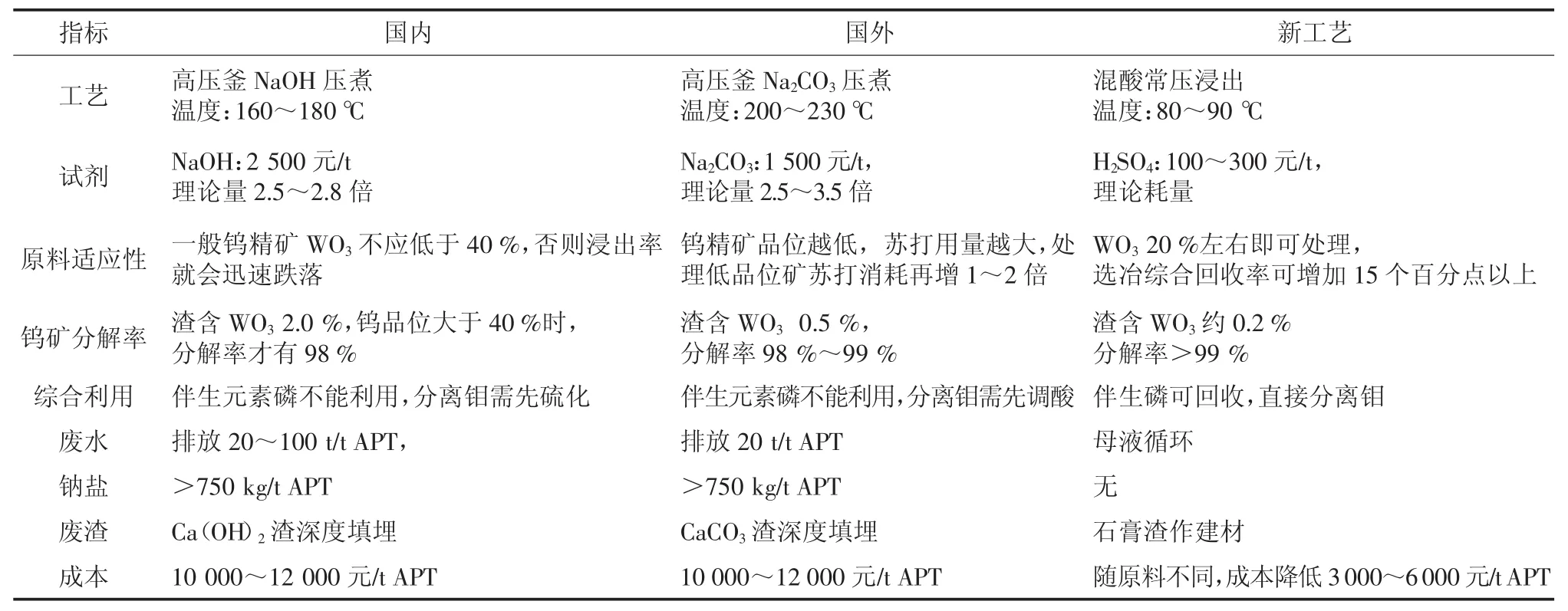
表3 新技术与现有同类工艺的综合比较Tab.3 Com prehensive comparison between thenew technology and traditional technologies
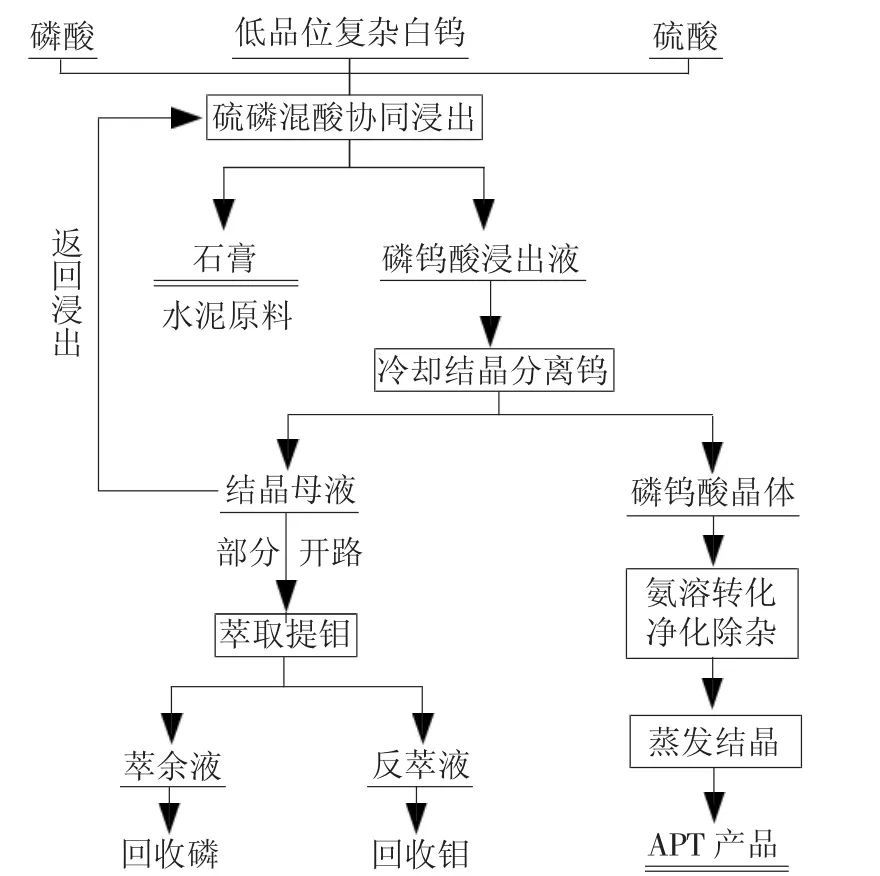
图4 白钨矿硫磷混酸协同分解工艺原则流程Fig.4 Basic flowsheetof the scheelitesynergistic decom position by su lfuric-phosphorousm ixed acid
我国《钨行业规范条件(2016)》要求冶炼过程中水重复利用率应达到80%以上;传统钨冶金过程中的废碱液、碱煮渣(钨渣)、除钼渣和废水处理污泥都已列入了《国家危险废物名录》(2016版)。此外,为加强环境保护和治理,我国首部《中华人民共和国环境保护税法》(2018年实施)还规定对这些碱煮渣(钨渣)、除钼渣、污泥等废渣征收1 000元/t、废碱液征收25元/t的环境保护税。无疑,新政策的颁布和实施,将进一步推动我国钨冶金技术的进一步升级。
而对于“磷酸浸出-硫酸协同”分解白钨矿新技术,一方面不仅保证了钨、钼、磷等有价元素的综合利用,同时还实现了废水近零排放和浸出渣资源化利用,很好地解决了钨冶金过程的“三废”问题,实现了高效清洁生产。由于新技术突出的优势特点,被工信部和环保部列入2016年《水污染防治重点行业清洁生产技术推行方案》[16],也是《中国钨工业发展规划(2016—2020年)》唯一的节能减排推广技术[17],核心技术专利获2016年度中国专利金奖[18]。
4 结语
面对我国钨资源禀赋逐年变差,传统钨冶金工艺越来越难以适应当前环保日益严峻的现状,开发出新一代的高效绿色钨冶炼工艺更迫在眉睫,这也是我国钨工业可持续发展的必由之路。白钨矿硫磷混酸协同分解新工艺的开发,不仅实现了难处理钨精矿的高效清洁冶金和元素综合利用,还可使处理钨精矿品位大幅度降低,有利于选冶深度结合,提高综合回收率。特别是近年来随着我国各项冶炼标准与环保政策的制定和颁布,新工艺的开发为推动产业升级、淘汰落后产能、促进钨业可持续发展提供了有力的技术支撑。
[1] 李洪桂,刘茂盛,孙培梅,等.白钨精矿与黑白钨混合矿碱分解的方法与设备[J].中国科学基金,1997(3):210-212.LIHonggui,LIUMaosheng,SUNPeimei,etal.Introduction ofa new achievement:process and equipment of caustic decomposition of low-grade scheeliteand scheelite-wolframitemixed concenrates[J]. BulletinofNationalScienceFoundationofChina,1997(3):210-212.
[2] 李运姣,李洪桂,刘茂盛,等.南昌硬质合金厂热球磨(机械活化)碱分解高钙黑钨精矿及白钨精矿试车总结[J].中国钨业,1996,11(6):11-4.
[3] 李洪桂,赵中伟.我国钨冶金技术的进步——纪念中国钨业100年[J].中国钨业,2007,22(6):7-10. LI Honggui,ZHAO Zhongwei.The technology progress in China tungstenmetallurgy——to the100th anniversaryofChina tungsten industry[J].China Tungsten Industry,2007,22(6):7-10.
[4] 李会强,唐忠阳,何利华,等.离子交换技术在钨冶金中的应用与进展[J].中国钨业,2014,29(5):34-39. LIHuiqiang,TANG Zhongyang,HE Lihua,et al.Applications and developmentsof ion exchange technology in tungstenmetallurgy[J]. China Tungsten Industry,2014,29(5):34-39.
[5] 胡兆瑞.离子交换法在钨冶炼中的应用 [J].中国钨业,1994,(5):1-4.
[6] 中国钨业协会.中国钨工业发展规划(2016—2020年)[J].中国钨业,2017,32(1):9-15. China Tungsten Industry Association.Development plan for China tungsten industry(2016—2020) [J].China Tungsten Industry,2017,32(1):9-15.
[7] 赵中伟,陈星宇,刘旭恒,等.新形势下钨提取冶金面临的挑战与发展[J].矿产保护与利用,2017(1):98-102. ZHAO Zhongwei,CHEN Xingyu,LIU Xuheng,et al.The challenge and development for the tungsten extraction technique under the new situation [J].Conservation and Utilization of Mineral Resources,2017(1):98-102.
[8] 中华人民共和国工业和信息化部.钨行业规范条件 [Z].2016-01-14.
[9] 中华人民共和国环境保护部.国家危险废物名录[Z].2016-06-14.
[10]中华人民共和国第十二届全国人民代表大会常务委员会第二十五次会议.中华人民共和国环境保护税法[Z].2016-12-25.
[11] 刘英俊,马东升.钨的地球化学[M].北京:科学出版社,1987.
[12] LI Jiaotao,ZHAO Zhongwei.Kinetics of scheelite concentrate digestion with sulfuric acid in the presence of phosphoric acid[J]. Hydrometallurgy,2016,163(8):55-60.
[13] 张燕红.栾川钼矿白钨综合回收产业化前景 [J].中国钨业,2002,17(3):29-32. ZHANG Yanhong.Prospect of complex utilization of scheelite in Luanchuang molybdenum mine [J].China Tungsten Industry,2002,17(3):29-32.
[14] 中国钨业协会.中国钨工业年鉴[M].北京:中国钨工业协会,2011.
[15]张忠汉,张先华,叶志平,等.柿竹园多金属矿GY法浮钨新工艺研究[J].矿冶工程,1999,19(4):22-25. ZHANG Zhonghan,ZHANG Xianhua,YE Zhiping,et al.The study on new technique for flotation of wolfram from Shizhuyuan polymetallic ores using GY method [J].Mining and Metallurgical Engineering,1999,19(4):22-25.
[16] 中华人民共和国工业和信息化部,环境保护部.水污染防治重点行业清洁生产技术推行方案[Z].2016-06-17.
[17]袁秀霞.中国钨工业“十三五”展望 [J].中国有色金属,2017(4):40-41.
[18]中华人民共和国知识产权局.关于第十八届中国专利奖授奖的决定[Z].2016-12-07.
A New Green Process for Tungsten M etallurgy-Synergistic Decomposition of Scheeliteby Sulfuric-PhosphorousM ixed Acid
HELihua1,ZHAOZhongwei1,YANGJinhong1,2
(1.SchoolofMetallurgy and Environment,CentralSouth University,Changsha 410083,Huanan,China;2.Xiamen Tungsten Co.,Ltd.,Xiamen 361007, Fujian,China)
Faced with the situations of disadvantagous natural endowment,tighter constraint of tungsten resources, and serious environmental pollution in traditional tungsten metallurgical process,we developed a new green synergistic decomposition technology for scheelite by sulfuric-phosphorousmixed acid under atmospheric pressure was developed.Thisnew technology can process traditionalscheelite concentrate effectively.In addition,itdisplays unique superiority for the treatment of low grade and associated scheelite ores.For the low-grade scheelite concentrate(20%WO3),the tungsten extraction rate reachesup to 99%by using thisnewmethod.Because of the low requirement of the ore grade,the contradiction between beneficiation and metallurgy was successfully solved,and the comprehensive tungsten recovery is raise by about 15 percentage points.Wastewater and leaching residue realize near-zero discharge and harmless resource utilization.Thismethod possesses features of short process flow, low cost(dropped over25%compared to the traditionalprocesses),convenientoperation and safety.Relying on the synergistic decomposition technology,a largest ten-thousand-tonnage APT production line was built in Xiamen Tungsten Co.Ltd.
tungsten metallurgy;scheelite;synergistic decomposition;sulfuric-phosphorous mixed acid;green metallurgy;low grade
TF841.1
A
(编辑:刘新敏)
10.3969/j.issn.1009-0622.2017.03.009
2017-04-17
国家自然科学基金项目(51334008;51604160)
赵中伟(1966-),男,河北永年人,本刊编委,博士,教授,主要从事有色金属冶金研究。