GS18NiMoCr3-6风力发电机组扭力轴热处理工艺研究
2017-08-07王晓燕李晓宏赵秀峰
王晓燕 李晓宏 赵秀峰
(沈阳铸锻工业有限公司热处理分公司,辽宁110142)
GS18NiMoCr3-6风力发电机组扭力轴热处理工艺研究
王晓燕 李晓宏 赵秀峰
(沈阳铸锻工业有限公司热处理分公司,辽宁110142)
对风力发电机组扭力轴的热处理工艺进行了研究,通过多次调整淬火温度、回火温度及淬火介质等工艺参数进行对比试验,从而获得合适的热处理工艺。
扭力轴;热处理工艺;力学性能
扭力轴是风力发电机齿轮箱行星传动系统中的关键部件,承受随机载荷,将扭矩从行星部分传递到平行轮系部分[1],扭力轴的使用寿命直接影响整个风力发电机组的使用寿命,这就要求扭力轴必须具备良好的综合力学性能。GS18NiMoCr3-6扭力轴在我公司属首次生产,该产品力学性能要求高且结构复杂,容易出现裂纹。经查阅发现国内关于该材料的热处理资料并不多,为保证产品合格交付,特进行热处理工艺研究,解决该材料的技术工艺难题,提升热处理技术水平。
1 技术要求
1.1 零件材料及规格
材质为GS18NiMoCr3-6,其化学成分要求见表1。零件为铸后毛坯状态,有效截面尺寸为∅280 mm。
1.2 技术指标
力学性能要求见表2。
要求热处理后弯曲度≤5 mm,表面没有裂纹等缺陷。
1.3 取样要求

表1 GS18NiMoCr3-6材料的化学成分要求(质量分数,%)Table 1 The requirements of chemical composition of GS18NiMoCr3-6(mass fraction,%)

表2 力学性能要求Table 2 The requirements of mechanical properties
逐件从零件本体上切取试块,做一拉三冲试验。
2 工艺试验
在产品进行实际生产之前,进行试块的工艺试验,从而获得一系列的数据,为产品的实际生产提供依据,使GS18NiMoCr3-6材质扭力轴热处理后达到性能要求。
2.1 试验准备
2.1.1 试块规格
试块规格为100 mm×100 mm×160 mm,共6块,编号分别为1#、2#、3#、4#、5#、6#。
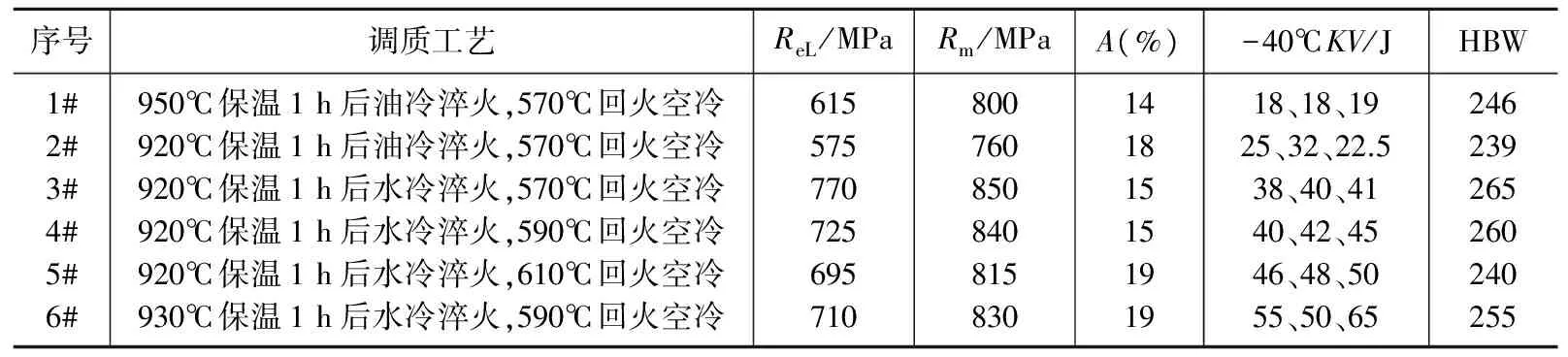
表3 试块调质工艺及性能试验结果Table 3 The quenching and tempering process and the tested results of mechanical properties of test block

图1 调质工艺曲线Figure 1 The curve of quenching and tempering process
2.1.2 试验用设备
采用4.5 kW电炉进行试验,规格为0.2 m×0.2 m×0.3 m,最高使用温度1100℃。
2.1.3 工艺参数的确定
查阅与风力发电机使用有关的资料及欧洲标准EN 10340—2007,对照有关GS18NiMoCr3-6材料热处理曲线,结合该材料的力学性能要求,初步确定工艺参数。
2.2 试验过程
试块调质工艺及性能试验结果见表3。
结果显示,1#和2#相比,1#的硬度值稍微偏高,但冲击韧性明显降低,这说明1#的淬火温度超过奥氏体化温度过多,可能出现过烧现象,导致试块脆性变大,冲击性能降低。
2#和3#相比,淬火介质的不同明显影响了其性能,3#试块水冷效果显著,各项指标均达到了技术要求,同时检查试块未发现裂纹现象。由此暂时可以确定3#试块对应的调质工艺可以满足性能要求。
4#和5#相比,5#试块冲击性能增强,但强度值和硬度值都比4#试块明显降低,这说明610℃的回火温度有些偏高,相比之下590℃的回火温度更能满足性能要求。
4#和6#相比,6#试块虽然强度值和硬度值都略有降低,但延伸率和冲击性能大幅提高,可以得出930℃的淬火温度更能保证综合性能。
2.3 确定调质工艺
综合以上6组试验结果,结合零件和现场的实际情况,参照热处理工艺标准,扭力轴的调质工艺按图1所示曲线执行。
3 扭力轴实际生产
本批待生产扭力轴共6件,试棒留在零件一端,试棒长度约50 mm,零件单面余量7 mm。由于该零件是首次生产,缺少该材料的生产技术和经验,我公司高度重视,要求相关部门全程监控,采取措施严格把控各个质量控制要点。
3.1 设备
淬火及回火均用1号燃气炉,规格为5 m×2.5 m×2.5 m,煤气高速烧咀加热,分三区控温,控温精度为±10℃,最高使用温度1200℃。淬火用水槽规格为8 m×5 m×5 m。采用120 MN液压矫直机矫直。
3.2 生产操作要求
(1)扭力轴形状复杂,为了减小扭力轴热处理调质变形,生产前焊6个专用辅具用于固定各扭力轴悬空处。装炉前检查设备控制系统、淬火冷却设备、循环系统及计算机软件系统是否正常,以保证整个生产过程正常运转。淬火装炉采用托盘,分装两盘,平行放置,零件之间间距50 mm以上,以利于加热均匀。
(2)靠近烧嘴部位的垫铁,用耐火纤维盖住垫铁,防止垫铁局部高温从而影响零件。点炉前确保炉前炉后零件各压1支热电偶测定零件温度,严格按工艺要求控制升温与降温速度,避免速度太快和温度不均产生的变形,热电偶显示到淬火温度后开始计算保温时间。监控人员与操作者定时查看炉内温度场,发现温差时要及时调整偏差,严格控制烧嘴火焰大小,确保炉膛各区保持温度均匀性。
(3)淬火时为了保证零件淬火冷却性,控制水温,同时打开循环搅拌系统。淬火出炉时(采用吊链吊具吊托盘淬火,起吊平稳,淬火操作迅速,严格控制零件出炉至进水槽的时间。为提高扭力轴的淬火效果,同时减少其变形幅度,在零件进入水槽后保持缓慢串动5 min。淬火后及时回火,严格按工艺执行,确保回火温度均匀、保温充分。回火后趁热进行校直,保证弯曲度满足要求。
(4)零件热处理结束后及时进行交检。逐件检查扭力轴的本体硬度和弯曲情况,本体硬度预检合格后按工艺规定在各扭力轴加长试料处加工制取力学性能试样,进行拉伸试验、冲击试验。
3.3 结果分析
对切取加工的6个扭力轴试样分别进行一拉三冲试验,试验结果见表4。
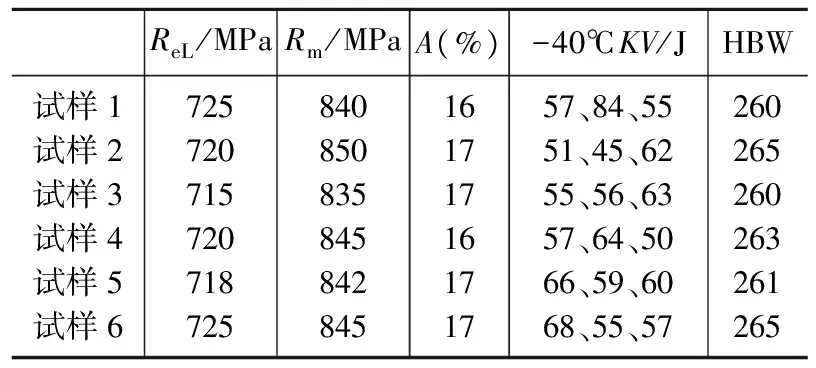
表4 试验结果Table 4 The tested results
结果显示,经过调质处理的6件扭力轴力学性能均达到了技术要求,同时经测量弯曲度≤4 mm,表面没有裂纹等缺陷,满足了客户的技术要求,由此证明该工艺切实可行。
4 结论
通过对GS18NiMoCr3-6扭力轴的热处理工艺研究,确定了合适的调质工艺,解决了该产品在热处理生产中的技术难题。本批扭力轴全部生产合格,达到了研究目的,展示了我公司对新材料新产品的热处理技术创新能力和研发水平。
[1] 王碧石,孙黎,王春秀. 风力发电机齿轮箱扭力轴的疲劳分析[J]. 机械设计与制造,2009(9):155-157.
编辑 杜青泉
Research on Heat Treatment Process ofGS18NiMoCr3-6 Torsion Shaft for Wind Turbine Generator
Wang Xiaoyan, Li Xiaohong, Zhao Xiufeng
The heat treatment process of torsion shaft used for wind turbine generator has been studied. The comparison experiment has been performed by adjusting the process parameters repeatedly, such as the quenching temperature, the tempering temperature and the quenching medium etc, as so to obtain the proper heat treatment process.
torsion shaft; heat treatment process; mechanical property
2017—01—18
王晓燕(1983—),女,硕士,工程师,从事热处理工艺研究与设计工作。
TG156
B
