渗透检测A型试块的加工、检验及质量对比
2021-12-13
(山东瑞祥模具有限公司,济宁 272400)
在标准NB/T 47013.5-2015 《承压设备无损检测 第五部分 渗透检测》 等国家及行业标准中均应用到了渗透检测A型试块(铝合金淬火裂纹参考试块)。该试块的技术要求、检验项目及检验方法等在GB/T 23911-2009 《无损检测 渗透检测用试块》 标准中有明确规定。
1 A型试块的技术要求及制作
1.1 A型试块的技术要求
A型试块材料应采用LY12铝合金或类似铝合金板材,试块长度方向应与板材轧制方向一致。将试块一面进行机加工后,其表面粗糙度为1.2 μm~2.5 μm。将试块进行机加工的一面的中间部位用喷灯或其他适宜方法进行局部加热,达到一定温度后进行淬火处理,使其产生淬火裂纹。
为方便使用,将试块分割成两块(见图1)。将分割槽刻为矩形或V形。在两块试块上分别标上a和b。在单个表面上的裂纹总条数不应少于4条。
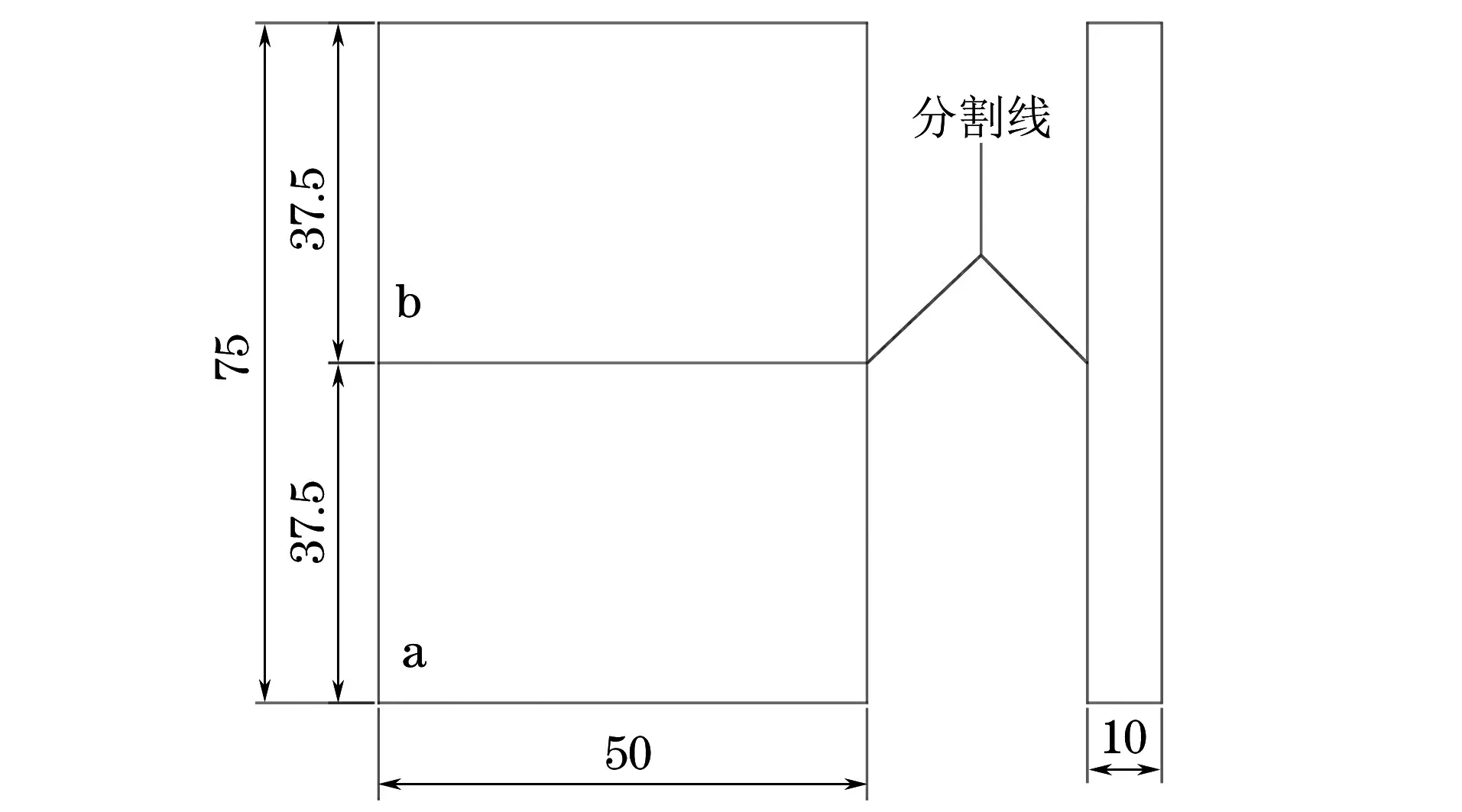
图1 A型试块结构示意
1.2 A型试块的制作
1.2.1 A型试块材料
选用LY12铝合金板材,板材厚度为1215 mm,试块75 mm长度方向平行于板材轧制方向。铝合金板材表面粗晶层厚度不得超过1 mm,板材轧制纹理应选择细纹理。
1.2.2 加热装置
对LY12铝合金板材进行淬火处理时,为产生淬火裂纹,不但要求工件温度达到特定值,还要求对板材进行非均匀加热,试块所处环境温度误差也不可超过±5 ℃。加热时,试块中心温度高于边缘温度,冷却后试块中心表面开裂。加热装置不但要求能够对试块进行非均匀加热,还要有一定的保温作用。
为便于控制试块加工过程的环境温度,还应使试块加热后能进行非均匀冷却。笔者单位设计的加热装置结构如图2所示。
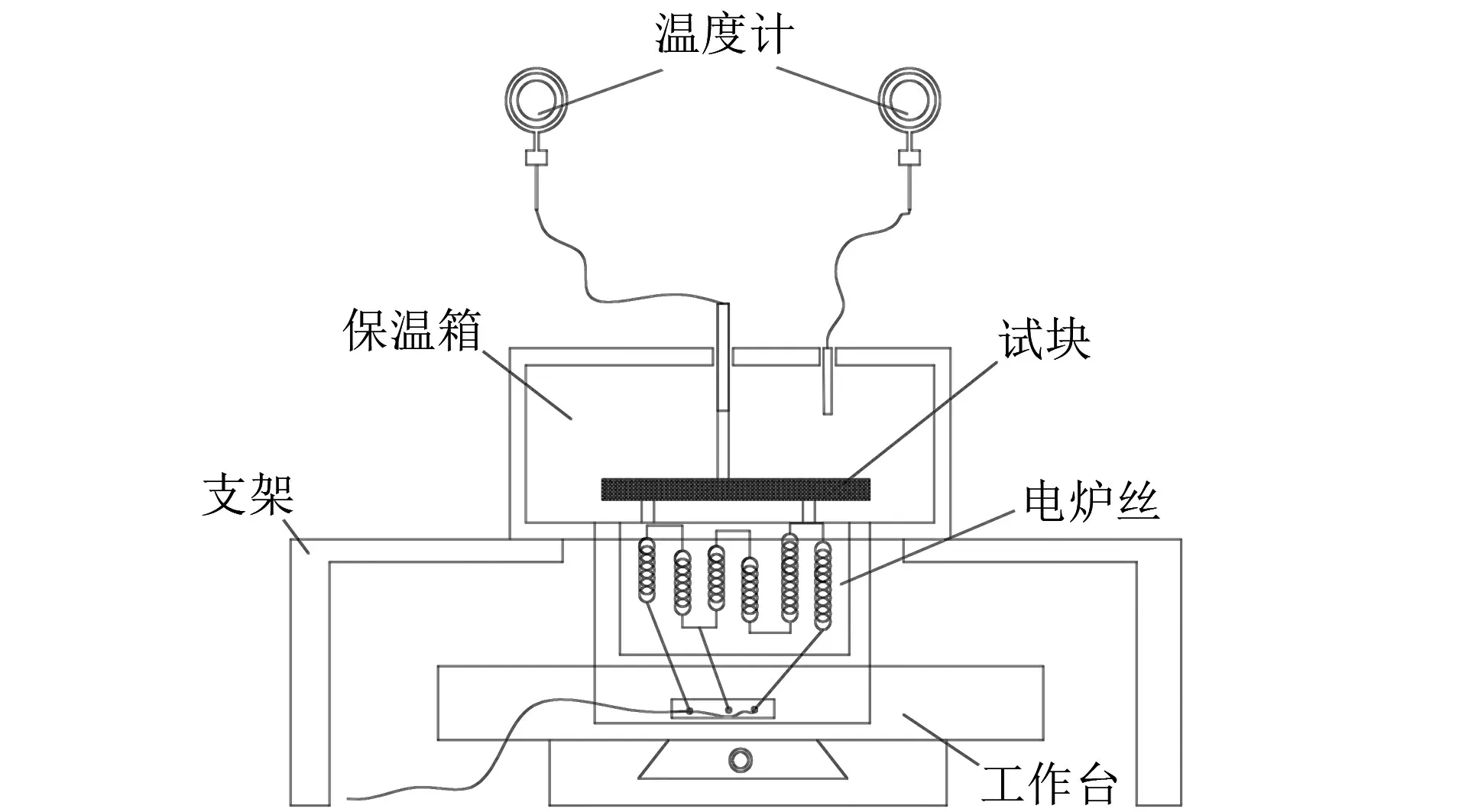
图2 试块加热装置结构示意
1.2.3 加热温度的控制
利用加热装置在中心位置对试块材料进行加热,使试块中心表面温度达到(510±5) ℃,此时保温箱内温度为(490±5) ℃。LY12铝板淬火裂纹的产生对温度有严格要求,加热时应采用炉内测温仪进行实时温度测量,需要检测试块表面温度及保温箱环境温度。测温仪测温范围应大于550 ℃。
1.2.4 冷却处理

图3 试块水冷装置结构示意
当试块表面温度加热至(510±5) ℃时,迅速将试块受热面朝上,通过细孔喷淋装置将冰水喷洒到试块表面,试块水冷装置结构如图3所示。喷淋装置的水压达到2.5 MPa,工作台设有前后左右移动导轨,使试块与喷淋头做平行相对方向运动,相对运动速度不小于400 mm·s-1,受热面先与冰水接触,使试块表面非均匀散热后产生淬火裂纹。
2 A型试块的质量控制
2.1 A型试块的项目检验
依据GB/T 23911-2009标准要求对A型试块进行检验,检验项目为化学成分、表面粗糙度、表面裂纹宽度、试块外形尺寸等。
2.2 试块化学成分及表面粗糙度的测量
依据标准GB/T 3190-2020 《变形铝及铝合金化学成分》,采用型号为S1 SORTER的直读式光谱分析仪对试块进行化学成分测试,结果符合LY12铝合金或类似铝合金材料,其化学成分符合GB/T 3090-2020 《不锈钢小直径无缝钢管》标准的规定。与标准粗糙度对比块块进行对比,表面粗糙度一般为1.2 μm~2.5 μm。试块外形尺寸采用游标卡尺进行测量。
2.3 试块表面裂纹宽度的测量
采用金相显微镜测量试块表面裂纹宽度,测量时放大倍数为100倍。对试块表面所有裂纹进行逐条测量,测量结果应保证试块表面无规则分布着宽度小于3 μm,3 μm~5 μm和大于5 μm的开口裂纹,其中应至少有两条裂纹宽度不大于3 μm的开口裂纹。裂纹金相检验形貌如图4所示。

图4 裂纹金相检验形貌(100×)
3 A型试块的质量对比
笔者单位按照铝合金相关淬火工艺,在试块上加工产生了应力(淬火)自然裂纹,裂纹方向平行于板材轧制方向,a和b两试块裂纹相似。试块上缺陷为自然裂纹,因此各试块的缺陷显示完全不同,符合渗透检测标准的要求。
试块表面裂纹具有不可复制性,使用时可参照缺陷显示进行现场对比。
4 A型试块的使用
ASME锅炉和压力容器规范(第五卷第六章)
规定,当渗透检测实际温度不为15~50 ℃时,必须使用A型试块来完成鉴定。
GB/T 18851.5-2014 《无损检测 渗透检测 第5部分:温度高于50 ℃的渗透检测》 标准规定:温度高于50 ℃的渗透检测使用A型试块进行质量评估;A型试块只能使用一次。A型试块缺陷显示如图5所示。
5 结语
渗透检测用A型试块使用广泛,对自然缺陷要求严格,裂纹的数量、宽度及长度难以控制,其生产过程需要严格的工艺技术支持及完善的质量控制体系。

图5 A型试块缺陷显示
文章介绍了A型试块的制作加工方法及质量控制方法。A型试块在渗透检测中使用范围较广,可用于检验渗透检测剂质量,比较两种渗透检测剂的优劣,以及鉴定非标准温度下的渗透检测方法。