一种长棒料(或管料)用校直机的设计
2017-08-07徐效亮
徐效亮
(中国电子科技集团公司第二十二研究所,河南 新乡 453003)
一种长棒料(或管料)用校直机的设计
徐效亮
(中国电子科技集团公司第二十二研究所,河南 新乡 453003)
在常用压力机研究的基础上,考虑长棒料(或管料)的校直效率及悬伸长度,通过负载计算、液压系统及结构部分的设计、校核与仿真设计了一种校直机,为后续加工提供保障。
长棒料(或管料);校直机;后续加工
目前长度在2m~4m之间的长棒料(或管料)直线度没有保证,影响后续精加工,尤其是深孔加工,需要对棒料进行校直,而现有压力机[1]由于工作平台较短导致棒料(或管料)的悬伸长度过长,造成校直困难、效率极低,并且存在安全方面的隐患,鉴于以上原因,本文结合我单位常用加工材料(例如不锈钢05Cr17Ni4Cu4Nb、钛合金TC4及铍青铜QBe2等)的实际情况,设计了一种简易校直机,要求校直的直线度不大于1mm/m。
1 主要技术指标
(1)公称力:100T。(2)工作行程:500mm。(3)上横梁及校直工作台变形量:小于0.3mm/m。(4)校直机工作台面:4000mm×500mm×500mm。
2 校直工作原理及负载估算
简易校直机的校直型式采用两梁四柱式,它由上横梁﹑校直工作台﹑四个立柱和螺母组成的一体式框架。当高压液体进入工作缸后,对活塞杆施加很大的压力进而推动活塞杆压头向下运动,使两工作台间的物体产生塑性变形并保持一定时间的压力达到工作要求[2],实现校直目的,校直装置如图1所示:
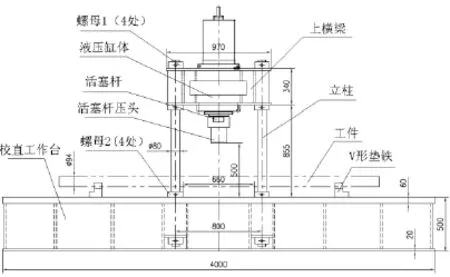
图1 校直装置
液压机工作平台上分别装入垫铁,放入需校直棒料,适当调整垫铁间的距离,调整校直机对需校直处加压对棒料进行校直[3],直至达到直线度小于1mm/m。根据目前常用棒类零件的实际状况,确定校直所需最大负载。为了选择最合适的液压油缸,对棒料校直时所需压力进行计算[4]。
在纯弯曲状态下,杆件的塑性变形进行简化计算,对于圆截面梁:开始出现塑性变形时的弯矩为

极限情况(棒料横截面上随着塑性区的逐渐扩大,只剩下邻近中性轴的很小区域内材料是弹性的)下的弯矩为

式中:M——弯曲力矩,r——棒料圆周半径,ss——材料屈服强度弯曲所需压力

式中:l为两垫块之间的距离
通过估算目前我厂常用最粗φ94mm 05Cr17Ni4Cu4Nb棒料校直所需压力范围38.5吨~65.45吨,确定液压机的公称力为100吨能满足几种常用材料的校直,进而确定液压机最高工作压力、电机的功率,完成油压缸的缸径及壁厚选型。
3 液压机的工作循环过程及液压原理图
简易校直机的压制工艺要求液压缸的工作循环[5]为:快速下行→慢速加压→保压延时→快速返回→原位停止,压力速度和保压时间可调节,液压原理图如图2所示。
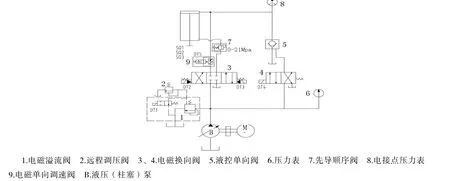
图2 简易校直机液压系统原理图
4 立柱、上横梁及校直工作平台的强度计算

本校直机采用近似计算来设计立柱的尺寸及校核立柱的强度[6],考虑强度与耐磨性能的平衡,采用45号钢材料镀一层硬铬。目标设计校直机压力为100T,总拉力P=100吨力=100´9.8´1000N=980000N,故每根立柱载荷为
立柱两端都车有螺纹,并且有一个定位台阶,取立柱直径D=80mm,两端螺纹为M72x3,M72螺纹的小径为68.752mm大于59.9mm,由此确定立柱的结构尺寸。
上横梁通过上下20mm厚45号钢板中间加16mm厚45号钢板作支撑焊接成为一体,如图3所示,取上横梁的1/4作为模型进行上横梁的应力与应变分析,分析过程及结果如下图4、5所示。
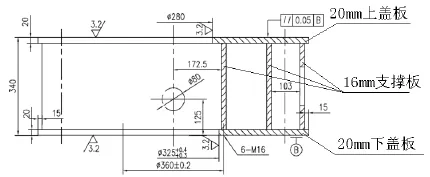
图3 上横梁外形图
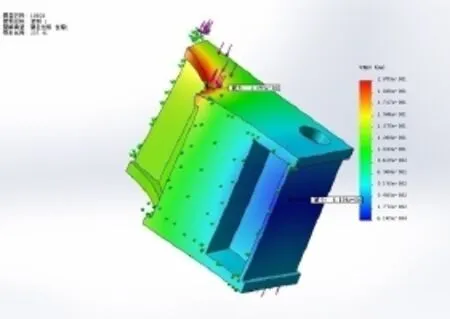
图4 上横梁应变仿真结果图
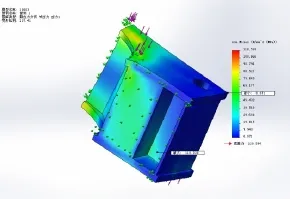
图5 上横梁应力仿真结果
由仿真结果可以得到上横梁的变形量为0.2059mm<0.3mm(技术指标里规定的变形量),应力屈服强度118.538MPa 260 MPa,45号钢锻件的屈服强度为:390~490MPa,选定许用应力390MPa/1.5(安全系数)=260 MPa,得出上横梁焊接一体件符合结构设计的要求。
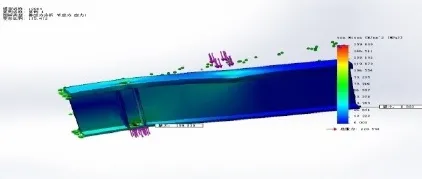
工作平台通过上50mm厚45号钢板、下20mm厚45号钢板中间加16mm厚45号钢板作支撑焊接成为一体,如图6所示,取工作平台的1/4作为模型进行工作平台的应力与应变分析,分析过程及结果如下图7、8所示。
由仿真结果可以得到工作平台的4m的变形量为1.155mm,符合技术指标的要求,应力屈服强度159.830MPa 260 MPa ,45号钢锻件的屈服强度为:390~490MPa,选定许用应力=390MPa/1.5(安全系数)=260MPa,得出工作平台焊接一体件符合结构设计的要求。
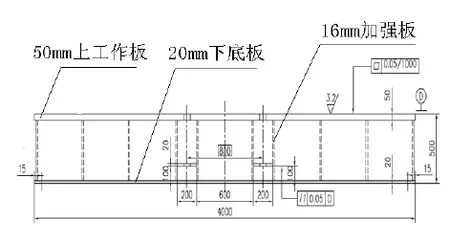
图6 工作平台外形图

图7 工作平台应变仿真结果图
8 工作平台应力仿真结果
5 结束语
简易校直机彻底解决了目前常规的棒料校直中悬伸长度过长的问题。此校直机设有点动、半自动两种操作方式,操作台上的按钮除完成校直机所有动作外,还设有“双手压制”、“急停”等安全措施开关。如遇紧急状况,按下“急停”按钮后压机立即停止工作,并设有一只移动的按钮站,确保操作人员始终处于合适的安全范围内,安全性得到保障,简易校直机的总装配图如图9所示。
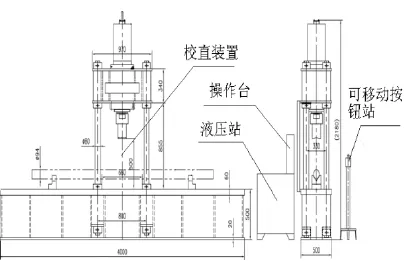
图9 简易校直机总装配图
[1] 姚保森.我国板冲压液压机的现状及发展[J].锻压装备与制造技术,2007(02).
[2] 雷天觉.液压工程手册[M]. 北京:机械工业出版社.1990.
[3] 崔甫.矫直理论与参数计算.北京:机械工业出版社,1994.
[4] 朱伯驭.弹塑性力学.北京:科学出版社,1990.
[5] 章宏甲. 液压传动[M].北京:机械工业出版社,1999.
[6] 成大先. 机械设计手册[M].北京:化学工业出版社,2002.
(责任编辑 王 磊)
Design of a Straightening M achine for Long Bar (or Pipe M aterial)
XU Xiao-liang
(The 22nd Research Institute of China Electronics Technology Group Corporation, Xinxiang 453003, China)
Based on the studying of common presses and considering straightening efficiency and overhang length of long bar (or pipe material), a straightening machine is designed through the load calculation, verification and simulation of hydraulic system and structural part, providing protection for the subsequent processing.
long bar (or pipe material); straightening machine; subsequent processing
TG305
A
1008–2093(2017)02–0021–04
2017-01-28
徐效亮(1981―),男,山东寿光人,工程师,硕士,主要从事石油电子机械新材料、新工艺方向研究。
